
Fターム[4F206AD05]の内容
プラスチック等の射出成形 (77,100) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (7,906) | 材料 (2,442) | プラスチック、ゴム (1,284)
Fターム[4F206AD05]に分類される特許
241 - 260 / 1,284
筐体、筐体の製造方法および電子機器

【課題】インサート成形によって形成される樹脂部に外観上の影響を与えず、反りやヒケを防止すること。
【解決手段】本発明は、板状体10と、板状体10の少なくとも一部において一方の主面から他方の主面を覆うよう設けられ、板状体10の主面に対して垂直な方向において板状体10の一方の主面側へ偏って設けられた樹脂部20と、を備え、板状体10の一方の主面側における樹脂部20の中に体積調整部30が設けられた筐体1、筐体1の製造方法およびこの筐体1を用いた電子機器である。
(もっと読む)
インモールド転写フィルム
【課題】 UV硬化性ハードコート塗膜を設けた基材を加工する際には、その加工における応力に対して塗膜が追随できず、ひび割れ等が生じていた。
このため、塗膜の加工性を向上させるために、UV硬化型ハードコートの硬化を途中で中断することは、UV硬化が短時間で終了することからみて困難であった。そしてこのような点はインモールド転写による成形においても同じであった。
【解決手段】UV硬化性ハードコート塗膜用塗料として特定の構造を有する樹脂を採用することにより、2段階の硬化を行うことができ、このため、加工性に優れたハードコート用塗料組成物を用いて、インモールド転写箔とすることができた。
(もっと読む)
インストルメントパネル部材及び成形型

【課題】基材露出面とパッドとの境界部分の見栄えを良くする。
【解決手段】基材3における前端側領域3aの後端縁に、前端側領域3a表面よりも下方に位置する下壁部9と、下壁部9から立ち上がり前端側領域3a表面に連続する縦壁部11とを有する段落ち部7を形成する。パッド5を、その主体をなす一般面部15と、一般面部15の前端縁に一体に連続し、下端側部分19が上記縦壁部11に接すると共に上端側部分21が基材3の前端側領域3a表面よりも上方に突出する端末部17とで構成し、端末部17の下端側部分19と上端側部分21との間に、一般面部15表面よりも下方に位置する棚部23を一体に形成する。
(もっと読む)
加飾合成樹脂成形品
【課題】 本発明は、インサートラベルによる加飾法に立体的で深みのある視覚効果を付与すること主たる技術課題とするものであり、インサートラベルにより高度に加飾された合成樹脂成形品を提供することを目的とする。
【解決手段】 インサートラベルをインサート材としたインサート成形により表面を加飾した合成樹脂成形品において、成形品は表面に所定の形状の凸部を突出形成したものであり、インサートラベルの層構成は透明な合成樹脂製の基材フィルムの裏面側に、所定の形状の加飾層とさらに最裏面側の全領域に接着層を積層して有するもので、加飾層が成形品の凸部の所定の形状に合せて、この凸部に積層される構成とする。
(もっと読む)
インモールド転写用積層フィルムおよびそれからなるインモールド転写工程部材
【課題】優れた艶消し外観を有し、かつインモールド用転写箔作成過程から成形加工に至る間における優れた帯電防止性能を備え、印刷層とのブロッキングのない、艶消し性インモールド用転写箔の基材フィルムとして有用なインモールド転写用フィルムを提供する。
【解決手段】ポリエステルフィルムおよびその片面に帯電防止層が設けられた積層フィルムであり、該ポリエステルフィルムが平均粒径1μm以上5μm以下の粒子をポリエステルフィルムの重量を基準として1.0重量%以上3.5重量%以下含み、ポリエステルフィルムの帯電防止層と反対面側の表面光沢度(G60)が25以上70以下であり、該帯電防止層が反応基を有するシリコーン成分及び帯電防止成分を含有するインモールド転写用積層フィルムにより達成される。
(もっと読む)
多層成形品の成形方法及び成形システム
【課題】1次成形品及び2次成形品の成形サイクルタイムのいずれが長い場合であっても、2次成形品の生産サイクルタイムを長い方の成形サイクルタイムより短くすることができる多層成形品の成形方法及び成形システムを提供する。
【解決手段】1次成形品表面の一部又は全面に溶融樹脂を積層させ2次成形品を成形する多層成形品の成形方法において、成形サイクルタイムの長い方の成形品を成形する複数の射出成形装置を備え、それぞれの成形サイクル開始時間又は成形サイクル完了時間を相違させ、2次成形品の生産サイクルタイムが最短、かつ毎サイクル同じになるように、成形サイクルタイムが短い方の成形品を成形する射出成形装置A及び複数の射出成形装置のそれぞれの成形サイクルタイムと、成形サイクル開始時間と、成形サイクル完了時間とが制御される。
(もっと読む)
ポリフェニレンサルファイド樹脂組成物および成形体
【課題】本発明は、本発明は従来のポリフェニレンスルフィド樹脂の優れた剛性、耐熱性、寸法安定性、耐薬品性、低吸水性および難燃性などを維持し、連続成形時のモールドデポジットが少なく、冷熱サイクル性に優れ、かつ低そり性、耐熱性さらに機械強度に優れるポリフェニレンサルファイド樹脂組成物およびその成形体を提供するものである。
【解決手段】(A)ポリフェニレンサルファイド樹脂100重量部に対し、(B)エポキシ基、酸無水物基から選ばれる少なくとも1種の官能基を含有するオレフィン系重合体0.5〜40重量部、(C)酸化防止剤0.001〜10重量部、(D)炭酸亜鉛および/または酸化亜鉛0.05〜10重量部からなるポリフェニレンサルファイド樹脂組成物。
(もっと読む)
装飾用薄物
【課題】変化に富みかつ自然で多様な表現を可能にすることによって多様な趣味嗜好に応えるもの作りを可能にすることができる装飾用薄物を提供する。
【解決手段】装飾用薄物1によれば、受理層2に対する入射光の方向、1/fゆらぎを付与した厚み変化のある受理層2に対する視点、及び受理層2の位置の少なくとも1つを相対的に変化することにより、生成される反射輝度に、木漏れ日に似た不規則に変化する明暗パターンを生じせることができる。従って、装飾が必要なパネル(図示せず)に接着層6によって接着することにより、変化に富んだ見栄えの良い光装飾が可能になる。
(もっと読む)
回転速度検出装置付き車輪用軸受装置
【課題】 回転速度検出装置のセンサを高精度に位置決めおよび固定し、さらにセンサを保護すると共にセンサとセンサホルダとの気密性を確保することができる回転速度検出装置付き車輪用軸受装置を提供する。
【解決手段】 エンコーダ20と、エンコーダ20に対向して外方部材1の端部に嵌合状態に取付けられたセンサホルダ22と、センサホルダ22のうちエンコーダ20に対向する面に設けた孔haに嵌合固定され、エンコーダ20と隙間を介し対向してエンコーダ20を検出するセンサ21と、センサ21よりもインボード側に位置する密封装置24とを設け、センサ21が、ホットメルト型の樹脂を用いたホットメルトモールディングによりセンサホルダ22に一体モールドされ、センサホルダ22およびセンサ21を挟む両面の樹脂が、センサホルダ22に設けた孔haを介して繋がっている。
(もっと読む)
注ぐことができる食品を包装するためのシート状包装材料に開封装置部を射出成形する装置及び方法
穴部9が設けられた多層シート状包装材料2に開封装置部3を射出成形する装置10であって、この装置の型穴は、カバー部分11の第1面11aに溶融プラスチック材料が満たされるようになっている第1チャンバ32と、溶融プラスチック材料で満たされて開封装置部の注ぎ口部13を形成するようになっている第2チャンバ33とを備え、装置はさらに環状リブ部41を備え、環状リブ部は狭い断面の通路部42の範囲を定めており、通路部は、第1及び第2チャンバを連結し、引き裂き可能な薄膜連結部分19の範囲を画定し、環状リブ部は、第1チャンバ側において第1環状表面43によって境界が定められており、第1環状表面は軸線Bに平行であり、鋭利な縁部46を形成しており、カバー部分は、プラスチック材料の圧力によって、鋭利な縁部に押しつけられて引き伸ばされる。 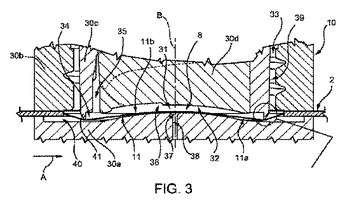 (もっと読む)
(もっと読む)
電気・電子機器筐体
【課題】市場で要求される剛性を満足し、かつ軽量化とコストの低減を満たした電気・電子機器筐体を提供すること。
【解決手段】熱可塑性樹脂からなる成形体(I)と、連続した強化繊維と熱硬化性樹脂を含む成形体(II)が接合されてなる電気・電子機器筐体であって、該成形体(I)が面状構造体であり、該成形体(II)の長手方向における任意の箇所における断面の形状が実質的に同一である長尺構造体であり、該断面の断面積が0.5〜50mm2、かつその断面の最大幅b(mm)と最大長尺長さL(mm)とがL/b>5を満足する電気・電子機器筐体。
(もっと読む)
ハードコーティング形成用シート
本発明は、ハードコーティング形成用シート及び形成方法に関するものである。本発明では、樹脂成形品又は木工製品等を含む各種成形品の表面に、硬度、耐摩擦性、耐擦傷性、耐薬品性、透明性及び光沢度等の物性に優れ、高い屈折率を有するハードコーティングを形成することができる転写材又は表面保護シート、及び前記転写材又は表面保護シートを使用してハードコーティングを形成する方法を提供することができる。 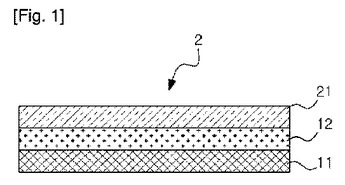 (もっと読む)
(もっと読む)
金属とポリアミド樹脂組成物の複合体及びその製造方法
【課題】金属との接合部分に関してはナイロン610を主体としつつ、樹脂成形品全体としてはナイロン610の使用量を低減させたポリアミド樹脂組成物と金属の複合体を提供する。
【解決手段】金属合金に表面処理を施してNATの3条件を満たすようにする。次いで金属合金を第1の射出成形金型にインサートし、ナイロン610を樹脂分の10〜100質量%含む第1のポリアミド樹脂組成物を射出し、第1の複合体を得る。第1の複合体を第2の射出成形金型にインサートし、ナイロン6、ナイロン66、及びナイロン12から選択される1種以上を樹脂分の90〜100質量%含む第2のポリアミド樹脂組成物を射出し、最終成形品を得る。
(もっと読む)
合成樹脂製ボトルとその成形方法
【課題】 本発明は、ブロー成形品であるボトル本体をインサート材として透明な外殻体を射出成形した合成樹脂製ボトルとその成形方法に係るものであり、溶融樹脂によるボトル本体の変形を効果的に抑える成形方法を創出することを課題とする。
【解決手段】 ボトル本体をインサート材とし有底筒状の透明な合成樹脂製の外殻体を射出成形するボトルの成形方法において、ボトル本体内に冷却エアを循環供給した状態で、計量充填法により外殻体を形成する溶融樹脂を充填するものとし、計量充填法の採用により保圧工程に係る圧力上昇を回避し、冷却エアによりボトル本体の温度上昇の抑制し、また外殻体の周壁の厚肉化により溶融樹脂流動に係る溶融樹脂圧力の上昇を抑制するものとし、冷却エアによる冷却と外殻体の周壁の厚肉化の程度を、溶融樹脂圧力によりボトル本体に変形が生じない程度に設定する。
(もっと読む)
多重壁構造体
【課題】 本発明は、蛍光インキで印刷された模倣防止情報の存在を、可視光線下では視認し難くすることにより、信頼性の高い模倣品防止効果を得ることを目的とする。
【解決手段】 外側壁1と内側壁2の間に蛍光表示体5を位置させ、少なくとも外側壁1と内側壁2の一方を、透明かつ紫外線透過性とし、蛍光表示体5に、紫外線の照射により蛍光発光する蛍光インキで蛍光表示層7を形成し、蛍光表示層7の存在が可視光線では検知し難くし、高い模倣防止効果を得る。
(もっと読む)
2色成形加飾品形成金型、2色成形加飾品の製造方法および2色成形加飾品
【課題】 2色成形加飾品の製造過程で1次キャビティ型とコア型とを型閉じする途中でインサートシートの脱落が生じず、また、位置決めピンの先端部とコア型のキャビティ面との間で1次成形樹脂部による樹脂バリが生じず、2色成形加飾品の製品外観不良が発生しない。
【解決手段】 基体シート上に加飾層が積層されたインサートシートが配置される1次キャビティ型と、2次キャビティ型と、コア型とを備え、
1次キャビティ型には、予備成形されたインサートシートの位置決め孔に挿入される位置決めピンが、1次キャビティ型に対して型開閉方向に移動可能なように弾性体を介してキャビティ面から突出するように設置され、
1次キャビティ型とコア型とによって1次成形樹脂部の表面にインサートシートが積層された1次成形加飾品を形成可能であり、
2次キャビティ型とコア型とによって1次成形加飾品の表面に2次成形樹脂部を形成可能であることを特徴とする2色成形加飾品形成金型とする。
(もっと読む)
連続繊維プリプレグの成形方法
【課題】熱可塑性のプリプレグテープを用いた連続繊維プリプレグを、生産性を犠牲にすることなく、所期の物性の発現が可能な形状に成形することができる連続繊維プリプレグの成形方法を提供すること。
【解決手段】プリプレグテープ11を複数本のロッド21の間に亘って捲回して周状の連続繊維プリプレグ12を形成する。そして、複数本のロッド21を互いに離反する方向に移動させて連続繊維プリプレグ12に張力を発生させてプリプレグテープ11の弛みをとる。そして、連続繊維プリプレグ12を押し治具41で押して最終形状に成形する。そして、連続繊維プリプレグ12を加熱し加熱後に冷却して硬化させる。
(もっと読む)
機能性樹脂成形体の製造方法
【課題】環境負荷の大きなエッチング液を用いることなく密着性に優れる金属膜が形成されたポリプロピレン系樹脂等の熱可塑性樹脂からなる機能性樹脂成形体を提供する。
【解決手段】熱可塑性樹脂からなる多孔質層2を有し、多孔質層のセル20内に機能性材料を分散させた機能性材料分散シート1を作製するシート作製工程と、得られた機能性材料分散シート1を加熱圧縮することにより、セル20の容積を減少させて、多孔質層が薄肉化された圧縮層を有する加工体を作製する加熱圧縮工程とを有する機能性樹脂成形体の製造方法。
(もっと読む)
加飾装置
【課題】樹脂部と金属体とを組み合わせて一体成形される複合品の金属製の成形基材の表面に適切に加飾を施すことが可能な加飾装置を提供する。
【解決手段】金属製の成形基材2の裏面に樹脂部を一体成形すると共に、金属製の成形基材2の表面2bに加飾を施す加飾装置100は、金属製の成形基材2が配置される第1成形型K1と、当該第1成形型K1と型締めされる第2成形型K2と、第1成形型K1と第2成形型K2との型締め時に、金属製の成形基材2の表面2bに施す加飾が付された加飾フィルムLを金属製の成形基材2の表面2bの側に配設する加飾フィルム配設機構30と、金属製の成形基材2を裏面の側から加飾フィルムLの側に押圧する押圧手段と、第2成形型K2と加飾フィルムLとの間に配設され、押圧手段による押圧力に応じて加飾フィルムLを金属製の成形基材2の表面2bに押圧する弾性材Dと、を備える。
(もっと読む)
プラスチック材料を用いてインサート成形された構成部材を製造するための装置及びインサート成形された構成部材
本発明は、プラスチック材料(1)を用いてインサート成形された構成部材(5)を製造するための装置(10;10a)であって、型工具(11;11a)を備え、型工具(11;11a)が、パーティング面(15)内で互いに協働する少なくとも2つの型要素(13,14)を有しており、両型要素(13,14)に、プラスチック材料(1)を用いてインサート成形された構成部材(5)の外側の形状を形成するための凹部(17,18)が形成されており、型要素(13,14)の少なくとも1つに、型工具(11;11a)内へのプラスチック材料(1)の進入時に型工具(11;11a)内に存在する空気又はガスを逃がすことが可能な排気通路(27;27a)が形成されている、プラスチック材料(1)を用いてインサート成形された構成部材(5)を製造するための装置(10;10a)に関する。本発明により、排気通路(27;27a)は、排気通路(27;27a)からのプラスチック材料(1)の流出を阻止する閉鎖要素(25;25a)の構成要素であるようにした。 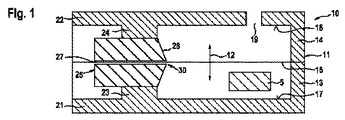 (もっと読む)
(もっと読む)
241 - 260 / 1,284
[ Back to top ]