
Fターム[4F204AB24]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 添加剤、配合剤 (1,647) | 形状 (234)
Fターム[4F204AB24]の下位に属するFターム
短繊維、ウイスカー (150)
発泡状、多孔状、中空状粒子 (26)
鱗片状物 (9)
Fターム[4F204AB24]に分類される特許
21 - 40 / 49
繊維強化プラスチック
【課題】繊維強化プラスチックの生産性及び軽量化の利点を損なうことなく、平滑な表面となる繊維強化プラスチックを提供する。
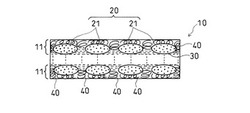
【解決手段】積層した強化繊維束21からなる強化繊維織物20に、樹脂30を含浸した繊維強化プラスチック10であって、前記繊維強化プラスチック10の表層部11は、バネ性を有する形状に屈曲した強化繊維40に樹脂30が含浸されてなる。
(もっと読む)
建築用板及びその製造方法

【課題】耐水性、耐湿性に優れ、かつ表面性、施工性、耐傷性、耐衝撃性も問題がなく、生産性のよい建築用板が得られるようにする。
【解決手段】軽量骨材、無機質粉状体、繊維径が50dtex以下でかつ繊維長が20mm以下の有機繊維、及び熱硬化性樹脂を含む組成材料に水を加えて含水率3〜15%に調製された混合物をフォーミングして形成したマット10が熱圧プレスにより成形されてなる板本体1と、この板本体1の片面に設けられ、マット10の熱圧プレスによる成形によって板本体1と一体化されるシート状物3とを備えた建築用板A1とする。
(もっと読む)
人造大理石
【課題】本発明は、機械的強度に優れ、尚且つ従来の人工大理石にはない質感を有する人造大理石を提供することを目的とする。
【解決手段】バサルト繊維を含む繊維補強材と、熱硬化性樹脂と、添加剤とを含有する材料100質量部に対し、厚さ100μm以下、平均径0.1〜10mmの着色高分子フィルム細片5質量部以下を添加した成形材料を加熱加圧成形して得られる人造大理石である。繊維補強材は、10質量%〜100質量%のバサルト繊維を含むことが好ましい。この人造大理石は、キッチン天板に好適に用いることができる。
(もっと読む)
軽量型枠成形部品及びその製造方法
本発明は軽量型枠成形部品及びその製造方法に関する。軽量型枠成形部品は軽量複合材料(10,15)、即ちマトリックス材料(15)及び少なくとも1つの充填材(10)からなるコア領域(1)と、ファイバー材料(5)の少なくとも1つの層及びマトリックス材料(15)からなる少なくとも1つの表面のカバー層領域又は表面近傍のカバー層領域(2a,2b)とを備える。カバー層領域(2a,2b)のファイバー材料(5)の単層(又は複層)はコア領域(1)のマトリックス材料(15)と一体的に形成される。 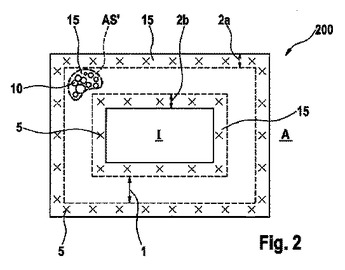 (もっと読む)
(もっと読む)
スパークリングワイン用のコンポジットコルク材料の栓およびその製造方法
本発明は、密接に結合し、粒度分布が異なる2つの範囲の粒体から生成される2種類のコルク凝集体からなり、2種の凝集体の間の接合表面がこれらの相互貫入によって不規則である、スパークリングワイン用のコンポジット材料から形成される栓に関する。本発明はまた、個別の成形(ピースバイピース)により2種の粒体およびそれぞれの添加剤の同時供給を行ない、型を押付けにより閉じ、次いで重合のための時間加熱する、これらの栓の製造方法に関する。用いる粒体は、通常、例えばTDIを基にする擬似プレポリマーまたはMDIベースを基にする擬似プレポリマーからなる反応性凝集剤で処理する。脱型後、未仕上栓を安定化させ、そして後に最終寸法に機械加工する。  (もっと読む)
(もっと読む)
木炭ボード及びその製造方法
【課題】 グルコマンナンをバインダーとして製造される木炭ボードの曲げ強度を高めること。
【解決手段】 本発明に係る木炭ボードの製造方法は、粉状若しくは粒状の木炭又はこれらを混合した木炭11と、木炭11よりも少量のグルコマンナン12と、グルコマンナン12よりも更に少量のカルシウム化合物14を混合したものに水13を加えて練り合わせる練り合わせ工程S1、練り合わせ工程S2により得られた木炭成形材料16を金型に流し込んで加圧成形する加圧成形工程S2、及び加圧成形工程S2により得られた木炭ボード半加工品17を乾燥し固化する乾燥・固化工程S3含む。グルコマンナン12はコンニャク精粉であって、その量は木炭11の10.0〜15.0重量%程度である。また、カルシウム化合物14は炭酸カルシウムであって、その量はグルコマンナン12の4.0〜6.0重量%程度である。
(もっと読む)
成形体の製造方法、成形体、防音防振床
【課題】簡易な工程で、使用済自動車廃材から低コストかつ商品価値の高い成形体を製造可能な製造方法及びその成形品を提供する。
【解決手段】シュレッダーダストから、発泡樹脂類及び繊維類を主成分とする廃材を分別回収する分別回収工程S10と、分別回収した廃材に接着剤を所定量混合して混合物を生成する接着剤混合工程S20と、混合物を袋体に所定量充填して、袋体に充填された混合物を金型に設置する金型設置工程S30と、金型に充填された混合物を加熱及び加圧して成形する成形工程とからなることを特徴とする防音防振材の製造方法。
(もっと読む)
合成樹脂成形体及び該合成樹脂成形体の製造方法
【課題】強化繊維を偏り無く分布させて、所望の強度を容易に得られると共に、生産効率の良好な合成樹脂成形体及び該合成樹脂成形体の製造方法を提供する。
【解決手段】ウレタン樹脂材料によって成形された合成樹脂成型体としての合成枕木本体1の母材2内には、予めこの母材2を構成するウレタン樹脂材料と、略同一材質であるウレタン樹脂材料からなる保持材3によって、板状に纏められて保持された複数の強化繊維としてのガラス繊維5…を、長手方向に延在させてなる繊維束板4,4…が、設けられている。
これらの複数の繊維束板4…は、母材2内に、一定間隔を置いて並設されていて、この繊維束板4,4の列の間に、母材2を構成する合成樹脂材料が、介挿された状態で、母材2と、繊維束板4,4とが、一体に固着されている。
(もっと読む)
化粧シートの製造方法及び化粧シート
【課題】本発明は、深みのある優れた美観性を有する化粧シートを簡便に製造する化粧シートの製造方法を提供する。
【解決手段】本発明の化粧シートの製造方法は、凹凸模様を有する型枠に、合成樹脂を結合材とし、形成塗膜の隠蔽率が10%未満であるクリヤー塗料を、使用量50g/m2〜500g/m2で流し込む第一の工程、該クリヤー塗料が硬化する前に、合成樹脂、着色顔料を含み、該着色顔料の顔料容積濃度が0.01%〜40%であるベース塗料を、使用量500g/m2以上で流し込む第二の工程、クリヤー塗料及びベース塗料が硬化した後、脱型する第三の工程、を含むことを特徴とする。
(もっと読む)
化粧シートの製造方法及び化粧シート
【課題】本発明は、深みのある優れた美観性を有する化粧シートを簡便に製造する化粧シートの製造方法を提供する。
【解決手段】本発明の化粧シートの製造方法は、凹凸模様を有する型枠に、
合成樹脂、着色顔料を含み、粘度が5.0Pa・s以下、形成塗膜の隠蔽率が10%以上90%以下であるカラークリヤー塗料を流し込む第一の工程、
合成樹脂、着色顔料及び/または骨材を含むベース塗料を流しこむ第二の工程、
カラークリヤー塗料及びベース塗料が硬化した後、脱型する第三の工程、
を含むことを特徴とする。
(もっと読む)
粒状物成形品
【課題】軽量高硬度でかつ吸音性能に優れ、車両用内装材として好適な粒状物成形品の提供を目的とする。
【解決手段】粒状物をバインダーと共に加熱加圧して前記バインダーで結合することにより所要形状に賦形した粒状物成形品10において、前記粒状物を密度の異なる複数種類の粒状物で構成した。前記粒状物は粉砕物が好ましく、かつ、ポリウレタン発泡体の粉砕物からなる粒状物と発泡スチロールの粉砕物からなる粒状物とからなるのが好ましい。さらに、前記粒状物成形品は、フロアマット等の車両用内装材として用いられるものが好ましい。
(もっと読む)
光学素子及びその製造方法
【課題】確実かつ効率良く光路差付与構造を有する光学面が創生可能となる光学素子の製造方法及び当該製造方法により成形された光学素子を提供する。
【解決手段】プラスチック樹脂中に微粒子を分散させたナノコンポジット素材を光学素子に成形する光学素子の製造方法であって、前記ナノコンポジット素材から、押圧部位に予め所定の曲率を有する予備形状片を成形し、当該予備形状片の前記押圧部位を加熱押圧成形して光路差付与構造を有する光学面を創生する。
(もっと読む)
シート状成形品の製造方法
【課題】 圧延による亀裂の成長を抑えることができるとともに、偏肉を抑制することができ、品質の良いシート状成形品を生産性良く得ることができるシート状成形品の製造方法を提供する。
【解決手段】 金属粉体がゴム状弾性材料又は熱可塑性材料に配合された原料組成物の混練物を予備圧延し、その予備圧延シート25をサイドロール11とトップロール12とで一次圧延することにより一次圧延シート14が得られる。一次圧延シート14の両側縁部に形成された亀裂をトリミングし、その二次圧延前シート22をトップロール12とセンターロール15との間を通し、二次圧延して二次圧延シート16が得られる。二次圧延シート16の両側縁部に形成された亀裂をトリミングしてなる三次圧延前シート23をセンターロール15とボトムロールとの間を通して三次圧延を行うことによりシート状成形品となる三次圧延シート18が得られる。
(もっと読む)
浴室ユニット用壁パネル及び防水パン
【課題】 本発明は、強度を維持し、脚架台を取り付けるボス強度を有した浴室ユニット用防水パンを提供することを目的とする。また、本発明は、強度を維持し、脚架台を取り付けるボス強度を有した浴室ユニット用防水パンを提供することを目的とする。
【解決手段】 本発明は、繊維基材に熱膨張性マイクロカプセルを含有した熱硬化性樹脂を含浸させ、加熱加圧することで成形され、表裏面共に端部から離間させた部位を平面形状となす浴室ユニット用壁パネルである。また、本発明は、繊維基材に熱膨張性マイクロカプセルを含有した熱硬化性樹脂を含浸させ、加熱加圧することで成形される防水パンであって、裏面にリブを有し、このリブ部分の密度を他の部分の密度よりも高密度とした浴室ユニット用防水パンである。
(もっと読む)
木質繊維板の製造方法
【課題】凹凸により表現される木目模様を有する木質繊維板を容易かつ安価に製造する方法を提供する。
【解決手段】凹凸により表現される木目模様を有する木質繊維板の製造方法であって、木質小片と結着剤とを含む原料混合物に対して、表面に凹凸を有するロールを押圧しながら回転させることにより、原料混合物を板状に成形しながら凹凸を賦型することを特徴とする製造方法に係る。
(もっと読む)
多色チップを活用した人造大理石及びその製造方法
【課題】本発明は人造大理石に適用されるチップのうち多色チップ、特に縞チップを用いた人造大理石及びその製造方法を提供する。
【解決手段】本発明は既存の単色チップ以外に新たな形態の多色チップを人造大理石に適用することによって、既存の単調な外観から脱皮して人造大理石の模様及び色などの外観形態を多様化することができ、また既存の単色チップ組み合わせよりなる人造大理石との差別性は勿論、さらに天然花崗石に近いパターン及び模様を演出することができる。 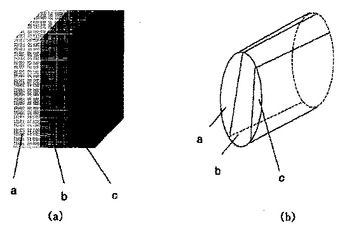 (もっと読む)
(もっと読む)
木材/プラスチック複合ボードおよびその製造方法
【課題】 製造時間を短縮できるとともに、品質を安定させることができる複合ボードおよびその製造方法を提供する。
【解決手段】 複合ボード10は、(a)木質材料12とプラスチック材料14とを乾式混合することによって混合材料16を生成する工程と、(b)混合材料16をドライフォーミングすることによってフォーミングマット18aを成形する工程と、(c)フォーミングマット18aを熱圧プレスすることによって単層ボード18bを成形する工程と、(d)単層ボード18bの表面に積層材20bを積層する工程と、(e)単層ボード18bが冷える前に単層ボード18bおよび積層材20bを熱圧プレスによって一体化する工程とを経て製造される。したがって、肉厚が厚い場合でも(e)工程における熱圧プレスに要する時間を短くすることができ、全体の製造時間を短縮できるとともに、複合ボードの表面に「焼け」や「焦げ」が発生するのを防止できる。
(もっと読む)
樹脂成形品の製造方法
【課題】 樹脂成形品でありながら、その色合いを金属色にすることができる樹脂成形品の製造方法を提供すること。
【解決手段】 透明又は半透明な流動状態の合成樹脂と金属粉とを混合して成る混合物を、その混合された金属粉と同種の金属粉が予め雌型に敷設されている型に注入する。すると、雌型に予め敷設されている金属粉は注入された混合物に付着して、注入した混合物はその状態で固化する。よって、その混合物が固化して成形される樹脂成形品の表面に金属粉を付着させることができる。従って、この樹脂成形品の色合いを金属粉の有する金属色にすることができる。
(もっと読む)
合成板
【課題】 環境や人体への負担を軽減するとともに、十分な柔軟性と強度を持ち合わせた合成板を提供すること。
【解決手段】 リグノセルロース系材料に接着剤としてポリブチレンサクシネート系樹脂を混合して作製されたプリフォーム(2a)を加熱加圧する。
(もっと読む)
成形品の製造方法
【課題】窯業系無機質建材の廃材やプラスチック製品の廃材を大量に再利用することが可能になり、しかも曲げ強度と併せて衝撃強度に優れた成形品の製造方法を提供する。
【解決手段】 無機粉粒体と、熱可塑性樹脂と、エラストマーとを配合して成形材料を調製する。そしてこの成形材料を加熱溶融して成形することによって、成形品を製造する。無機粉粒体として窯業系無機質建材の廃材を、熱可塑性樹脂としてプラスチック製品の廃材を用いることによって、これらの廃材を大量使用することが可能になる。またエラストマーの配合によって耐衝撃性を高めることができ、曲げ強度と併せて衝撃強度に優れた成形品を得ることができる。
(もっと読む)
21 - 40 / 49
[ Back to top ]