
Fターム[4F206AD05]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 材料 (2,442) | プラスチック、ゴム (1,284)
Fターム[4F206AD05]に分類される特許
261 - 280 / 1,284
加飾装置
【課題】樹脂部と金属体とを組み合わせて一体成形される複合品の金属製の成形基材の表面に適切に加飾を施すことが可能な加飾装置を提供する。
【解決手段】金属製の成形基材2の裏面に樹脂部を一体成形すると共に、金属製の成形基材2の表面2bに加飾を施す加飾装置100は、金属製の成形基材2が配置される第1成形型K1と、当該第1成形型K1と型締めされる第2成形型K2と、第1成形型K1と第2成形型K2との型締め時に、金属製の成形基材2の表面2bに施す加飾が付された加飾フィルムLを金属製の成形基材2の表面2bの側に配設する加飾フィルム配設機構30と、金属製の成形基材2を裏面の側から加飾フィルムLの側に押圧する押圧手段と、第2成形型K2と加飾フィルムLとの間に配設され、押圧手段による押圧力に応じて加飾フィルムLを金属製の成形基材2の表面2bに押圧する弾性材Dと、を備える。
(もっと読む)
中空体の製造方法、中空体、流量測定装置の製造方法および流量測定装置

【課題】一対の半中空成形体の接合部の接合強度を向上する方法及び装置を提供する。
【解決手段】空気流量計のモジュールハウジング(中空成形体)を構成する一対の半中空成形体1、2を1次成形した後に実施される2次成形工程時に、一対の半中空成形体1、2の各第1、第2外側隔壁11、12を2次成形樹脂(第1、第2シール部材3、4)で融着固定し、且つ各中央隔壁13の角筒壁18を2次成形樹脂(結合部材5のフランジ)で両側から挟み込むことで、一対の半中空成形体1、2の接合部を接合する。これにより、一対の半中空成形体1、2の接合部の接合強度を向上するので、2次成形工程時に溶融樹脂を射出充填するときの射出圧力または樹脂圧力を大きくする必要がない。したがって、2次成形樹脂がバイパス流路側に漏れ出難くなるので、バイパス流路21、22を流れる空気が乱れない。この結果、空気流量の測定誤差が小さくなる。
(もっと読む)
2段階射出成形工程を利用して同じ樹脂層で成形された厚レンズ
【課題】本発明は、同じ樹脂を2つの空間に注入する2段射出工程を利用して製作された厚い射出成形レンズを利用する新たな固体状態照明装置を提供する。
【解決手段】本発明は、1次注入時、所定量の溶融樹脂を注入して厚レンズの1番目層を生成する。この層は、モールドゲートと一致する少なくとも2つの長いバッフルを含む。2次注入時、1番目層がモールド空間の一部分となり、同じ材料を1番目層上に注入するが、このとき、他のモールドゲートを通じて前記バッフルの間に注入する。このモールドゲートはバッフルと整列状態をなすため、バッフルに沿って2次注入のための充電経路が形成される。また、モールドの換気を適切に行って気体を取り除くことにより、レンズ内部に気泡が全く生じない。
(もっと読む)
中空体の製造方法
【課題】生産効率がよく、中空部を有していても一体に成形可能な中空体の製造方法を提供すること。
【解決手段】給水装置Xに用いられ、中空部を有する中空体Yの製造方法として、中空体Yの外形に対応した金型100内に、水溶性又は加水分解型の第1の樹脂材料の中子103を配置させ、金型100に非加水分解型であって疎水性を有する第2の樹脂材料を充填し、中空体Yを射出成形する工程と、射出成形された中空体Yの中空部に位置する中子103を加水分解により除去させる工程と、を備える構成とする。
(もっと読む)
電子部品、電子部品用基材及びその製造方法
【課題】接続端子が微細化された場合であっても、十分なストローク量及び端子荷重を確保することができる電子部品、電子部品用基材及びその製造方法を提供する。
【解決手段】貫通孔2f及びこの貫通孔2fに連通する溝20a、20b、20c、21a、21b、21cが形成された板状の基材本体2と、この基材本体2の貫通孔2f及び溝20a、20b、20c、21a、21b、21cに充填された樹脂の充填部14a、14b、14c及び基材本体2の少なくとも一方の面に樹脂の充填部14a、14b、14cと一体に形成された樹脂の突状弾性部10a、10bを有し貫通孔2fの両端の樹脂が相互の抜け止めを形成している樹脂成型体3と、他の電子部品と接触する部分が突状弾性部10a、10bの頂部に位置するように基材本体2に取り付けられた接続端子40とを備える。
(もっと読む)
内装トリム部品を製造する方法
本発明は、特殊な射出成形プロセス及び選択的な裏打ち発泡プロセスを特徴とする内装トリム部品を製造する方法に関する。 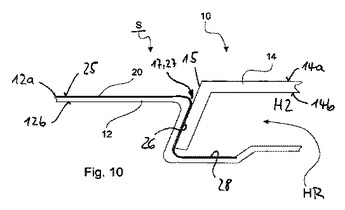 (もっと読む)
(もっと読む)
少なくとも1つの変位可能な動作部材を有する装置を製造する方法及び斯かる装置
少なくとも1つの変位可能な動作部材を有する装置を製造する方法であって、箔2が型に配置され、少なくとも1つの高分子が該型に射出されて、箔2に接着する筺体壁3を形成する。該変位可能な動作部材は、該筺体壁における穴5の上に延在する少なくとも1つの箔2の柔軟な部分を有する。該箔は該型に挿入され、その後に該少なくとも1つの高分子が該型に射出されて、該穴を備えた前記筺体壁3を形成して、穴5に配置された支持要素6を形成する。支持要素6と筺体壁3との間には間隙7が備えられる。支持要素6は、少なくとも間隙7の近くにおける外側領域9において、筺体壁3と箔2との間の接着力に比べて低減された接着力で箔2に接着する。該装置を該型から取り除いた後、支持要素6と箔2の柔軟な部分とが、該低減された接着力の位置において相互に離される。 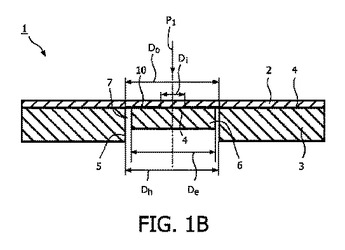 (もっと読む)
(もっと読む)
加飾樹脂成形部品及びその製造方法
【課題】印刷により透明樹脂層に形成したインキ層を含むものをインサートとし、これを射出成形樹脂と一体化してなる加飾樹脂成形部品において、インキ飛びが生じるのを防止する。
【解決手段】単層または複数層積層された透明樹脂層からなるフィルム基材21の一面に印刷によりインキ層22を形成し、インキ層22の全面に印刷によりバインダー層23を形成し、バインダー層23の全面に接着剤層24を形成し、接着剤層24に付加樹脂層25を接着することによりインサート形成シート20を形成する。このインサート形成シートに必要な成形加工を行ってインサートとし、射出成形用金型内に配置して射出成形を行い、インサートと射出樹脂とを一体化することにより加飾樹脂成形部品を作製する。
(もっと読む)
加飾成形物品の製造方法
【課題】表皮保護層の凹凸形状を忠実に反映し、デザイン性の高い繊細なレリーフパターン(凹凸形状)を表皮層に有する加飾成形物品を得る方法を提供する。
【解決手段】表面に凹凸を有し熱可塑性樹脂からなる表皮層14及び熱可塑性樹脂からなる基材層16を含む加飾シート1を、フィルムインサート射出成形工法により加工してレリーフパターンを有する加飾成形物品を製造する方法において、表面に凹凸を有する表皮保護層12を準備し、該凹凸面に樹脂をコーティングして表皮層14を設け、さらに表皮層14の表皮保護層12と反対側の面に基材層16を設けて加飾シート前駆体を得る工程を含む加飾成形物品の製造方法。
(もっと読む)
撮像レンズユニットの製造方法及び成形金型装置
【課題】光学レンズのホルダーとカバーとの位置ズレを抑制できる撮像レンズユニットの製造方法及びそのための成形金型を提供する。
【解決手段】成形金型装置20は、固定型24と可動型22とを有している。成形金型装置20では、固定型24と可動型22とのうち、少なくとも一方を他方に対して型開閉方向とは直交する方向に移動させることにより、ホルダー2とカバー4とを整合位置に移動させ、当該整合位置で固定型24と可動型22とを型締め可能である。
(もっと読む)
窓構造体の製造方法
【課題】樹脂材料で構成される窓構造体の製造方法において、工程が少なく、構造体としての信頼性が高い窓構造体を製造することができる窓構造体の製造方法を実現する。
【解決手段】成形型30の内部に、枠状に形成された炭素繊維集合体20を用意し、窓部11を構成する透明樹脂材料21を流し込むことにより、炭素繊維強化プラスチックからなる窓枠12と透明樹脂からなる窓部11とを一体成形して窓構造体10を製造する。これによれば、窓部11と窓枠12とを別々に成形する必要がないので、組み付け工数を低減し、製造コストを低減することができる。また、窓部11と窓枠12との間に接着部などの界面が存在しないため、構造体としての信頼性を向上させることができる。
(もっと読む)
外側絵柄層が摩耗することにより隠蔽された絵柄が出現する加飾シート
【課題】加飾シートを用いて製品の表面に形成される絵柄の外観を使用している間に変化させ、耐用寿命の間消費者が製品の外観に飽きるのを防止すること。
【解決手段】最も外側の面に外側絵柄層を有し、該外側絵柄層から順に積層された基体シート及び内側絵柄層を有し、最も内側の面が被加飾物に固定される加飾シートであって、該外側絵柄層は不透明であり、加飾シートが被加飾物に固定された時において、内側絵柄層は隠蔽されているが、その後、外側絵柄層が摩耗することにより隠蔽されていた内側絵柄層の絵柄が出現する、加飾シート。
(もっと読む)
熱伝導性樹脂複合成形体、LED照明装置
【課題】熱伝導性と耐衝撃性を併せ持つ熱伝導性樹脂樹脂成形体およびそれを用いた放熱構造体および/または筐体を提供すること。更には放熱性に優れ、適切な光学設計の為されたLED照明装置を提供すること。
【解決手段】熱伝導性樹脂組成物からなり、少なくとも層内の一方向において熱伝導率が2W/m・K以上であり、かつ平均肉厚が0.5〜10mmである熱伝導層1と、樹脂もしくは樹脂組成物からなり、ノッチ付アイゾット耐衝撃強度が5kJ/m2以上であり、かつ平均肉厚が0.3〜3mmである補強層2とを含み、熱伝導層と補強層とを積層一体化してなる熱伝導性樹脂複合成形体であって、特に好ましくは二色樹脂成形法、インサート成形法等により積層一体化してなる熱伝導性樹脂複合成形体。ならびに熱伝導性樹脂複合成形体を放熱構造体もしくは放熱筐体として用い、適切な光学系と組み合わせてなるLED照明装置。
(もっと読む)
射出成形方法及びパネル
【課題】特に側端面の見映えを良くし、外観意匠性を向上したパネルと、これを成形するための射出成形方法を、提供する。
【解決手段】凹凸を有する構造部2を備えた裏面層3と、裏面層3上に一体に設けられて外観面を形成する外観層4と、を含むパネル1を成形する射出成形方法である。裏面層3を射出成形によって形成する工程と、裏面層3上に、射出成形によって外観層4を形成する工程と、を備える。外観層4を形成する工程では、裏面層3の端部を覆って外観層4を形成する。
(もっと読む)
ハードコート剤組成物、ハードコートフィルム及び成形品
【課題】
(1)塗工直後の時点でタックがなく、(2)成形に用いる時点で金型の曲面に追従し、クラックなどの外観不良を起こさないだけの柔軟性があり、かつ成形温度で取り扱い可能な程度の機械強度があり、(3)最終製品になった時点でハードコートとして十分なだけの高い表面硬度を示すハードコート剤組成物、および当該ハードコート剤組成物を用いたハードコートフィルム、成形品を提供する。
【解決手段】
(A)水酸基を有する構成単位を主鎖骨格に含む(メタ)アクリル系重合体と、(B)実質的に水酸基を含有しないウレタン(メタ)アクリレートと、(C)光重合開始剤と、(D)多官能イソシアネート化合物を含むことを特徴とするハードコート剤組成物。
(もっと読む)
複合成形品の製造方法及び製造装置
【課題】内部に空洞を有するモール本体の外面にクッション部材を射出成形して一体化したピラーモールを製造する際に、モール本体の変形や破損を防止できるようにする。
【解決手段】ガスアシスト射出成形により内部に空洞14を有するモール本体12を成形した後、第2の射出成形型32内にモール本体12を載置し、モール本体12の空洞14内に空洞充填用の液体を注入して満たした状態で密封する。この後、射出成形型32内に加熱溶融した熱可塑性ポリマー材料を射出してモール本体12の外面にクッション部材を成形する。この際、モール本体12は、空洞14内に満たされた空洞充填用の液体によって周壁(空洞14の周囲を囲む壁)が内側から補強されて、周壁の全体に亘って外圧に対する剛性が高められているため、熱可塑性ポリマー材料の射出圧力がモール本体12の周壁に作用しても、モール本体12の周壁の全体に亘って変形や破損を防止できる。
(もっと読む)
パネルの成形方法
【課題】金型内の第1の合成樹脂材料よりなるパネル本体の表面の一部に第2の合成樹脂材料を射出して枠状部を成形し、パネル本体と一体化させるパネルの成形方法において、第2の成形体の成形収縮に起因してパネル本体に歪みが生じることを防止する。
【解決手段】ガラス転移温度Tg(℃)の第1の合成樹脂材料よりなるパネル本体1の周縁部に第2の合成樹脂材料よりなる枠状部2を射出成形により一体に成形するパネル4の成形方法において、該パネル本体1の表面温度が(Tg−60℃)以下の状態にて第2の合成樹脂材料を射出して枠状部2を成形する。
(もっと読む)
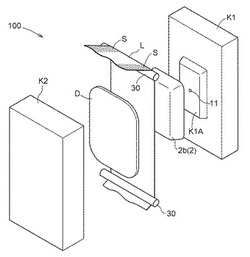
複合品の製造方法
【課題】製造効率の向上によってコストダウンを図ることができるようにする。
【解決手段】厚みの薄い金属体2の一方の面に加飾シートSによる加飾が施され、他方の面に樹脂部3が一体的に成形された複合品の製造方法であって、一対の成形型Kの間に、加飾シートSと金属体2とを配置した状態で型締めを行い、金属体2の他方の面側に溶融樹脂3aを射出して、溶融樹脂3aの圧力で加飾シートSと金属体2とを一方の成形型K1に押し付けて、金属体2の一方の面に加飾層Saを形成すると共に、樹脂と金属とを成形型Kに沿った所期形状に一体化する。
(もっと読む)
電子部品の製造装置及び電子部品の製造方法
【課題】本発明は、多孔性部材に吸着固定される電子部品をモールド射出成形する電子部品の製造装置及び電子部品の製造方法に関する。
【解決手段】本発明の一実施例による電子部品の製造装置は、電子部品が装着される多孔性部材であって少なくとも1つからなり、上記電子部品が収容される内部空間が形成される上部及び下部金型と、上記上部及び下部金型の内部空間に離型フィルムを提供する離型フィルム提供部と、上記電子部品がモールド射出成形されるように上記内部空間にモールディング樹脂を提供するモールディング樹脂提供部と、を含むことができる。
(もっと読む)
ポリウレタン複合材料部材の製造方法および複合材料部材
本発明は、a)熱可塑性組成物の支持体、およびb)該支持体に直接接触する少なくとも1つのポリウレタン層を含む複合材料部材の製造方法に関し、(i)第1操作工程において、熱可塑性組成物の溶融物を第一型キャビティ中に注入した後、冷却し、(ii)第2操作工程において、射出成形用型のキャビティを拡張し、それにより間隙を生じさせ、(iii)第3操作工程において、少なくとも1種のポリイソシアネート成分、少なくとも1種の多官能性のH-活性化合物、および任意に少なくとも1種のポリウレタン添加剤および/またはプロセス添加剤を含む反応性原料ポリウレタン混合物を、熱可塑性部材と拡張したキャビティの型表面の間にこのようにして生じさせた間隙中に注入し、ここで、該原料ポリウレタン材料混合物は熱可塑性支持体の表面に接触して重合し圧縮ポリウレタン層またはポリウレタンフォーム層を形成する、(iv)第4操作工程において、複合材料部材を型キャビティから離す、操作工程が互いに直接に続く方法に関する。  (もっと読む)
(もっと読む)
261 - 280 / 1,284
[ Back to top ]