
Fターム[4F203AP20]の内容
プラスチック等の加熱、冷却、硬化一般 (12,681) | 検出量又は監視量 (131) | その他の検出量 (18)
Fターム[4F203AP20]に分類される特許
1 - 18 / 18
ゴム部材の製造装置及び製造方法
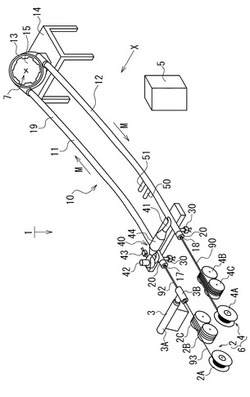
【課題】長尺な未加硫ゴムの成形品の加硫に必要なスペースを短くする。
【解決手段】ゴム部材の製造装置1は、長尺な成形品92を加硫してゴム部材90を製造する。移動手段6は、成形品92を長手方向に移動させる。Uターン手段7は、成形品92の移動方向Mを変更して成形品92をUターンさせる。加硫装置10は、Uターン前とUターン後の成形品92がそれぞれ通過する前加硫缶11と後加硫缶12を有する。加硫装置10は、両加硫缶11、12の内部を含む加硫空間19を移動する成形品92を加硫する。
(もっと読む)
タイヤ加硫用金型の摺動モデル装置

【課題】セグメントがガイド部材に案内されて摺動するタイヤ加硫用金型の摺動モデル装置により、セグメントの摺動特性を容易に評価する。
【解決手段】摺動モデル装置1は、ベース部材2と、ベース部材2に固定されたガイド部材モデルであるTブロック10と、ベース部材2とTブロック10に設けられた摺動面とを備えている。摺動モデル装置1は、セグメントモデルであるスライドベース20を、Tブロック10により案内して摺動面上を摺動させ、スライドベース20の摺動抵抗を、摺動抵抗測定手段30により測定する。
(もっと読む)
タイヤ加硫用ブラダの交換時期判定方法及び交換時期判定装置
【課題】タイヤの成型不良を引き起こすブラダの状態を適切に把握してブラダの交換時期を確実に判定し、ブラダ交換後に行われる成型不良の有無の検査工程及び生産資源の無駄を生じさせることのないタイヤ加硫用ブラダの交換時期判定方法及び交換時期判定装置を提供することを目的とする。
【解決手段】タイヤ内周面の撮像画像から、タイヤの成型時に加硫用ブラダによってタイヤ内周面に型付けされた凸部を除く領域の凹凸状態の散布度を算出し、散布度と予め規定した閾値とを比較し、散布度が閾値よりも大きいときに加硫用ブラダの交換時期であると判定するようにした。
(もっと読む)
タイヤ加硫用ブラダー
【課題】離型剤を塗布することなく、加硫耐久性の良好なタイヤ加硫用ブラダーを提供する。
【解決手段】シリコーンゴム組成物からなる表層1と、シリコーンゴム以外のゴム組成物からなる内層2を有し、シリコーンゴム組成物が、(A)1分子中に2個以上のアルケニル基を含有する直鎖状ジオルガノポリシロキサン100質量部に対し、(B)平均組成式(R1)xHySiO(4−x−y)/2で表され、1分子中に2個以上の水素原子を含有するオルガノハイドロジェンポリシロキサン;0.01〜10質量部、比表面積100m2/g以上の乾式シリカ;20〜80質量部、加硫剤、を含有し、シリコーンゴム以外のゴム組成物が、ゴム成分として、ブチルゴム、フッ素ゴムおよびイソブチレン−p−メチルスチレン共重合体をハロゲン化したものよりなる群から選ばれる一種以上を含むタイヤ加硫用ブラダーである。
(もっと読む)
タイヤ加硫用ブラダーのパンク検出装置およびパンク検出方法
【課題】パンクの発生を確実に検出して、安定した検出結果が得られ、検出の精度を向上させたタイヤ加硫用ブラダーのパンク検出装置、およびこのパンク検査装置を用いたタイヤ加硫用ブラダーのパンク検査方法を提供する。
【解決手段】センサ検出面が下方に向くように配置されたセンサおよびセンサボックスと、センサボックスとタイヤ加硫装置に設けられた加熱加圧媒体の蒸気の流路とを接続する導入管とを備え、導入管は150〜210mmの長さを有し、一端がセンサ検出面と相対向するようにセンサ検出面から50〜80mmの距離に配置され、センサ検出面と相対向する導入管端部の開口部にフィルターが設けられているタイヤ加硫用ブラダーのパンク検出装置。インフレーションスチーム工程およびプレス開時工程において蒸気の漏れを監視するタイヤ加硫用ブラダーのパンク検出方法。
(もっと読む)
紫外線照射装置
【課題】紫外線量の均一性を高め、紫外線の照射範囲を容易に拡張する。
【解決手段】電力供給されると紫外線を放射する各紫外線ランプ1は、管状に形成されたバルブ10と、バルブ10の端部100,100の内部に設けられた1対の電極部11,11とを備えている。各紫外線ランプ1のバルブ10は、各端部100が同一方向に曲げられて形成されたものである。各紫外線ランプ1は、各バルブ10の中央部101が軸方向に一列に並んだ状態で筐体3に収納されて設置される。反射板2は、各紫外線ランプ1の上方及び側方を覆うようにして筐体3に収納されて設置される。発光回路部4は、各紫外線ランプ1を並列接続した状態で、交流電源からの交流電力を各紫外線ランプ1に適した電力に変換し、変換した電力を各紫外線ランプ1に供給する。
(もっと読む)
未加硫タイヤの供給方法、供給装置及び供給システム
【課題】製造コストの低減を図ることができ、しかも未加硫タイヤと加硫用金型とが対応しているか否かを効率的且つ確実に判定することのできる未加硫タイヤの供給方法、供給装置及び供給システムを提供する。
【解決手段】搬送台車20は未加硫タイヤGTを保管場所WHから任意の加硫機10に搬送可能であり、読取装置70によって搬送台車20上の未加硫タイヤGTの貼付型表示部材QRの表示情報を読取り、管理端末100によって指示された加硫機10の加硫用金型の情報と読取装置70によって読取った情報とを比較し、加硫用金型と未加硫タイヤGTとが対応しているか否かを判定することから、この判定のために行われる作業者による作業が軽減される。このため、製造コストの低減を図ることができ、しかも未加硫タイヤGTと加硫用金型とが対応しているか否かを効率的且つ確実に判定することができる。
(もっと読む)
加硫処理前照合システム
【課題】グリーンタイヤを加硫釜へ投入する直前において、作業工数を増やすことなく、全品の照合を確実に行うことができ、加硫不良品の発生を抑制する。
【解決手段】加硫工程前において、グリーンタイヤ10GTを特定するための識別符号であるバーコードを読み取り、かつこのグリーンタイヤ10GTを投入しようとしている加硫釜12A、12Bの特定するための特定情報であるバーコードを読み取り、両者を照合することで、適合、不適合の判定を加硫処理前に自動的に実行することができるため、加硫処理不要を軽減することができる。
(もっと読む)
成形型の温度予測方法
【課題】成形型を熱風で加熱して成形する際、熱風の吹き出し量及び向きを調整する吹き出し調整手段の調整を効率良く行う、成形型の温度予測方法を提供する。
【解決手段】予め成形型1の形状や風速と温度との関係式などのバックデータを入力するステップと、成形型1近傍を含めて加熱炉10内の任意の点での風速を気流解析により算出する風速算出ステップと、風速算出ステップにより求めた任意の点での風速のうち成形型1近傍の風速に基づいて風速−温度の関係式から成形型1の表面温度を算出する温度算出ステップとを順次行い、温度算出ステップで算出した表面温度が成形型で均一分布となるまで風速算出ステップに戻り、加熱炉10内に導入する熱風の総量及び向きを調整して気流解析を行う。
(もっと読む)
タイヤ加硫用金型及び空気入りタイヤの製造方法
【課題】グリーンタイヤ膨径時の加圧条件を容易に決定することが可能なタイヤ加硫用金型及びそれを用いた空気入りタイヤの製造方法を提供する。
【解決手段】グリーンタイヤTのトレッド部T3のセンター部T3cを成型するトレッド成型面3Xaのセンター成型領域3Xcと、グリーンタイヤTのトレッド部T3の両ショルダー部3Xsを成型するトレッド成型面3Xaの両ショルダー成型領域3Xsに、グリーンタイヤTがトレッド成型面3Xaに接触したのを検知するセンサー6a,6b,6cをそれぞれ配置する。
(もっと読む)
紫外線照射装置および紫外線照射システム
【課題】 紫外線を照射する光源の数にかかわりなく、容易に照射強度を設定できる紫外線照射装置および紫外線照射システムを提供する。
【解決手段】 制御部は、時間毎の総照射強度を接続されている照射部の数で除算し、その商を照射部のそれぞれ対して均等に分配する。総照射パターンにおけるパルスの総照射強度が「400%」とすると、照射部のそれぞれにおける照射強度は、「100%」となる。照射部は、互いに同期して紫外線を照射するので、最大で400%の総照射強度をもつ総照射パターンを実現できる。
(もっと読む)
タイヤ加硫用金型の内周面の真円度測定装置
【課題】 タイヤ加硫成形装置のプレスで型閉しめされた実際の稼働状態における金型内周面の真円度を測定できる装置を提供する。
【解決手段】 タイヤ加硫成形装置10のプレス11、12で型閉じされるコンテナ13内に、割り金型の上部サイドプレート14、下部サイドプレート15、トレッドセグメント16が組み込まれ、該割り金型に囲まれた内部空間の中央部に、環状に整列されたトレッドセグメント16からなる金型内周面の真円度測定装置20がセットされ、真円度測定装置20は、下端開口の筒状本体21と、該筒状本体21の下端外周面より突出して下部サイドプレート15の中央開口周縁の嵌合部15aに嵌合保持される取付部22と、筒状本体21の空洞に装備される駆動手段25と、該駆動手段25により筒状本体21の外周面に沿って回転移動される非接触変位測定器26を備えている。
(もっと読む)
樹脂層硬化装置及び樹脂層硬化方法
【課題】 樹脂層の硬化時に、冷却とともに基板を矯正でき、反りの発生を防止可能な樹脂層硬化装置及び樹脂層硬化方法を提供する。
【解決手段】 ディスク用の基板P1,P2が載置されるターンテーブル1、重ね合わされた基板P1,P2を貼り合せる貼合部2、紫外線を照射する紫外線照射部3とを備える。紫外線照射部3は、貼り合わせ後のディスクDに対して、紫外線Uを照射する光源31を備える。光源31と、ディスクDを載置するサセプタ4との間に、紫外線Uを透過する透明な材質で構成された冷却ガス吹付部32を配設する。冷却ガス吹付部32を、冷却ガスGを供給するガス供給装置41に、ガス導入部32bを介して接続する。冷却ガス吹付部32の底部に、吹き付け穴32aを多数形成する。
(もっと読む)
タイヤ搬送装置及びその方法
【課題】加硫後のタイヤ搬送における作業効率及び搬送効率を向上させることができるタイヤ搬送装置及びその方法を提供する。
【解決手段】複数の加硫機から搬出された複数の加硫後のタイヤ1をタイヤ種類毎にレーン1によって所定の搬送先71〜73に搬送するタイヤ搬送装置において、タイヤ種類毎の加硫時間とタイヤ種類毎の加硫機の数とに基づいてタイヤ1を格納するための複数の前記レーン41〜45からタイヤ種類毎に少なくとも1つのレーン41〜45を割り当てて、タイヤ1からタイヤ種類を読取る読取センサ30と、読み取ったタイヤ種類に基づいて該タイヤ種類に割り当てているレーン41〜45にタイヤ1を搬入する搬入アーム41a〜41bと、レーン41〜45からタイヤ1を搬出する搬出ストッパ41b〜45bとを備えている。
(もっと読む)
長尺ゴム製品連続加硫法
【課題】本発明は、ゴム被覆電線、ゴムホ−ス、ゴムホ−ス製造用のマンドレル等の長尺ゴム製品の連続加硫法に係るものであり、押出機から直接加硫缶内に押し出し、盆巻き作業なしで直接加硫する方法にかかるものである。このため、盆巻き作業に伴う欠点を解消し、大きな加硫缶も必要がなく、長尺加硫ゴムが得られることとなった。
【解決手段】未加硫ゴム押出手段と、未加硫ゴムの加硫手段と、加硫ゴムの巻取手段と、からなり、加硫手段はほぼ水平方向に配置され、未加硫ゴムの中央に抗張体を挿入し、当該抗張体に張力を掛けた状態で加硫し、その後、加硫ゴムを巻取る製品連続加硫法。1‥ゴム押出機、1a‥スクリュ−、1b‥ダイス、2‥加硫パイプ、4‥巻取装置、4a‥巻取機、4b‥巻取ドラム、20‥芯ワイヤ−、21‥未加硫ゴム、22‥被覆ゴム。
(もっと読む)
電子線照射装置
【課題】長尺被処理物をキャプスタンプーリ群に巻き掛けて走行させつつ該長尺被処理物に電子線を照射する電子線照射装置であって、被処理物が断絶した場合に、該部分がキャプスタンプーリ群から外れたり、その外れに伴って電子線照射装置本体を損傷したりすることを抑制できる電子線照射装置を提供する。
【解決手段】キャプスタンプーリ31、32に巻き掛けられて走行する長尺被処理物Wが断絶すると該断絶を検出する検出装置S1、S2と、該プーリ群へ進入しようとする、また、該プーリ群から出てくる被処理物部分を掴持するための上流側掴持装置5a及び下流側掴持装置5bと、検出装置S1及び(又は)S2による被処理物Wの断絶検出に基づいて、掴持装置5a、5bがプーリ31、32へ進入しようとする、さらには該プーリ群から出てくる被処理物部分を掴持するように、掴持装置5a、5bを制御する制御部7とを備えている電子線照射装置10。
(もっと読む)
ポストキュアインフレーション装置、及び、それを用いたユニフォミティ修正方法
【課題】タイヤの外観を損なうことなく、タイヤ1本毎に応じてユニフォミティの修正を行うことが可能なポストキュアインフレーション装置、及び、これを用いたユニフォミティ修正方法を提供することを課題とする。
【解決手段】ポストキュアインフレーション装置10は、空気入りタイヤ10をタイヤ中心軸回りに回転させる回転部22と、回転部22に取付けられた空気入りタイヤ10のRROを計測するRRO計測部24と、空気入りタイヤ10のトレッド部18を押圧する押圧部26と、RRO計測部24からの計測データに基づいて押圧部26の押圧力を制御する制御部30と、を有する。加硫直後の空気入りタイヤ10を回転部22に取付け、タイヤ中心軸回りに回転させ、RRO計測部24でRROを計測する。制御部30は、RRO計測部24からの計測データに基づいて、ユニフォミティの修正が必要な部位が押圧部26に到達したときに、タイヤ回転速度を遅くし、押圧部26の押圧力を上げる。
(もっと読む)
単一加熱サイクルで2つ以上の異なる成形性材料から成形品を作るための方法
単一の加熱または成形サイクルで異なる成形温度を有する2つ以上の異なる成形性材料から成形品を作るための方法。成形性材料のうち1つ(20、120)が基準材料として選択され、残りの成形性材料(22、122)は、成形性材料の全てが実質的に同時にそれぞれの成形温度に達するように改変される。残りの成形性材料(22、122)の各々は、成形性材料の力率を調整するようにこれと適切な量の添加剤を混合することによって改変されることが望ましい。その後成形性材料全てが流動成形装置(10、110)に入れられ、成形品を成形するために成形性材料を横切る交番誘電電界が与えられる。  (もっと読む)
(もっと読む)
1 - 18 / 18
[ Back to top ]