
Fターム[4F206AJ11]の内容
プラスチック等の射出成形 (77,100) | 装置又は装置部材の材料の特徴 (815) | 性質の特徴(←離型性) (220)
Fターム[4F206AJ11]の下位に属するFターム
熱伝導性 (54)
断熱性 (74)
摩擦特性(←耐摩耗性) (41)
耐薬品性 (4)
Fターム[4F206AJ11]に分類される特許
41 - 47 / 47
レンズ成形金型

【課題】キャビティ内へ射出後、圧縮をかける装置の複雑化や圧縮される形状の制限の課題を解決し、繰り返し利用できる光学樹脂成形金型を提供することを目的とする。
【解決手段】可動側金型と固定側金型が1対となるレンズ成形金型であって、可動側金型は、可動側金型スリーブと、可動側金型スリーブに収納される光学面を形成する可動側金型インサートを備え、可動側金型インサートの材料の線膨張係数値が、前記可動側金型スリーブの材料の線膨張係数値より大きいことを特徴とするレンズ成形金型により、圧縮プロセスが導入でき、内部密度が均一で安定して転写性に優れた高品質の光学樹脂成形品を得ることができる。
(もっと読む)
ディスク基板の製造方法

【要約書】
【課題】 本発明の目的は、ディスク基板を金型から抜き取る際のディスク基板の反りを極力抑え、ディスク基板成形に要するタクトタイムを短縮することができるディスク基板の製造方法を提供すること。
【解決手段】 固定側金型部2又は可動側金型部3に、該可動側金型部3の移動方向に沿って往復移動可能な外周リング4を設け、溶融樹脂の充填時に外周リングを他方の金型部側へ突き出し、溶融樹脂が固化又は半固化したら、可動側金型部3を固定側金型部2から離隔して型開きを行い、同時に外周リング4を移動させディスク基板外周面の囲繞を解除し、次いで、ディスク基板を取り外すことを特徴とするディスク基板の製造方法。
(もっと読む)
樹脂型及び成形体
【課題】
耐吸湿変形性等の凹凸形状の維持性及び硬化性樹脂との離型性に優れ、高い面精度の凹凸形状が転写可能で、且つ繰り返し利用可能な樹脂型、この樹脂型を使用して得られる硬化樹脂成形体、並びにその製造方法を提供する。
【解決手段】
脂環式構造含有熱可塑性樹脂及び組成物全体に対して0.2〜0.9重量%の水酸基含有脂肪酸エステル化合物を含有してなり、ガラス転移温度が90〜110℃であり、かつ、メルトマスフローレイトが50〜70g/10分である樹脂組成物からなる樹脂型、この樹脂型を用いて成形して得られる硬化樹脂成形体、並びにこの硬化樹脂成形体の製造方法。
(もっと読む)
樹脂封止方法及びシート状部材
【課題】成形型の型面において、付着物が堆積した結果として成形型に対する成形体の離型性が低下することを防止する。
【解決手段】相対向する成形型3の間にシート7を配置する工程と、上型1に設けられたキャビティ4の型面5にシート7を沿わせる工程と、成形型3の間に基板10を配置する工程と、成形型3を型締めする工程と、キャビティ4に流動性樹脂11を充填する工程と、流動性樹脂11を硬化させて硬化樹脂12を形成する工程と、成形型3を型開きする工程と、基板10と硬化樹脂12とを有する成形体13を取り出す工程とを有する樹脂封止方法で、シート7は硬化樹脂12の側の低密着層8と型面5の側のクリーニング層9とからなる。低密着層8は硬化樹脂12に対する低密着性を有し、クリーニング層9は流動性樹脂11又はシート7に含まれる樹脂成分を除去する機能を有する。
(もっと読む)
活性材料素子を使用する調整可能なホットランナーアセンブリ封止及び先端高さのための方法及び装置
第1の面及び第2の面を有する射出成形機内の境界面を封止する方法及び装置が提供され、当該方法及び装置は、第1の面と第2の面との間に力を生成するのに適したように配置されるように構成される活性材料アクチュエータを備える。活性材料アクチュエータは、活性材料センサにオプションとして接続されるコントローラからの感知信号に応答して力を生成するように構成される。また活性材料インサートを使用して、ゲート開口内でノズル先端を中心合わせするとともに、ゲート開口に対してノズル先端の先端高さを調整する方法及び装置も提供される。
 (もっと読む)
(もっと読む)
成形システムにおいて活性材料素子を利用するための制御システム
第1の面及び第2の面を有する射出成形機を制御する方法及び装置は、第1の面と第2の面との間に配置されるように構成される圧電セラミックセンサを備える。圧電セラミックセンサは、第1の面と第2の面との間の力を感知するとともに、対応する感知信号を生成するように構成される。配線構造が圧電セラミックセンサに結合され、感知信号を伝達するように構成される。好ましくは、圧電セラミックアクチュエータも第1の面と第2の面との間に配置され、感知信号に従って第1の面と第2の面との間に拡張力を提供するように構成される。 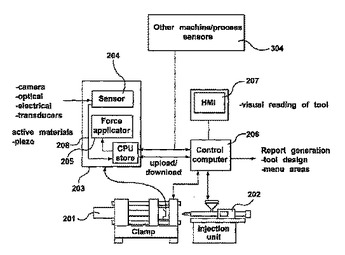 (もっと読む)
(もっと読む)
光沢レベルの調整
溶融材料(1)と接触する金型表面(4)と、金型表面(4)上の少なくとも1層のコーティング(6)と、金型表面(4)のための温度制御手段とを有する金型(3)内で溶融材料、特にプラスチックを射出成形する方法において、金型表面(4)を温度制御手段により冷却しており、それにより溶融材料がコーティングとの界面で凝固し、射出成形品を型から取出すことができる。この過程の間、溶融材料を金型表面(4)上のコーティング(6)と接触させており、射出成形品について指定した60°光沢レベルおよび/または色値Lが得られるようにコーティング材料の熱浸透率と整合させて、前記コーティング(6)の厚さを選択する。 (もっと読む)
41 - 47 / 47
[ Back to top ]