
Fターム[4F206AG10]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 管状体(←配管パイプ) (183) | 波形管(←ひだ付き管) (11)
Fターム[4F206AG10]に分類される特許
1 - 11 / 11
自動車用エアーダクトの耐油性と脱型性を改善する方法
【課題】オレフィン系熱可塑性エラストマー(TPO)で構成された自動車用エアーホースの耐油性及び射出成形における脱型性を改善する方法並びに脱型性及び耐油性に優れた自動車用エアーホースを提供する。
【解決手段】オレフィン系熱可塑性エラストマー(A)に対して、プロピレン系重合体で構成された幹セグメント及び窒素含有ビニル系重合体で構成された枝セグメントで形成されたグラフト共重合体(B1)と、脂肪酸アミド(B2)とを含むグラフト共重合体組成物(B)を配合して射出成形することにより、自動車用エアーホースの耐油性と脱型性を改善する。
(もっと読む)
分岐ホースの製造方法
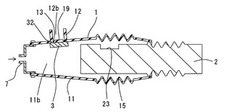
【課題】洗浄工程を必要とせず、簡素に分岐ホースを製造することができる分岐ホースの製造方法を提供する。
【解決手段】ホース本体成形用の中芯型2の外周面であって連結穴13を形成する穴形成部位23に封止部材3を配置する。封止部材3を配置した中芯型2を外型に設置して外型と中芯型2との間に分岐ホース1と同形状のキャビティを形成する。キャビティに成形材料を注入して、分岐ホース1を成形するとともに、連結穴13に閉塞部19を成形する。分岐ホース1のホース本体11と中芯型2との間に気体を注入しながら、連結穴13を封止部材3で封止した状態でホース本体11から中芯型2を取り去る。閉塞部19を薄肉の接続部分19aで破断させて、連結穴13から閉塞部19及び封止部材3を取り去る。
(もっと読む)
フレキシブル管状部材の製造方法とそのフレキシブル管状部材成形用金型

【課題】軟質の内層管部と硬質の外層部とが射出成形で一体に製造されたフレキシブル管状部材の製造方法とそのフレキシブル管状部材成形用金型の提供。
【解決手段】本発明のフレキシブル管状部材の製造方法は、一対の金型10内に外層用スライドコア20を挿入し、外層用キャビティ25を形成する工程と、外層用キャビティ25に硬質熱可塑性合成樹脂を射出して外層部を成形する工程と、金型10内から外層用スライドコア20を離脱させるとともに、内層用スライドコア30を挿入し、内層管用キャビティ35を形成する工程と、内層管用キャビティ35に軟質熱可塑性合成樹脂を射出し、内層管部を成形するとともに外層部と内層管部とを一体化させる工程と、金型10から内層用スライドコア30を離脱させた後、金型10からフレキシブル管状部材40を取り出す工程とからなっている。
(もっと読む)
蛇腹成形品、及びその製造方法
【課題】耐油性及び耐熱性に優れ、自動車・車両、電気・電子機械部品、装置・機械・器具、工業部品、建築等の広い分野で有効に使用され得る蛇腹成形品を提供する。
【解決手段】本発明の蛇腹成形品は、下記に示すグラフト共重合体(A)もしくは下記に示すグラフト化前駆体(B)と、下記に示すアクリル系ゴム(C)と、ポリプロピレン(D)と、前記(A)もしくは前記(B)と前記(C)と前記(D)との合計量100重量部に対し0.01〜10重量部の架橋剤と、前記(A)もしくは前記(B)と前記(C)と前記(D)との合計量100重量部に対し0.01〜10重量部の共架橋剤を含有する未架橋組成物を溶融混練して架橋構造体としたオレフィン系熱可塑性エラストマーを成形した。
グラフト共重合体(A):耐油性エチレン−プロピレン共重合体セグメントとビニル系共重合体セグメントとからなり、かつ前記二つのセグメントのうち一方が他方に0.01〜1μmの微細な粒子として分散相を形成している
グラフト化前駆体(B):耐油性エチレン−プロピレン共重合体粒子中にビニル系単量体とラジカル重合性有機過酸化物との共重合体が分散した多相構造体である
アクリル系ゴム(C):アリルメタクリレートを含む単量体混合物から形成された
(もっと読む)
半径方向に柔軟性をもつブッシング
【課題】ブッシングの疲労寿命を長くし、性能を高める。
【解決手段】本発明は、半径方向に柔軟性をもつブッシングを提供し、外側の環状要素と、外側の要素によって囲まれる内側の剛体要素と、内側の剛体要素と外側の要素を粘着で取り付けるエラストマ体とを備える。エラストマ体は、内側の剛体要素から外側の要素まで半径方向に及ぶ、複数の離間したアームを備える。エラストマ体はさらに、内側の剛体要素の半径方向における変位を制限するための、少なくとも1つの半径方向の阻止部を備える。半径方向の阻止部は、アーム間で外側の要素に配置され、外側の要素に結合される端部及び剛体要素に向いた頂部を有するアーチを備える。このアーチが外側の要素とともに管状中空部を規定する。
(もっと読む)
等速ジョイント用ブーツ、等速ジョイント用ブーツの製造方法、等速ジョイント用ブーツの製造装置
【課題】熱可塑性樹脂を効率良く二次成形空間(厚肉部成形空間、薄肉部成形空間、樹脂流通肉盛部成形空間)全体に万遍無く瞬時に行き渡らせて二次成形の加工性を高める。
【解決手段】ブーツ本体Pmの環状大径部P3は、ギヤハウジングの外周に嵌合する非回転対称を成す嵌合領域F1,F2を有し、当該嵌合領域の外側に二次成形された肉盛部は、肉厚が比較的厚い少なくとも1つの厚肉部T1と肉厚が比較的薄い少なくとも1つの薄肉部T2とから構成され、肉盛部の少なくとも厚肉部と薄肉部とが隣接する部分には、二次成形において溶融樹脂材料を流通させたことで成形された樹脂流通肉盛部(T3)が一体的に構成されており、当該樹脂流通肉盛部の最小肉厚tcは、薄肉部の肉厚tbよりも大きく設定されている。
(もっと読む)
熱可塑性エラストマー成形品の製造方法およびその製造装置
【課題】 安定したトリポード形状を備える熱可塑性エラストマー成形品の製造方法およびその製造装置を提供する。
【解決手段】 筒状の端部を有する中空形状の胴体部と、端部の内周面上に等間隔に配され、内周面上から内側に突出する形状を有する複数の厚肉部と、厚肉部の間に設けられる薄肉部と、を備えるパリソンを成形する射出成形工程と、パリソンを第2外型5に型締めしてブローアップし、筒状の端部13を有する中空形状の胴体部と、端部13の内周面上に等間隔に配され、内周面上から内側に突出する形状を有する複数の厚肉部14と、厚肉部14の間に設けられる薄肉部15と、を備える熱可塑性エラストマー成形品10を成形するブロー成形工程と、を備える熱可塑性エラストマー成形品10の製造方法において、ブロー成形工程は、第2外型5のパーティングラインがパリソンの薄肉部のみを通るように、パリソンを第2外型5に型締めする
(もっと読む)
ゴムホース及びその製造方法
【課題】樹脂による被覆管でゴムホースを被覆することなくその後の加硫処理を行い得て、被覆管の形成及び加硫後における被覆管の除去処理を省略でき、また加硫を短時間で行い得て、加硫処理を含めたホース製造を連続生産可能とし、生産性を従来に増して高め得るゴムホースを提供する。
【解決手段】ゴム内層18と、その外周側の補強線材を編組して成る第1補強層20と、更に外周側のカバー層22とを積層した形態のゴムホース10において、カバー層22の外周面に、最終の加硫処理の前において補強線材を編組して成る第2補強層23を被覆層として設けておく。
(もっと読む)
吸引管及び該吸引管の製造のための方法
本発明は、特に自動車の内燃機関の新気通路機構のための吸引管(1)に関する。該吸引管(1)は、少なくとも2つの管部分(3,4)から成る管区分(2)を備えており、前記管部分は注型品として成形されていて、かつ結合部(12)によって互いに結合されており、該結合部は前記管部分(3,4)間の分離線(5)の領域に射出成形された材料によって形成されている。  (もっと読む)
(もっと読む)
2分割式配線保護筒における上下部収納体の製造方法
【課題】蛇腹部が圧縮又は伸長変形してしまう。
【解決手段】2分割式の配線保護筒1における上下部収納体8、11の一単位部材25、25a
…を、蛇腹部3、3a…を構成する蛇腹部材26と、該蛇腹部材26の前後両端に位置するヒン
ジ取付部4、4a…の一部を構成するヒンジ取付部材27、27a により構成し、上記一単位部
材25、25a …を射出成形すると共に、固化安定後に除去される保持棒体58、58a を、蛇腹
部材26に非接触で、ヒンジ取付部材27、27a 間に一体形成することによって、上記保持棒
体58、58a によりヒンジ取付部材27、27a 間の間隔が保持されるため、蛇腹部材26の変形
を防止出来る。
(もっと読む)
管継手の製造方法
【課題】
不織布層と合成樹脂層とをそれぞれ均一の厚さに形成できるような、合成樹脂複合成形品の製造方法の提供。
【解決手段】
不織布13からなる不織布層11aと、該不織布層11aに積層される合成樹脂からなる合成樹脂層11bとを有するとともに、その厚み方向に凹凸を有する合成樹脂複合成形品11,40の製造方法であって、シート状の不織布13を、上記成形品中の不織布層11aの凹凸形状に対応する凹凸形状に成形する不織布成形工程と、該不織布成形工程で成形された不織布上に、上記成形品中の合成樹脂層の凹凸形状に対応する形状の合成樹脂を成形する合成樹脂成形工程とを有する合成樹脂複合成形品の製造方法。
(もっと読む)
1 - 11 / 11
[ Back to top ]