
Fターム[4F206AJ14]の内容
プラスチック等の射出成形 (77,100) | 装置又は装置部材の材料の特徴 (815) | 性質の特徴(←離型性) (220) | 摩擦特性(←耐摩耗性) (41)
Fターム[4F206AJ14]に分類される特許
1 - 20 / 41
電子ビーム照射により表面改質した成形機、成形機用のスクリュ及び成形機用のプランジャ
【課題】成形材料との接触面に対して電子ビームを照射することでその表面を改質し、特に耐腐食性や耐摩耗性を高めた成形機、成形機用のスクリュ及び成形機用のプランジャを提供する。
【解決手段】成形材料を押し出して又は金型に充填して又は金型に供給して成形する成形機において、前記成形材料との接触面の一部又はその全部に電子ビームを照射して表面改質する。電子ビーム照射により高い耐食性や耐摩耗性を有する金属元素(例えばクロム、モリブデン、コバルト等)が表層に析出するので、当該表面の耐食性や耐摩耗性を向上させることができる。
(もっと読む)
成形機の摩耗評価方法

【課題】射出成形機に組みつけられたスクリューを取り外すことなく摩耗状態を判別できるようにした摩耗評価方法を提供する。
【解決手段】成形体を成形するための原料である所定量のペレットに所定量のカルシウムを加えた第1の対象物質から、第1のクロムの質量濃度Cと第1の基準質量濃度Aとを抽出し、これらから基準値Xを算出する。成形体に含有されている物質の所定量に、ペレットに加えたカルシウムと同量のカルシウムを加えた第2の対象物質から、第2のクロムの質量濃度C´と第2の基準質量濃度A´とを抽出し、これらから比較値X´を算出する。比較値X´が、基準値Xを60倍した数値以上のときにはスクリュー3の摩耗があるとして判別できる一方で、基準値Xを60倍した数値未満のときにはスクリュー3の摩耗がないとして判別できることから、スクリュー3を取り外して確認することなく摩耗を判別評価することができる。
(もっと読む)
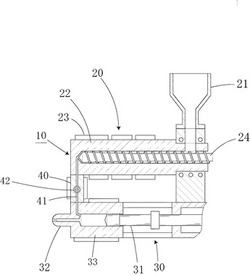
射出成形機のロータリ式シャットオフ弁
【課題】ロータとロータケーシングとの間の摩耗が少なく、また密着度が調節できる射出成形機のロータリ式シャットオフ弁を提供する。
【解決手段】ロータ(22)の軸受装置を、ロータケーシング(10)に装着されるオイルレス金属製の円筒状の軸受リング(30)と、断面が楔形の隙間調整リング(31)と、調整ナット(27)とから構成する。調整ナット(27)により、隙間調整リング(31)を軸受リング(30)とテーパ部(24)との間に押し込む。押し込む位置により、軸受リング(30)と隙間調整リング(31)との間の密着度あるいは隙間、および隙間調整リング(31)とロータのテーパ部(24)との間の密着度あるいは隙間を調整する。
(もっと読む)
トランスファ成形方法及び成形装置
【課題】ポットからの樹脂漏れを防止するとともに、プランジャをスムーズに摺動させることができるトランスファ成形方法及び成形装置を提供すること。
【解決手段】高周波加熱より溶融させた樹脂20aをキャビティ15に加圧、注入してワークWを樹脂封止するトランスファ成形方法において、金属により形成され上型11、及び絶縁物により形成された下型12に備わる金属製のプランジャ13が高周波発生装置14に接続されており、ワークWの一部を、キャビティ15の外で上型11に接触させた状態で型締めして、高周波発生装置14により上型11及びプランジャ13に高周波を印加し、ワークWを高周波電極として機能させてポット17内に配置した樹脂タブレット20を高周波加熱する。
(もっと読む)
射出成形方法
【課題】 製品の意匠面に生ずるヒケ等の外観不良を防止するに好適な射出成形方法を提供する。
【解決手段】 本発明によれば、意匠面側の金型キャビティ温度を反意匠面側の金型キャビティ温度より高く設定するとともに、反意匠面側の金型キャビティ面に、樹脂をコーティングしたりする等して、樹脂が離型しやすくなるように表面加工する。この状態の金型で、樹脂の射出完了後に型締力を低下させて、短時間で金型内での樹脂圧力が0Paとなるように制御することによって、反意匠面側の金型キャビティ面と樹脂を短時間で離型させることにより、意匠面側の樹脂に樹脂の熱収縮による影響がでないようにして、ヒケの発生を抑制する。なお、前述の射出完了後に反意匠面側の金型キャビティ面にガスを注入すれば、前述の発明の効果が更に高まる。
(もっと読む)
シリンダ型塗料注入機
【課題】熱硬化性塗料の注入を繰り返し行った場合でもウェアリング及びシリンダ内周面において熱硬化性樹脂に由来する固化物が発生せず、金型内被覆形成方法において実用的な注入速度で長期間熱硬化性塗料の注入を行うことができるシリンダ型塗料注入機を提供すること。
【解決手段】シリンダ、シリンダの内部に組み込まれたピストン、及びピストンの前面とシリンダの内面とによって囲まれたシリンダ空間を有し、該ピストンの外周面にはウェアリング又はシールが備えられている、金型内被覆形成方法における熱硬化性塗料の供給源として使用されるシリンダ型塗料注入機であって、該ウェアリング又はシールの外周面とシリンダ内面の摩擦抵抗を低減する手段が施されている、シリンダ型塗料注入機。
(もっと読む)
射出成形用金型及び複合品の製造方法
【課題】金属製材料の表面の加飾と裏面の樹脂部の成形とを良好に行うことができる射出成形用金型及び複合品の製造方法を得る。
【解決手段】凸状部20aを有する金属体20の表面に加飾層を形成するとともに、金属体20の裏面に樹脂部が形成された複合品の製造に用いる射出成形用金型であって、金属体20を配置する第1型1と、第1型1と型締めして、第1型1と金属体20との間に樹脂注入用のキャビティを形成する第2型2と、第1型1と第2型2との型締め前に、転写シート12を第2型2の型面から離間する位置に配置するとともに、転写シート12を金属体20の凸状部20aに押し付けつつ、凸状部20aに沿って接触させる加飾シート保持機構と、を備えた。
(もっと読む)
成形用超硬部材と該部材搭載の成形機
【課題】耐磨耗性を大幅に向上でき、長時間にわたって連続使用できるようにした成形機とその製造方法とを提供する。
【解決手段】円筒状又は外周に螺旋羽根部14bが形成され、隣接する螺旋羽根部14b同士が連続する状態として円柱状の超硬焼結分割体12A、12B、12C…又は14A、14B…を複数にて軸方向に接続一体化した成形用超硬部材であって、超硬焼結分割体12A、12B、12C…又は14A、14B…の接合面において、一方の超硬焼結分割体の接合面23に突設された接合突部24が他方の分割体の接合面23に凹設された接合凹部26内に嵌め込まれて焼結一体化していることを特徴とする。
(もっと読む)
プラスチック成型部品を製造するための装置及びその使用
押出機(2)及び押出機の吐出口下流に配置されている成形金型(4)を備えたプラスチック成型部品を製造するための装置が提示され、その際押出機内にはスクリュー(5)が、一方は回転可能に、他方は軸方向に移動可能なように案内され、それによって押出機内にある液状のポリマー、プレポリマー又はモノマーが成形金型内に移送される。さらに、スクリューの自由端のエリアに逆止め弁(10)が配置されている。押出機の内側の周囲壁に当接する逆止め弁(10)の遮断リング(21)が、その外周囲の少なくとも一部に配設されたシーリング(26)を含み、このシーリングが遮断リングを押出機の周囲壁に対してシールする。 (もっと読む)
転写箔送り装置
【課題】金型内への転写箔の引き込まれ代を一定にして加飾成形品の成形不良を解消することができる転写箔送り装置を提供する。
【解決手段】ロール状に巻かれた転写箔を箔供給ロールから送り出し、金型のパーティング面を通過させた後、箔巻取ロールに巻き取るように構成された転写箔送り装置において、上記箔供給ロールから上記転写箔を増し送りするか、または上記箔巻取ロールに巻き取った上記転写箔を所定量巻き解くことによって上記金型のキャビティ内に引き込まれる転写箔の引き込まれ代を一定量供給する箔送り調整手段を備えてなることを特徴とする。
(もっと読む)
射出圧縮成形金型
【課題】 成形時の側面形成ブロックとコアブロックの間でのカジリの発生を防止するとともに成形品への問題となるバリの形成を防止することができる射出圧縮成形金型を提供する。
【解決手段】 金型本体部15と一体に設けられるコアブロック18と、コアブロック18に対して型開閉方向に相対位置変更される側面形成ブロック29,30,31とが第1の金型12に設けられ、側面形成ブロック29,30,31と第2の金型13とが面当接されて容積可変のキャビティC1,C2が形成される射出圧縮成形金型11において、側面形成ブロック29,30はコアブロック18に向けて押圧されるとともに、側面形成ブロック29,30,31の内側面29b,30b,31bおよびコアブロック18の外側面18bの少なくとも一方には耐摩耗加工Wがなされている。
(もっと読む)
成形機用プランジャ
【課題】 樹脂を成形する射出成形機に装着されるプランジャには、高い耐摩耗性と耐食性が要求される。このプランジャは鋼系軸材に表面処理を施したものが使用されるが、近年の成形樹脂へのガラスなどの添加剤の増加や成形条件の過酷化により、十分な効果を発揮していない。本発明は耐食性、耐摩耗性に優れ、安定して高品位な成形が可能な成形機用プランジャを提供すること目的とする。
【解決手段】 本発明の成形機用プランジャは、鋼製軸材の外周面の少なくとも溶融樹脂と接触する部分に、コバルトまたはニッケルを主体とする基地中に体積率で5〜40%の炭化タングステンを分散させたライニング層を金属結合してなることを特徴とする。また、前記鋼製軸材の室温から400℃までの熱膨張係数が10〜15×10−6/℃、前記ライニング層の室温から400℃までの熱膨張係数が7〜13×10−6/℃であることを特徴とする。
(もっと読む)
射出樹脂成形機用加熱シリンダ
【課題】加熱シリンダの磨耗しやすい部位毎に超硬度スリーブを設けることにより、長期耐用できるうえに、磨耗した部位の超硬度スリーブのみ交換すればよいのでランニングコストを大幅に低減できる射出樹脂成形機用加熱シリンダを目的とする。
【解決手段】樹脂原料供給口3aが形成される供給筒部3と、樹脂を加熱溶融する加熱筒部4と、溶融された樹脂を金型内に射出する射出筒部5とを分離自在な連繋部材6により連結した加熱シリンダ1であって、前記供給筒部3の筒孔30の樹脂原料供給口3aから樹脂送出し方向に発生する樹脂の送り込み摩擦が高い部位に超硬度スリーブ34aを嵌着するとともに、射出筒部5の射出圧が高く樹脂温度が高い部位に超硬度スリーブ54を嵌着し、供給筒部3や射出筒部5が磨耗することを防止するものである。
(もっと読む)
はすば歯車用成形装置
【課題】 製造コストが安価でありながら高精度な成形が可能な成形装置を提供する。
【解決手段】 基台21にコア本体22を固定するとともに、このコア本体22の周囲に側面型部材26を設ける。側面型部材26は、筒部26aと、この筒部26aの上部に設けるとともに内側に向かって張り出した環状凸部24を有し、上記環状凸部24の張り出し面には軸線に対して傾斜した溝からなる歯形26dを形成する。上記基台21と上記筒部26aとの対向面のいずれかであって、コア本体22の外方にガイド溝28を形成するとともに、このガイド溝28には転動体30を転動可能に組み込む。しかも、上記転動体30にはガイド溝28から突出する方向の弾性力を付与させる。
(もっと読む)
成形機用シリンダ
【課題】 遠心鋳造法を用いてシリンダを製造する際、溶融したライニング層合金により鋼製外筒の一部が溶かされ、鋼製外筒の主成分である鉄がライニング層合金中に溶け込み、その耐食性を低下させる問題があった。本発明は、ライニング層への鉄の混入を抑制し、耐食性に優れる成形機用シリンダを提供することを目的とする。
【解決手段】 本発明の成形機用シリンダは、中空円筒状の鋼製外筒の内面側にニッケルを主体とする耐摩耗耐食性合金からなるライニング層を形成した成形機用シリンダであり、前記ライニング層と鋼製外筒の間に中間層を形成させ、該中間層はニッケルを主体とする基地中に高融点粒子を含んでなることを特徴とする。
(もっと読む)
射出成形機用ノズルおよび射出成形機用スプール
【課題】流路の摩耗を効果的に抑制することが可能な射出成形機用ノズルおよび射出成形機用スプールを提供する。
【解決手段】被成形材料を流す流路2aを有するノズル本体部2と、流路2aより被成形材料を射出する射出口3aを形成する耐摩耗部品3と、ノズル本体部2と耐摩耗部品3とを接着する接着層4と、を備えた、射出成形機用ノズル1。
(もっと読む)
成形機用シリンダ
【課題】 硫酸ガス、硫黄ガスを発生する樹脂などを成形する射出成形機に装着されるシリンダは、従来コバルト基合金のライニング層が用いられてきた。これまで、コバルト基ライニング層の摩耗性の改善はなされてきたが、依然スクリュなどと接触することによる、カジリを抑制することは不十分であった。本発明の成形機用シリンダは、耐食性に優れ、なおかつ耐カジリ性に優れるシリンダを提供すること目的とする。
【解決手段】 本発明の成形機用シリンダは、ライニング層がコバルト基合金からなる基地と、その金属組織中にコバルト珪化物と、クロムおよびコバルトよりなる硼化物を含むことを特徴とする。ライニング層中のコバルト珪化物は、面積率で20%〜60%含むことを特徴とする。また、ライニング層は、化学成分が質量%で、Si:5.0〜9.0%、Cr:12.0〜20.0%、B:2.0〜4.0%および残部実質的にCoからなることを特徴とする。
(もっと読む)
射出成形機の関節部構造
【課題】固体潤滑剤に代わる摩耗対策が講じられた射出成形機の関節部構造を提供することを課題とする。
【解決手段】筒状の第1部材41の内周面並びに軸状の第2部材42の外周面には、銅又は銅合金の素地中にCr、Nb、V、Zr、Mo及びTiの少なくも1つからなる元素の粒子が0.5〜10質量%と、固体潤滑剤の粒子が1〜10質量%とが分散されている固体潤滑剤分散銅系焼結層45が形成されている。
【効果】固体潤滑剤分散銅系焼結層には、微細な固体潤滑剤の粉が分散され、この固体潤滑剤の粉が潤滑作用を発揮する。固体潤滑剤は、1〜10質量%と添加量が少量であって、且つ焼結層に分散させたので、焼結層から脱落し、飛散の心配は殆ど無い。
(もっと読む)
成形機用スクリュ
【課題】 粉末高速度工具鋼で形成されてなり、十分な硬さを有し耐摩耗性に優れるとともに、折損を防止する十分な靭性を有する射出成形機や押出成形機に用いられるスクリュを提供する。
【解決手段】 質量%でC:0.5%以上2.0%未満、Si:1.5%以下、Mn:1.0%以下、Cr:3.0〜7.0%、W:2.0〜22.0%、Mo:2.0〜15.0%、かつW+2Mo:12.0%超え34.0%以下、V:1.0〜8.0%、Co:1.0〜15.0%、残部Feおよび不可避的不純物を含有する粉末高速度工具鋼からなることを特徴とする。
(もっと読む)
成形機用シリンダ
【課題】 ガラス繊維などを多量に添加した樹脂などを成形する射出成形機用シリンダは高耐摩耗性が要求される。そのため、成形機用シリンダのライニング層に、炭化タングステンなどの硬質粒子を分散させたシリンダが使用されている。しかし、ライニング層中に硬質粒子を多量に含有させると、被削性が著しく劣る。
【解決手段】 本発明の成形機用シリンダは、ライニング層がニッケルを含む基地と、金属タングステン中に炭化タングステンが分散した硬質粒子とにより構成されていることを特徴とする。また、硬質粒子中の炭化タングステンの含有量が面積率で20〜80%、ライニング層に占める前記硬質粒子の含有量が面積率で20〜80%、硬質粒子の最大長さが250μm以下、ライニング層に硼化タングステンを面積率で5〜20%含むことを特徴とする。
(もっと読む)
1 - 20 / 41
[ Back to top ]