
Fターム[4F204AB24]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 添加剤、配合剤 (1,647) | 形状 (234)
Fターム[4F204AB24]の下位に属するFターム
短繊維、ウイスカー (150)
発泡状、多孔状、中空状粒子 (26)
鱗片状物 (9)
Fターム[4F204AB24]に分類される特許
41 - 49 / 49
鍵盤楽器のダンパーヘッドの製造方法
【課題】 比重を安定化しつつ、外観を簡単且つ良好に均一にすることができる鍵盤楽器のダンパーヘッドの製造方法を提供すること。
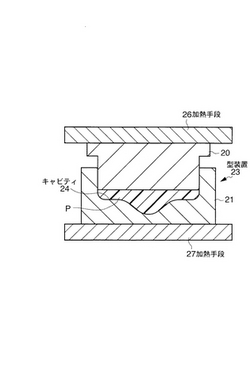
【解決手段】 先ず、木粉、熱可塑性樹脂及び相溶化剤を押出機に投入し、それらを押出機のスクリューを介して溶融しながら混練する。次いで、混練により形成された混練物を、粉砕機に投入して粒径3mm以下の粉状体に粉砕する。次いで、粉状体を型装置23のキャビティ24内に投入した後、各加熱手段26,27によりキャビティ24中の粉状体に上下両側から加熱を行い、粉状体中の熱可塑性樹脂を溶融しながら、粉状体にプレス圧を付与する。粉状体が硬化した後、脱型することにより成形体Pが成形され、これを所定間隔毎に切断することによりダンパーヘッド11が形成される。
(もっと読む)
高分子微粒子を原材料とするマイクロ部品及びその作製方法

【課題】
本発明は、高分子微粒子を用いた新たなマクロ部品の作製方法を検討し、それにより、種々の表面特性や官能基を有すると共に、ミクロパターンの精度が高く、容易に作製できるマイクロ部品の提供を目的とする。
【解決手段】
本発明に係るマイクロ部品は、高分子微粒子を含む成形膜からなり、この成形膜の表面には、凹部、凸部、孔のいずれかを単独又は組み合わせて複数形成してあり、凹部の深さ、凸部の突出高さが0.1μm〜200μmの範囲であり、凹部の開口幅、凸部突出幅、孔の接円半径が0.1μm〜200μmの範囲であることを特徴とする。
(もっと読む)
熱可塑性樹脂溶融物の成形方法
【課題】 同時に、多数個の成形体を製造する際、得られる成形品の変質や強度不足がなく、かつ、容易で安価にプレス成形できる熱可塑性樹脂溶融物の成形方法を提供する。
【解決手段】 溶融装置から供給された熱可塑性樹脂溶融物を脱気して所定の断面形状の連続体に賦形し、該連続体形状の熱可塑性樹脂溶融物を、複数の切断刃が同間隔に設けられかつ長さ測定装置を備えた切断装置に連続して供給し、該切断装置に供給された連続体の長さが所定長さになったら、複数の切断刃を同時に作動させて、該連続体を、同時に複数の同形状の個片に切断し、各熱可塑性樹脂溶融物の連続体または個片が、溶融機からプレス装置まで、ずっと溶融状態とされている。
(もっと読む)
フェノール樹脂成型体、成型用材料およびその製法
【課題】低収縮性を有するとともに、高強度で高性能の難燃性であるフェノール樹脂成型体の提供。
【解決手段】フリーフェノール含有量が8重量%以下であるフェノール樹脂を使用することにより硬化成型工程での細孔量を低減でき、また揮発成分またはフリーの水をトラップする特定粒度分布の無機充填材を併用することにより微細孔の生成を抑えることができ、それにより100〜10000オングストロームの近似直径範囲の細孔容積が0.20ml/g以下であるフェノール樹脂成型体とする。
(もっと読む)
FRPプレス成形用模様付けシート
【課題】断熱性に優れた模様付きFRP成形品を簡便に製造することができるFRPプレス成形用模様付けシートを提供する。
【解決手段】模様付けした樹脂含浸不織布1の表面に、フィルム2が積層されたFRPプレス成形用模様付けシートAにおいて、模様付けした樹脂含浸不織布1に中空ビーズBが含有されていることとする。この中空ビーズの含有率は、その樹脂に対して20〜30質量%の範囲であり、好適にはガラスビ−ズである。
(もっと読む)
樹脂成形体
【課題】 煮沸性能の向上を図ることができる人造大理石等の樹脂成形体を提供すること。
【解決手段】 鱗片状の加飾材15が配合された樹脂材料を用いて樹脂成形体10が成形されている。前記加飾材15は、厚み0.1〜1.0mm、最大径3〜20mmに設定されている。加飾材15は、多数の空隙を備え、この空隙における開口の最大径は、1μmより大きく且つ100μm未満に設定されている。加飾材15は、中空材や低収縮材を含む樹脂材料を厚み0.1〜1.0mmの薄板に成形した後、当該薄板を粉砕することにより形成される。
(もっと読む)
繊維補強樹脂成形品の連続成形方法及び装置
【課題】 表面層に柄材を良好に分散させた形態で含み、基材層が繊維材で強化されている樹脂成形品を生産性良く製造する連続成形技術を提供する。
【解決手段】 走行中の下部キャリアフィルム11の上に液状の熱硬化性樹脂17と補強用繊維材21とを供給し且つ補強用繊維材に熱硬化性樹脂を含浸させて樹脂含浸繊維層16を形成し、これと並行して走行中の上部キャリアフィルム25の上に柄材を混合した液状の熱硬化性樹脂29を供給して柄材含有樹脂層28を形成し、その柄材含有樹脂層28を半硬化させ、その後、下部キャリアフィルムの樹脂含浸繊維層16の上に、半硬化した柄材含有樹脂層28を重ね合わせて積層し、その積層体36を硬化させて一体化し、樹脂成形品1を製造する。
(もっと読む)
部分強化樹脂モールド部品およびその製造方法
【課題】 部分強化樹脂モールド部品の全体強度、あるいは部分強化樹脂モールド部品の全体強度および耐熱性を確実に高めることができる部分強化樹脂モールド部品およびその製造方法を提供すること。
【解決手段】 部分強化樹脂モールド部品は、被モールド部品を熱硬化性樹脂と一体に成形してなる樹脂モールド部品であって、前記熱硬化性樹脂と被モールド部品との界面附近の樹脂の強度、あるいは強度および耐熱性を高めた。部分強化樹脂モールド部品の製造方法は、予め被モールド部品であるステータ骨格体の表面にフラーレンを塗布しておき、熱硬化性樹脂と一体に成形した。
(もっと読む)
暗渠排水用溝、桝及び管の製造方法
【課題】 廃棄物としてFRP廃材を用いた集水性に優れた暗渠排水に供する溝、桝、及び管を製造する方法を提供する。
【解決手段】 FRP廃材を平均直径1〜40mmの大きさに破砕する工程1、前記工程1で得られる破砕物に液状の熱硬化性樹脂を加えて混合する工程2、前記混合物を金型内に充填する工程3及び金型内で加圧下に前記混合物を硬化させ成形する工程4からなり、前記工程1から工程4までを順次実施することを特徴とする、暗渠排水用溝、桝及び管の製造方法に関する。
(もっと読む)
41 - 49 / 49
[ Back to top ]