
Fターム[4F206AJ12]の内容
プラスチック等の射出成形 (77,100) | 装置又は装置部材の材料の特徴 (815) | 性質の特徴(←離型性) (220) | 熱伝導性 (54)
Fターム[4F206AJ12]に分類される特許
1 - 20 / 54
発泡樹脂成形体の製造方法
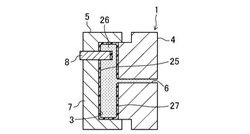
【課題】表面のスキン層25が部分的に打ち抜かれて内部の発泡層26が露出した発泡樹脂成形体26を得る方法を提供する。
【解決手段】発泡性樹脂を固定型4と可動型5との間のキャビティ3に充填することにより、発泡層26がスキン層25で覆われてなる発泡樹脂成形体27を成形した後、可動型5に設けられたピン部材8をキャビティ3内に突き入れることにより、スキン層25を打ち抜いて発泡層26を露出させる。
(もっと読む)
成形装置

【課題】成形サイクルを短縮しつつも、簡素な構成を用いて優れた外観品質の光学部品を安定して成形できる成形装置を提供する。
【解決手段】断熱層52c、42cにより、型空間CVからコア型52,42への熱伝導が抑制されるので、溶融樹脂の温度が保たれ、コア型52,42の転写面形状を精度良く転写できる。又、高熱伝導母材52d、42dにより速やかに熱を分散させることで、溶融樹脂の熱がこもって局所的な偏りが生じることが抑制され、温度の不均一性を解消できる。
(もっと読む)
芳香族ポリカーボネート樹脂組成物及びそれからなる成形品
【課題】ガラス強化材の配合で機械的物性を改善すると共に、黒色染顔料を配合して漆黒性を付与した芳香族ポリカーボネート樹脂組成物であって、ピアノブラック調の深みのある漆黒性で、高級感のある良好な外観を呈し、更には表面硬度が高く、耐傷付き性にも優れた芳香族ポリカーボネート樹脂組成物を提供する。
【解決手段】質量平均分子量が15,000〜40,000の芳香族ポリカーボネート樹脂(A)60〜85質量%と、芳香族(メタ)アクリレート単位(b1)とメチルメタクリレート単位(b2)の質量比(b1/b2)が5〜50/50〜95で、質量平均分子量が5,000〜30,000である(メタ)アクリレート共重合体(B)15〜40質量%とからなる樹脂成分100質量部に対し、Eガラス強化材(C)1〜100質量部と黒色染顔料(D)0.01〜10質量部とを含有する芳香族ポリカーボネート樹脂組成物。
(もっと読む)
芳香族ポリカーボネート樹脂組成物及びそれからなる成形品
【課題】ガラス強化材の配合で機械的物性を改善すると共に、光輝性顔料、更には染顔料を配合して光輝感、更には着色を付与した樹脂組成物であって、成形品表面の光沢感に優れ、ウェルド部の外観不良の問題がなく、更には表面硬度も高い芳香族ポリカーボネート樹脂組成物を提供する。
【解決手段】質量平均分子量が15,000〜40,000の芳香族ポリカーボネート樹脂(A)60〜85質量%と、芳香族(メタ)アクリレート単位(b1)とメチルメタクリレート単位(b2)の質量比(b1/b2)が5〜50/50〜95で、質量平均分子量が5,000〜30,000である(メタ)アクリレート共重合体(B)15〜40質量%とからなる樹脂成分100質量部に対し、Eガラス強化材(C)1〜100質量部と、光輝性顔料(D)0.01〜10質量部と、染顔料(E)0〜5質量部を含有する芳香族ポリカーボネート樹脂組成物。
(もっと読む)
芳香族ポリカーボネート樹脂組成物及びそれからなる成形品
【課題】ガラス強化材の配合で機械的物性を改善した芳香族ポリカーボネート樹脂組成物であって、透明性に優れ、かつ表面硬度も良好な芳香族ポリカーボネート樹脂組成物を提供する。
【解決手段】質量平均分子量が15,000〜40,000の芳香族ポリカーボネート樹脂(A)60〜85質量%と、芳香族(メタ)アクリレート単位(b1)とメチルメタクリレート単位(b2)の質量比(b1/b2)が5〜50/50〜95で、質量平均分子量が5,000〜30,000である(メタ)アクリレート共重合体(B)15〜40質量%とからなる樹脂成分100質量部に対し、Eガラス強化材(C)1〜100質量部を含有する芳香族ポリカーボネート樹脂組成物。
(もっと読む)
プリフォームの射出成形装置
【課題】プリフォームを射出成形する際、コールドスラグの発生を低減し、生産性などを向上させることができるプリフォームの射出成形装置の提供を目的とする。
【解決手段】プリフォームの射出成形装置1は、ボトムインサート3、ノズルインサート4及びニードルバルブ5を有し、ニードルバルブ5が、先端側に、円柱状のストレート部51、及び、ノズルインサート4のテーパ孔41と対応するテーパ角を有する截頭円錐状のテーパ部52を有し、溶融樹脂109の射出が閉じられるとき、テーパ部52の先端側の部分が、ボトムインサート3のゲート用孔31に挿入され、ストレート部51の先端側の部分が、ノズルインサート4のテーパ孔41に挿入される構成としてある。
(もっと読む)
射出成形装置
【課題】小型化され、しかも簡単な制御で所望の精度の成形品を製造できる射出成形装置を提供する。
【解決手段】下端がノズルになっており、スティック状成形材料Sが一列に上側から順次供給され、下方側が保熱性の良い材料で構成された縦型射出筒61と、射出筒61の下部を加熱するヒーター65と、スティック状成形材料Sを下方に向かって押し込む押込シャフト75とを備え、押込シャフト75により最上段のスティック状成形材料が押し込まれると、最下段の既に完全溶解した成形材料がキャビティ21に射出されると共に、ヒーター65からの熱がノズルタッチを介して金型9側に伝達される。
(もっと読む)
インモールドラベル容器
【課題】本発明の目的は、インモールドラベル容器の形成において、隣接するラベルの隙間が生じることを防止し、本来、容器の本体にない新たな機能をラベルにより付与するインモールドラベル容器を提案するものである。
【解決手段】隣接するラベルと重複する部分を有するインモールドラベル容器であって、前記重複する部分の成形品肉厚を、他の重複しない部分の成形品肉厚に対して、用いるラベルの厚みの1〜5倍厚くすることにより、ラベルの均一接着に必要な熱エネルギーを溶融樹脂から供給することで、本来、容器の本体にない新たな機能をラベルにより付与するインモールドラベル容器を提案するものである。
(もっと読む)
中空品の成形用射出ノズル
【課題】本発明は、射出した成形材料と接触する部分の構造を改良し、中空部分の壁面の均一化及び成形サイクルの短縮化を実現できる中空品の成形用射出ノズルを提供するものである。
【解決手段】本発明の成形用射出ノズル1は、ノズル本体2の一端に設けた金属製のインジェクターノズル部4を構成する筒状の吐出端部4aと、ノズル本体2内に進退可能に配置したインジェクターピストン6の前進駆動により吐出端部4aに挿入されるノズル端部7aと、ノズル端部7aをインジェクターピストン6の後退駆動により吐出端部4aから退避させた状態で、吐出端部4a内を経てその突出端から前記キャビティ42内に吐出されている成形材料43内に高圧ガス、高圧水を圧送する高圧ガス流通孔13、高圧水流通孔15と、ノズル端部7aの成形材料43と接触する先端部分に装着した低熱伝導率チップ20とを有する構成としたものである。
(もっと読む)
加熱溶融型成形装置
【課題】加熱溶融型成形装置から散逸する熱エネルギーを再利用可能であり、使用電力を削減する。
【解決手段】装置本体10と、装置本体10に連通し且つ熱可塑性材料が供給されるシリンダ20と、シリンダ20の先端に配設される成形ヘッド30と、シリンダ20及び成形ヘッド30を加熱し、シリンダ20内及び成形ヘッド30内の熱可塑性材料を加熱溶融する加熱装置40と、シリンダ内20に配設され、シリンダ20内の熱可塑性材料を成形ヘッド30に搬送する搬送スクリュー50と、一端がシリンダ20及び成形ヘッド30の少なくとも一方に接続され、他端が当該一方よりも低温である部位に接続された熱輸送部60と、熱輸送部60の他端側に接続された熱電変換素子70と、熱電変換素子70に接続され、熱電変換素70により発電した電力を蓄電する蓄電部80とを有する加熱溶融型成形装置1である。
(もっと読む)
表面実装用の電気・電子部品の製造方法
【課題】特殊な金型や金属部品の表面処理が必ずしも必要でなく、作業工程が簡易であり、金属部品と液晶性ポリマー及び/又はポリフェニレンスルフィド樹脂からなる熱可塑性樹脂との密着性に優れる、「フラックス上がり」の抑制された表面実装用の電気・電子部品の製造方法を提供すること。
【解決手段】射出成形により液晶性ポリマー及び/又はポリフェニレンスルフィド樹脂からなる熱可塑性樹脂と金属部品とを複合化して表面実装用の電気・電子部品を製造する際に、金型内表面の少なくとも金属部品と金型内表面とが接触する部分全面に断熱層が形成された金型を用いる。
(もっと読む)
射出成形又は射出圧縮成形を用いて低減されたひけを有する厚肉のプラスチック成形部品を製造するための装置及び方法
本発明は、射出成形又は射出圧縮成形を用いて厚肉のプラスチック成形部品を製造するための装置及び方法に関する。本発明に係る装置は、キャビティを備える射出成形又は射出圧縮成形のための工具を備え、工具が、キャビティに隣接する壁領域と、キャビティ近位の壁領域に隣接するキャビティ遠位のボディとを備え、工具のボディが、温度T1に温度調整可能に、壁領域が、温度T1とは異なる温度T2に温度調整可能に形成されていることを特徴とする。本発明に係る方法では、工具のキャビティ近位の壁領域の温度T2を射出プロセス前及び/又は中に、プラスチック成形材料のビカット温度TVより高い値にもたらして維持し、このとき、温度T2が工具のボディの温度T1を上回るようにし、キャビティ近位の壁領域の温度T2をプラスチック成形材料の硬化中かつ離型前にプラスチック成形材料のビカット温度TVを下回る温度にもたらす。結果として、軽減されたひけを有する、光学レンズ等の厚肉のプラスチック成形体が生じる。 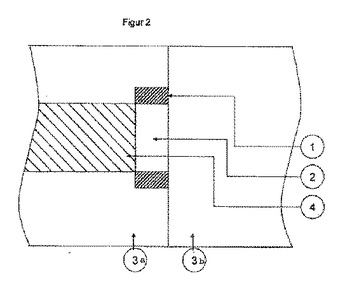 (もっと読む)
(もっと読む)
極薄成形品の成形金型および成形方法
【課題】極薄成形品を成形する際に、キャビティの他端部まで溶融樹脂を良好に充填でき、極薄成形品を良好な状態で成形することができる極薄成形品の成形金型および成形方法を提供する。
【解決手段】固定金型13と可動金型12の間にキャビティ14が配設され、該キャビティ14の端部にゲートP3が設けられた極薄成形品Pの成形金型11において、ゲート隣接部P4から最遠方の他端部P5までの流動長寸法Lに対する板厚寸法Tが0.2%〜0.5%の極薄成形品Pを成形可能なキャビティ14が設けられ、前記キャビティ14またはランナP2を形成するブロック18,22,39,42の表面側には該ブロック18,22,39,42の母材よりも熱伝導率が低い断熱層51,57が形成され、断熱層51,57の表面側には該断熱層51,57よりも熱伝導率が高い保熱層52,58が形成されている。
(もっと読む)
金属樹脂複合部材の製造装置および製造方法
【課題】樹脂部材が金属部材に適切に取着された金属樹脂複合部材を得るための製造装置および製造方法を提供する。
【解決手段】
製造装置Mは、金属部材であるアルミニウムパネル10を保持可能な第1成形型40と、第1成形型40との型閉めによりアルミニウムパネル10との間にキャビティ44を画成する第2成形型42とを有する。第2成形型42における第1成形型40側に開口する前記キャビティ44の開口縁部に、該第2成形型42よりも低い熱伝導性を有する断熱部材60を設ける。従って、第2成形型42におけるキャビティ44の開口縁部を該第2成形型42より低い熱伝導性に維持したもとで、該キャビティ40に樹脂Pを注入することで、樹脂部材がアルミニウムパネル10に取着された状態で成形される。
(もっと読む)
射出成形金型及び射出成形方法
【課題】簡単な構成の1つの金型からそれぞれ形状または体積の異なる複数の樹脂成形品を1回の射出成形で高精度で得ることができる射出成形金型及び方法を提供する。
【解決手段】体積のより大きい方の円筒容器状の成形品転写部72に連通するランナー51の流路に一端が接する樹脂流動調整部56を配置する。樹脂流動調整部56は周辺の金型部材の熱伝導率とは異なる熱伝導率を有し、断熱部材57で覆われ、他端は発熱源に連結されている。更にランナー51の端部に連設する多孔質部58を配置する。多孔質部58は一端から他端まで連続した空洞を複数有する多孔質材からなる。また、体積のより小さい方の三角容器状の成形品転写部73に連通するオーバーフロー部74を3箇所に設け、これらオーバーフロー部74にそれぞれ連設される多孔質部75を配置する。樹脂流動調整部56、多孔質部58及び75により樹脂流動経路部の樹脂の流動性を調整する。
(もっと読む)
レンズ製造方法
【課題】レンズ上の段差構造を全域に亘って均一に高転写させることができるとともに、レンズの巨視的な表面形状を高精度にできるレンズ製造方法を提供すること。
【解決手段】キャビティCVの充填時の樹脂の射出率を1.2cm3/sec以上とするので、キャビティCVの全体にわたって輪帯状の段差構造に対応する微細構造SSに樹脂が十分入りきらない状態で固化することを防止できる。これにより、回折パターンFPの全体的な転写率低下とレンズ透過光量の低下とを抑えることができる。また、射出率を30cm3/sec以下とすることで、キャビティCV内を緩やかに充填して回折パターンFPの転写率が不均一に低下することを防止しつつ、レンズOLを巨視的に見た場合の表面形状精度を向上させることができる。
(もっと読む)
射出成形用金型及び射出成形方法
【課題】樹脂成形品におけるウエルドラインを効率よく防止できる技術を提供する。
【解決手段】金型本体1の内部に、樹脂を成形するためのキャビティ13が形成される。ピン部材2の一端側21は、キャビティ13の内部に配置される。ピン部材2の他端側22は、金型本体1の外部に実質的に露出される。光源3は、ピン部材2の他端側22に加熱用のレーザ光を照射する。レーザ光をピン部材2の他端側22に照射することにより、ピン部材2を局部的に加熱することができる。ピン部材2の熱伝導率は、ピン部材2に接触する金型本体1よりも実質的に高いことが好ましい。
(もっと読む)
射出成形機
【課題】シリンダ全体を必要以上に加熱することなく、型締めによって生じるノズル先端部の熱逃げを抑制して、より安定した成形動作を行える射出成形機を提供する。
【解決手段】可塑化された樹脂材料を一対の金型により形成されるキャビティ内へ射出するノズルを有する射出機構部2と、一対の金型の型締めを行う型締め機構部と、型締め機構部におけるノズル10の周囲の位置に配置され、ノズルを加熱する加熱部24を有する加熱部材9とを備える。
(もっと読む)
可塑化送出装置およびこれを含む射出成形機
【課題】射出成形機に用いられるスクロール形式の可塑化送出装置において、バレルの昇温によるロータの熱環境を改善してロータ外周部での樹脂詰まりやロータ駆動部への伝熱を抑制する。
【解決手段】材料流入通路が一端面に開口するバレルと、このバレルの一端面に摺接する端面を有し、当該バレルの材料流入通路の開口を中心として駆動回転し得るロータと、このロータの端面に形成されてバレルの一端面との間に成形材料の可塑化通路を画成し、外側端部から成形材料が供給されると共に内側端部がバレルの材料流入通路の開口端に連通する螺旋溝とを具えた本発明による可塑化送出装置は、バレルおよびロータの少なくとも一方が熱伝導率の異なる2種類以上の材料を組み合わせて一体的に形成したものである。
(もっと読む)
金型組立体、射出成形方法、及び、成形品
【課題】高い耐久性を有し、平面、曲面を問わず製作可能であり、B5サイズ以上の面積の大きな面積であっても作製可能な入れ子を備え、極めて高い平滑性を有する成形品を成形するための金型組立体を提供する。
【解決手段】金型組立体10は、(A)第1金型部11、第2金型部12、溶融樹脂射出部14A, 14B、キャビティ13を備えた金型、並びに、(B)入れ子20A, 20Bを備えており、入れ子20A, 20Bは、(a)金属製ブロック31A, 31B、(b)厚さ0.03mm乃至1mmの金属下地層32A, 32B、及び、(c)金属下地層32A, 32B上に形成された、セラミックスから成る溶射皮膜33A, 33Bから構成されており、溶射皮膜は厚さ方向に変化した気孔率を有し、気孔率は溶射皮膜表面に近い側ほど低い値であり、溶射皮膜の表面には、10原子%乃至45原子%の水素原子を含有する炭素水素固形物から成る炭素水素固形物被膜が形成されている。
(もっと読む)
1 - 20 / 54
[ Back to top ]