
Fターム[4F205AA11]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 樹脂材料等(主成形材料) (3,919) | ポリオレフィン (339) | ポリプロピレン系 (71)
Fターム[4F205AA11]に分類される特許
61 - 71 / 71
エアバッグドア部を有する車両用内装部材、その製造方法、および製造装置
深さ等の測定が容易であるとともに、表面側からは認識することができない破断予定線を形成したインビジブルタイプのエアバッグドア部を有する車両用内装部材、その製造方法、および製造装置を提供する。表皮を備えたエアバッグドア部を有する車両用内装部材、その製造方法において、当該表皮の裏面であって、車両エアバッグを配置する相当部分に、深さが表皮の表面まで至らず、表皮を裏面が凸状になるように湾曲させた場合に、実質的にV溝状になる破断予定線を形成するとともに、破断予定線の切り口を開いた状態で、当該破断予定線の深さまたは残部の厚さを測定する。また、そのようなエアバッグドア部を有する車両用内装部材の製造装置において、表皮を実質的に平らに載置するための支持台と、表皮に破断予定線を形成するための加工刃と、破断予定線の深さまたは残部の厚さを測定するための測定手段とを備える。 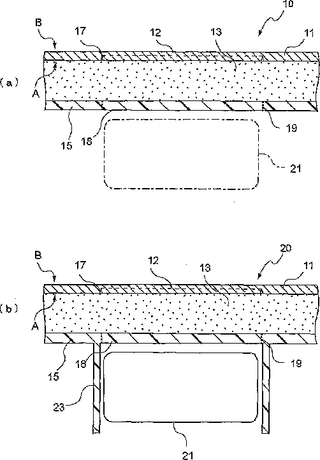 (もっと読む)
(もっと読む)
細長金属要素を備えるインパクトビーム
インパクトビーム(101、102、103)は、ポリマーマトリックス、好ましくはGMT、と、ワイヤ、コード、又は金属板のような少なくとも1つの細長金属要素を含む金属補強構造体(106)とを備えている。この細長金属要素は、3%よりも大きい破断時の塑性伸びを有している。 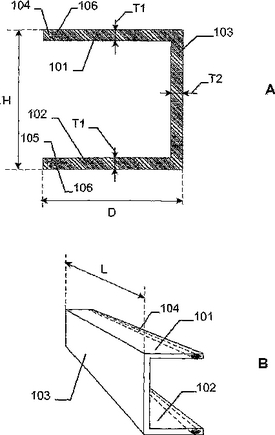 (もっと読む)
(もっと読む)
多層回転成形
本発明は回転成形で製造した多層品を開示し、これは、a)ポリオレフィン(PO)またはこれの混合物を40から100重量%および官能化ポリオレフィン(FPO)またはポリオレフィン以外の物(NPO)にグラフト化したブロック共重合体形態のPO(PO−g−NPO)を60から0重量%含んで成る組成物から作られたポリオレフィン(PO)が基になった層である層A、b)層AのPOとは異なるPOまたはNPOまたはこれらの混合物、場合によりFPOまたは(PO−g−NPO)を含んで成る層B、c)場合により、層Aの重合体とは異なりかつ層Bの重合体と同様または異なる重合体から作られていて層Aおよび/または層Bに隣接して位置しそしてこれが存在する時には層Aおよび/または層Bに対して良好な接着性を示しかつ層Aと層Bの混合物ではないことを特徴とする層Cを含んで成る。本発明は、また、そのような製品を製造する方法も開示する。 (もっと読む)
衝撃吸収部材の製造方法

【課題】 構造部材に使用される衝撃吸収部材であって、従来よりもさらに大きなエネルギー吸収量を実現する衝撃吸収部材の製造方法を提供する。
【解決手段】 中空の構造部材200と、その表面の全部又は一部を覆う、繊維強化部材100とからなる衝撃吸収部材300の製造方法であって、硬化後に繊維強化部材100となるプレプリグ150を形成するプレプリグ形成工程と、繊維強化部材100が、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性を有し、異なる前記特性が前記構造部材の表面上に交互に形成されるようにプレプリグ150を構造部材200上に配置するプレプリグ配置工程と、プレプリグ150を硬化させて繊維強化部材100を形成するプレプリグ硬化工程とを含む。
(もっと読む)
スラッシュ成形用熱可塑性エラストマー組成物、粉末物およびこれを用いた表皮体
【課題】 溶融性があってシート成形性に優れるスラッシュ成形用熱可塑性エラストマー組成物、粉末物、および透明性が高く、物性値が高く、折り曲げ白化することなく、柔軟性に優れる表皮体を提供する。
【解決手段】 (1)ポリプロピレン樹脂100重量部に対し、(2)ビニル芳香族炭化水素化合物単量体単位を主体とする少なくとも1個の重合体ブロックAと水素添加されたブタジエン単量体単位を主体とする少なくとも1個の重合体ブロックBから構成され、重合体ブロックBの水素添加率が90%以上であり、かつビニル芳香族炭化水素化合物の水素添加ブロック共重合体中に占める割合が5重量%を超え25重量%未満であり、そして水素添加前の重合体ブロックBの1,2結合量の平均が62モル%以上である水素添加ブロック共重合体20〜500重量部を少なくとも配合したスラッシュ成形用熱可塑性エラストマー組成物にある。
(もっと読む)
長繊維強化樹脂成形材料の製造方法およびその製造装置

【課題】ペレット状の長繊維強化樹脂成形材料の毛羽の発生を抑制する。
【解決手段】回巻体から引き出された複数本の強化繊維ストランド4を束ねて樹脂含浸ダイ2中を連続的に通過させながら、該樹脂含浸ダイに設けた開繊具6により開繊させて熱可塑性樹脂を含浸させた後、所定の線径に引き出してペレット状の長繊維強化樹脂成形材料を製造する方法において、多数の孔10を有する多孔板1を回巻体と該樹脂含浸ダイ2との間に設置し、前記強化繊維ストランド4を該多孔板の孔に1本づつ挿通して分離しながら取り出したあと束ねて樹脂含浸ダイ2に導入する。
(もっと読む)
長繊維強化熱可塑性樹脂構造体製造用分割可能な賦形ダイ及びそのダイを使用する長繊維強化熱可塑性樹脂構造体の製造方法
【課題】 本発明は長繊維強化熱可塑性樹脂の製造装置及び製造方法に関して、製造される長繊維強化熱可塑性樹脂ペレットの繊維の種類又は繊維含量を効率良く変更する。
【解決手段】本発明は、開繊された繊維ロービングに溶融した熱可塑性樹脂を含浸し、賦形ダイにより溶融された過剰の樹脂を絞り所望の形状に賦形し、更に冷却後カッティングにより所望の長さの長繊維強化熱可塑性樹脂構造体を製造する方法において、低部が略半円形又は半割り多角形である凹部を有するプレート(A)と、頭頂部が略半円形又は半割り多角形である凸部を有するプレート(B)を組み合わせることで、プレート(A)の底部の略半円形又は半割り多角形とプレート(B)の頭頂部の略半円形又は半割り多角形とにより、略円形又は多角形の貫通穴が形成されることを特徴とした長繊維強化熱可塑性樹脂構造体製造用分割可能な賦形ダイを提供する。
(もっと読む)
ポリエーテル−ブロックコポリアミドを含む熱可塑性組成の添加剤としての使用
【課題】ポリエーテル-ブロックコポリアミドを含む組成物の加工助剤として使用。
【解決手段】ポリオレフィンと、加工助剤と、任意成分の紫外線安定剤とを含む組成物の回転成形またはスラッシュ成形での使用。
(もっと読む)
ポリエチレングリコールを含む熱可塑性組成物の添加剤としての使用
【課題】ポリエチレングリコールを含む熱可塑性組成物の添加剤としての使用
【解決手段】ポリオレフィン、加工助剤および任意成分の紫外線安定剤を含む組成物の回転成形またはスラッシュ成形での使用。
(もっと読む)
フィルタハウジングおよびフィルタハウジングの製作方法
本発明は、フィルタハウジングに関し、特に内燃機関の吸入空気フィルタ用のフィルタハウジングに関し、フィルタハウジング(16)は少なくとも一つの上側ハウジング部材(12)と少なくとも一つの下側ハウジング部材(11)を有する。上側ハウジング部材(12)は下側ハウジング部材(11)と気密に連結される。ハウジング部材(11、12)は遠心鋳造法により製作され、ハウジング部材(11、12)は幾何学的に規定された外側面(A)および幾何学的に規定されない下側面(I)を有する。ハウジング部材(11、12)のうちの一つのハウジング部材の外側面(A)はハウジング部材(11、12)の他のハウジング部材の外側あるいは内側面と連結される。かくて、コスト的に有利な製作方法とともに互いにぴったりと合うハウジング(11、12)を得ることができる。 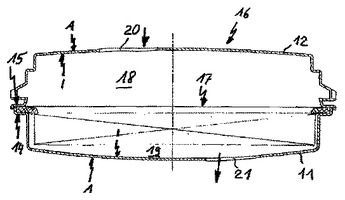 (もっと読む)
(もっと読む)
粉体成形用ポリオレフィン重合体組成物
【課題】 粉体流動性が良好で、かつ、フォキングを起こしにくい粉体成形用ポリオレフィン重合体組成物を提供すること。
【解決手段】 (A)ポリプロピレン系重合体20〜80重量%と(B)オレフィン系重合体又は/及び芳香族ビニル炭化水素−共役ジエン共重合体80〜20重量%とからなる混合物の粉体100重量部、及び(C)ガラス転移温度が60℃以上で一次平均粒径が0.01〜70μmのアクリレート系重合体0.5〜30重量部を含有してなる粉体成形用ポリオレフィン重合体組成物。
(もっと読む)
61 - 71 / 71
[ Back to top ]