
Fターム[4F206AD05]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 材料 (2,442) | プラスチック、ゴム (1,284)
Fターム[4F206AD05]に分類される特許
341 - 360 / 1,284
複合またはハイブリッド構造体の製造方法
【課題】従来よりも労力・コストを低減可能な、少なくとも1つの熱可塑性プラスチック成分を含有する複合またはハイブリッド構造体を製造する方法を提供すること。
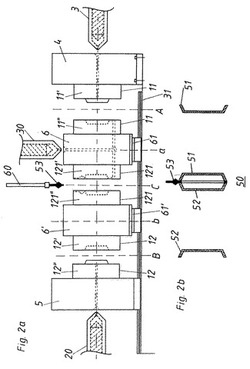
【解決手段】この方法では、少なくとも1つの方向転換板を有する射出成形機(1)を使用する。一実施形態では、2つの方向転換板(6、6’)と、3つの注入ステーションとを有する射出成形機(1)が用いられる。第1および第2注入ステーションを通じて、2つの成形部品(51、52)が射出成形される。これらの成形部品(51、52)は、各方向転換板(6、6’)を回転した後に互いに向き合い、第3注入ステーションを通じて、互いに結合される。その結果、複合またはハイブリッド構造体50が得られる。
(もっと読む)
合成樹脂製厚肉成形品

【課題】 本発明は、PCTG樹脂とPCTA樹脂による三重壁以上の多重壁を有する透明な厚肉射出成形品において、成形品内部での白化や、金型面における樹脂の流動挙動に起因するフローマークの発生のない、成形品全体として表面性状および透明性を高品位に現出可能な多重壁に係る構成を創出することを技術的課題とするものである。
【解決手段】 複数回の射出成形により、内側層と少なくとも一つの中間層と外側層からなる多重壁構造を有し、有底筒状で、底部底面の中央部に対向して配設されるピンゲートから溶融樹脂を射出して成形される厚肉射出成形品において、第1次の射出成形により成形される内側層はPCTA樹脂製、第2次以降の射出成形により成形される中間層と外側層はPCTG樹脂製若しくはPCTG樹脂とPCTA樹脂のブレンド樹脂製とする。
(もっと読む)
成形周辺封止部を備える封入型ウインドウアセンブリを形成するためのプロセス
【課題】成形周辺封止部を備える封入型ウインドウアセンブリを形成するためのプロセスを改善する。
【解決手段】透明シート(40)の周辺領域を包囲するガスケット部材(54)及びそのガスケット部材(54)に固定される周辺封止部アセンブリ(42)(弾性封止部及び封止部支持部材)を備える封入型ガラスアセンブリ(60)を形成するための方法である。透明シートの周辺領域並びに予備成形される周辺封止部アセンブリ(42)が型空洞部内に配置される。型空洞部内上側にはテーパ部分(18)が設けられ、その端部に隣接して封止用突出部(20)が設けられている。透明シートを入れた状態で型を閉塞すると、テーパ部分は透明シートの周辺端近傍にのみ接触し、封止用突出部の主要部(22)が弾性封止部(44)と圧縮係合し、リップ部(24)が封止部支持部材(46)と封止係合する。その後、充填、固化、取り出しを行う。
(もっと読む)
射出成形方法および射出成形金型装置
【課題】樹脂成形部品にフィルムを貼り合わせるとき、樹脂射出成形と同じ工程で、フィルムの破れがなく貼り合わせることを可能にする。
【解決手段】キャビティプレート203に設けたキャビティ入れ子202を、キャビティプレート203とコアプレート209とのパーティング面よりもコアプレート方向に突出させてフィルム201に接触させた後、フィルム201を伸ばして予備成形させると共に、キャビティ入れ子202をヒータ207で加熱して、フィルム201を軟化させて伸ばしやすい状態にし、さらにエア吸引する。この状態でフィルム201をキャビティ入れ子202に密着させながら成形する。これによりフィルム201を破れがない状態で成形部品に貼り合わせることができる射出成形が行える。
(もっと読む)
樹脂成形体
【課題】弾性部材と樹脂とを複合化した樹脂成形体において、従来に比して強度の高い樹脂成形体を提供すること。
【解決手段】弾性部材2と当該弾性部材2の外周に嵌合するカラー部材1が、射出樹脂により鋳ぐるみ成形されたことを特徴とする樹脂成形体10を提供する。この樹脂成形体10によれば、射出成形時の射出圧を高めても、カラー部材1によって弾性部材2の変形が回避できるため、ウェルド部の強度の低下を効果的に抑制でき、高い強度を有する樹脂成形体10が得られる。
(もっと読む)
チューブ状容器の成形金型
【課題】チューブ状容器の容器肩部と首部口端の成形型に単一型のキャビティ型を採用してパーティングラインの転写を防止する。首部口端の外方への延長形成を可能となす。ゲート跡をキャップによる被覆により目立たない容器首部の基部に形成する。
【解決手段】コア型の先端面をチューブ状容器の容器肩部の内側成形面に形成する。先端面の中央に容器首部の内側成形用のコアを有する。肩部成形型とコア型の先端部をコア型周囲の容器胴部と共に嵌合してコア型先端面との間に容器肩部のキャビティを形成する。口端成形型を肩部成形型に正対位置する。口端成形型と肩部成形型との間に分割型による首部成形型を開閉自在に設ける。分割型のパーティング面に樹脂路を形成する。肩部成形型と口端成形型の両方を単一型のキャビティ型により構成する。樹脂路のゲート孔を容器首部の基部成形部位に設ける。
(もっと読む)
成形品の射出成形機用キット
本発明は、成形品の射出成形機用キット(1100)に関し、成形機は第1の金型取付盤および第2の金型取付盤を備え、キットは、
−上記第1の金型取付盤に固定することを意図した第1の支持板(1104)と、
−上記第2の金型取付盤に固定することを意図した第2の支持板(1154)であって、2つの金型取付盤は、開放位置と閉鎖位置とを次々に選択するようにスライドすることによって互いに対して移動できるように設計される、第2の支持板(1154)と、
−第1の支持板(1104)に対して、上記第1の支持板(1104)の平面に垂直な軸(1110)を中心として上記第1の支持板(1104)上で回転して移動できるように取り付けられ、少なくとも2つのキャビティ(1114a、1114d)を支持する第1のタイプの少なくとも1つのバレル(1106)と、
−第2の支持板(1154)に対して、上記第2の支持板(1154)の平面に垂直な軸(1160)を中心として上記第2の支持板(1154)上で回転して移動できるように取り付けられ、少なくとも2つのキャビティ(1164a−c)を支持する第2のタイプの少なくとも1つのバレル(1156)と、
を備える。
(もっと読む)
ポリマーの外側被覆を有するガラス物品およびその形成方法
電子装置の覆いとして使用するためのガラス物品およびその形成方法が本明細書に記載される。ガラス物品は、一般に、第1の表面、第2の表面および周辺縁部を含む、成形ガラス基板を備える。成形ガラス基板は、亀裂を形成せずに表面損傷に耐えるガラス物品の能力を改善する圧縮応力層を成形ガラス基板が有するように、強化ガラスから形成されうる。ポリマーの外側被覆は、前記成形ガラス基板の周辺縁部の接続機構と連結し、それによって、成形ガラス基板の周辺縁部を損傷から保護する。1つの実施の形態では、成形ガラス基板の周辺縁部の少なくとも一部は第1の表面からの接続機構のオフセットを備える。別の実施の形態では、ポリマーの外側被覆は、少なくとも1つのコネクタと一体的に形成される。  (もっと読む)
(もっと読む)
表皮付発泡成形部材、および表皮付発泡成形部材の成形方法
【課題】表皮と芯材との間から発泡体が漏洩することを好適に防止するシール部を備えた表皮付発泡成形部材に関し、シール部の形成に伴って生じる外観品質の低下を防止し、さらに確実なシール性を維持し得る表皮付発泡成形部材、および表皮付発泡成形部材の成形方法を提供する。
【解決手段】表皮付発泡成形部材50は、芯材90に設けられ、表皮60に向かって突出する突起部93と、表皮60に設けられ、発泡体55が充填される側において突起部に向かい合わせて配置される第1のリブ部71と、表皮に第1のリブ部に連なって設けられ、第1のリブ部との間において突起部を挟み込むことによって、第1のリブ部と共に発泡体が漏洩することを防止するシール領域100を形成する第2のリブ部72と、を有している。
(もっと読む)
繊維強化複合材料成形品とその製造方法
【課題】特に繊維強化複合材料と熱可塑性樹脂との接合部分の端面において、接着性に優れる繊維強化複合材料成形品とその製造方法の提供。
【解決手段】強化繊維にマトリックス樹脂が含浸したシート状の繊維強化複合材料11の表面に、熱可塑性樹脂12を射出成形して接合一体化した繊維強化複合材料成形品10であって、前記熱可塑性樹脂12と接合する前記繊維強化複合材料11は、端面11aが当該繊維強化複合材料11の厚さT1方向に対して平行でない、繊維強化複合材料成形品10、および前記繊維強化複合材料11の熱可塑性樹脂12との接合部分のうち、当該繊維強化複合材料11の厚さT1方向に対して平行にならないように、端面11aを形成した後に、前記熱可塑性樹脂12を射出成形する、繊維強化複合材料成形品10の製造方法。
(もっと読む)
インモールド転写用ポリエステルフィルム
【課題】 絞りから中絞り用途の印刷工程において、熱寸法変化が良好で印刷性に優れ、低応力で容易に伸び、成形性良好であり、また低光沢感に優れた成形品を得ることができるポリエステルフィルムを安価に提供する。
【解決手段】 粒子を含有する層Aに隣接する層Bを有するポリエステルフィルムであって、層Bと層Aの融点の差△Tm(層Bの融点−層Aの融点)が5〜15℃の範囲であることを特徴とするインモールド転写用ポリエステルフィルム。
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】高い耐摩耗性や耐擦傷性を有し、成形性が良好でクラック等が入らない表面保護層を有し、かつ高い意匠性を有する加飾成形品の成形に用いる加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供する。
【解決手段】ABS樹脂からなる支持体11上に少なくとも表面保護層14を積層してなるインサート成形用加飾シート10であって、該支持体の曲げ弾性率が1500〜3000MPaであり、該支持体の厚さが100〜500μmであり、該表面保護層が電離放射線硬化性樹脂組成物を架橋硬化したものであり、該電離放射線硬化性樹脂組成物の引張弾性率が100MPa超〜1000MPa未満であり、かつ、表面の静摩擦係数が1.0以下である。
(もっと読む)
繊維強化複合材料成形品とその製造方法
【課題】熱可塑性樹脂を射出成形しても繊維強化複合材料が反りにくい繊維強化複合材料成形品とその製造方法の提供。
【解決手段】強化繊維にマトリックス樹脂が含浸した繊維強化複合材料10の一方の面に、格子状となるように熱可塑性樹脂20を射出成形して接合一体化した、繊維強化複合材料成形品1、およびその製造方法。
(もっと読む)
噛みおもちゃの製造方法およびその方法で製造された噛みおもちゃ
【課題】無端状の操作部材に音を発生させるための無端状のリング状部材などが挿通された噛みおもちゃを、少ない作業工数で容易に製造することができるとともに、外周にバリなどが発生せず、水が侵入することもない噛みおもちゃの製造方法およびその方法で製造された噛みおもちゃを提供する。
【解決手段】噛み部材22と、無端状の操作部材24と、無端状のリング状部材26と、から構成される噛みおもちゃ20の製造方法であって、無端状のリング状部材26を形成し、無端状の操作部材24を成形し、
無端状操作部材24にスリット32を形成し、スリット32が形成された操作部材24にリング状部材26を装着し、その後、この組立体を噛み部材22を成形するための金型内にセットし、この金型内に射出された樹脂により一体的に組付けしたことを特徴としている。
(もっと読む)
医療用キャップ及びその製造方法
【課題】 熱可塑性エラストマー樹脂の栓体と外枠体との密着性を向上させた医療用キャップ及びその製造方法を提供する。
【解決手段】 栓体1と外枠体6とを備えた医療用キャップ30であって、栓体1は略円柱形状を有するエラストマー樹脂製であり、外枠体6は合成樹脂製で円筒部6aを有し、少なくとも栓体1の円柱側面部4が外枠体の円筒部6aの内壁8に合着された医療用キャップとする。外枠体6は更に円筒部6aの内壁8より内側に延びる突条部9a、9bを有し、更に栓体1の上面側縁部3a及び底面側縁部3bが外枠体6の突条部9a、9bに合着された医療用キャップとする。
(もっと読む)
成形同時加飾成形品の製造方法及びその成形品、並びに加飾シート
【課題】ゲート流れの発生を抑えて、成形同時加飾成形品の意匠性の低下を抑えることができる成形同時加飾成形品の製造方法を提供する。
【解決手段】キャビティを有する金型内に加飾シートを配置した状態で、金型のゲートを通じて溶融樹脂を金型内に射出し、樹脂成形品の表面に前記加飾シートを密着させる成形同時加飾成形品の製造方法であって、加飾シートは、基体シートと、当該基体シート上に積層され、活性エネルギー線硬化性樹脂を有する層を含む複数の層とを備え、溶融樹脂の射出前において、前記樹脂を有する層のゲート対向予定領域に、活性エネルギー線を照射して、当該ゲート対向予定領域を予め硬化させる。
(もっと読む)
成形体の製造方法
【課題】明るい色調の外観を有し、かつ、ウェルドラインによる外観不良の発生が抑制された成形体の製造方法を提供する。
【解決手段】50以上の明度(L*)を有する第1の熱可塑性樹脂組成物からなる基材層を一対の金型内に形成されるキャビティ内に配置する工程と、前記基材層と、この基材層に対向する一方の金型のキャビティ面と、の間に形成される空間に光輝材を含有する第2の熱可塑性樹脂組成物を射出充填して、前記基材層の上に厚み0.05〜0.7mmの表層を形成する工程と、を有する。
(もっと読む)
インモールド成形品の製造方法
【解決課題】インモールド成形方法では成形品12を金型内から取り出し後に、ハードコート層3を硬化させるため、成形品12ごとUV、EB照射炉13に投入し所定のエネルギー量を照射する。その際、加飾フィルム7の転写部だけでなく射出樹脂11にもUV、EB光が当たり成形品12の射出樹脂部が劣化する原因となっていた。
【解決手段】可動型の型表面形状に沿わせて加飾フィルムを賦形させた後、金型を閉じて高温、高圧の射出樹脂を充填する前に金型内の加飾フィルムにUV、EB光を照射し加飾フィルムの光硬化型樹脂材料を硬化させる。本発明の方法により樹脂を射出後はUV,EB光を照射する必要がなく、成型品の劣化が防止できる。
(もっと読む)
加飾成形方法
【課題】加飾を行うフィルムに形成された絵柄と成形品との位置合わせ精度を向上させ、外観品位を向上させる。
【解決手段】加熱部12で加熱したフィルム7を送り出す巻出部1と、ヒーター9を有する定盤8上で加熱しながらフィルム7に絵柄を印刷する印刷部2と、印刷されたフィルム7を金型5,6間にセットするフィルム送り機構16,16と、型締めされた金型5,6間の空間に樹脂を流し込んで射出成形を行う成形部3とを具備し、フィルム7を成形時の金型5,6の温度近傍に加熱した状態で前記印刷を行い、該フィルム7を金型5,6に挟み込んで射出成形を行う。
(もっと読む)
アクリル樹脂製加飾成形用シートの加熱成形方法及び積層成形品の製造方法
【課題】透明性及び耐成形白化性に優れ、加熱成形を施しても表面荒れ模様欠陥の発現抑制に優れるアクリル樹脂製加飾成形用シートの加熱成形方法及びその成形用シートを用いたインサート成形又はインモールド成形法による積層成形品の製造方法を提供する。
【解決手段】熱可塑性樹脂層(A−a)、並びにアクリルゴム含有重合体(A−b−1)又はアクリルゴム含有重合体(A−b−1)及び熱可塑性重合体(A−b−2)を含有するアクリル樹脂組成物(X)を構成成分とし、熱可塑性樹脂層(A−a)の熱変形温度(TA−a)よりも少なくとも5℃低い熱変形温度を有するアクリル樹脂層(A−b)を有するアクリル樹脂系積層フィルム(A)の熱可塑性樹脂層(A−a)側に絵柄層(B)及び基材シート(C)が積層されているアクリル樹脂製加飾成形用シートを特定温度で加熱成形するアクリル樹脂製加飾成形用シートの加熱成形方法及び積層成形品の製造方法。
(もっと読む)
341 - 360 / 1,284
[ Back to top ]