
Fターム[4F206AR10]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 速度 (333) | 加速度 (16)
Fターム[4F206AR10]に分類される特許
1 - 16 / 16
液晶高分子成形体
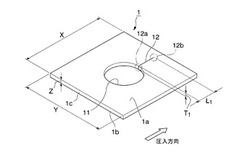
【課題】開口部を有し、ウエルド部の強度が高く、表面性も良好な液晶高分子成形体の提供。
【解決手段】球形フィラーを含有する液晶高分子組成物を射出成形して得られた、開口部11を有する成形体1であって、開口部11から外側へ向けて延びる、射出成形で生じたウエルド部12を有し、ウエルド部12は、開口部11における厚みT1が2.5mm以下であり、且つ成形体表面1aに沿って、厚みT1の2倍以上の長さL1を有することを特徴とする液晶高分子成形体。
(もっと読む)
金型の保護方法および保護装置

【課題】金型が取り替えられる度に煩雑な設定をする必要がなく、金型間に異物が挟まったら確実に型締動作を停止する、金型の保護方法を提供する。
【解決手段】可動金型(12)を固定金型(11)に対して型閉して所定の型締力で型締するとき、可動金型(12)が固定金型(11)から所定量だけ離間した型開位置から可動金型(12)が固定金型(11)にタッチする型閉位置までの間、固定盤(5)の振動を監視して、所定のしきい値を超える加速度の振動を検出したら、型閉動作を停止する。
(もっと読む)
射出成形機の可動部の加減速制御方法
【課題】1つの移動指令での移動中において、モータの位置に応じて加速度を変更して加減速制御できる射出成形機の可動部の加減速制御方法を得る。
【解決手段】射出成形機の可動部をモータで駆動する。移動指令による目標位置までの移動中のモータの位置(0〜P(0)、P(0)〜P(1)、P(1)以上)に対応する加速度(a(0)、a(1)、a(2))を加速度パターンとして予め制御装置に設定しておく。モータ駆動中、前記加速度パターンに基づいて、モータの位置に応じて加速度を変更し加減速制御して速度を制御することにより、射出成形機の可動部の速度を制御する。
(もっと読む)
射出成形機
【課題】使用する原料樹脂の粘度によらず、起動時におけるスクリュの回転制御を適正化できて、高品質の成形品を成形可能な射出成形機を提供する。
【解決手段】製品の射出成形を開始する前に実行される原料樹脂のオートパージ中又は試し打ち期間中において、計量用サーボモータ3の起動と同時に立ち上がるスクリュ2の背圧、計量用サーボモータ3の負荷トルク、若しくはスクリュ2の後退速度等を求め、求められたこれら装置各部の駆動状態が、対応するそれぞれの設定値P0,T0,S0をオーバーシュートする場合には、起動時におけるスクリュ2の回転角加速度をより低い値に切り替えて、設定値P0,T0,S0をオーバーシュートしない駆動状態にする。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】リングマークの発生を抑制し、外観良好な熱可塑性樹脂成形体を製造する方法を提供する。
【解決手段】キャビティ40を形成するキャビティ面31を有する一対の金型10を開放状態とし、前記キャビティへ熱可塑性樹脂51の供給を行う供給工程と、前記熱可塑性樹脂の供給が完了するまでに、前記金型の型締めを開始し、型締めを行う型締め工程を有する成形体の製造方法であって、前記金型の型開き及び型締めを行う駆動装置の駆動源は、電動機であり、前記型締め工程開始時における前記装置の型締め速度の加速度は、35mm/sec2以下とする。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】リングマークの発生を抑制し、外観良好な熱可塑性樹脂成形体を製造する方法を提供する。
【解決手段】キャビティを形成するキャビティ面を有する一対の金型を、型締め方向のキャビティクリアランスが所定位置となるまで型締めを行う第一型締め工程と、前記金型を、型締め方向のキャビティクリアランスが所定位置となるまで開きながら前記キャビティへ熱可塑性樹脂の充填を開始する供給工程と、前記熱可塑性樹脂の供給が完了するまでに、前記金型の型締めを行う第二型締め工程を有する成形体の製造方法であって、前記金型の開閉を行う駆動装置の駆動源は、電動機であり、前記供給工程において、型開き状態から型開きを停止するまでの前記金型の型開き速度の減速度は、25mm/sec2以下とする。
(もっと読む)
射出成形機の制御方法
【課題】加熱シリンダに対して比較的多くの樹脂が一度に供給された場合でも、樹脂材料がおこし状態となることを抑制し、樹脂材料の可塑化を円滑に行う。
【解決手段】先端に射出ノズルが設けられた加熱シリンダと、樹脂材料を供給するホッパと、加熱シリンダ内に配設されたスクリュとを備え、計量・貯留工程、及び射出工程を順に行う射出成形機において、計量・貯留工程におけるスクリュの設定回転数を設定させる設定回転数設定手段26と、計量・貯留工程の開始初期におけるスクリュの初期回転数を設定させる初期回転数設定手段27と、スクリュの回転数が初期回転数に到達してから設定回転数に達するまでの回転数立上り時間を設定させる立上り時間設定手段28とを具備する。そして、設定されたこれらの回転数及び時間に基づいて、スクリュの回転数を漸次上昇させる。
(もっと読む)
成形機
【課題】ビルトイン型モータを成形動作の駆動源とした成形機において、ビルトイン型モータの回転イナーシャを低減して、ビルトイン型モータの加速性能を向上させること。
【解決手段】成形動作の駆動源としての電動モータに、内部が中空円筒の固定子と、該固定子の内部に位置する円筒形の回転子とをもつ、中空のビルトイン(Built−In)型モータを用いる成形機において、ビルトイン型モータの回転子の内周側に固定されて、ビルトイン型モータによって回転駆動される回転部材が取り付けられるスリーブの材料を、鉄未満の比重の材料、例えば、マグネシウムまたはマグネシウム合金またはアルミニウムまたはアルミニウム合金や、これらの軽金属とカーボン繊維との複合材とする。
(もっと読む)
成形機
【課題】射出用部材の前進加速を非常な急加速で行うために、保持ブロックの後退運動をメカニズム同士の当接により強制的に停止させる場合に、メカ寿命の延命化を図ること。
【解決手段】第1電動サーボモータと第2電動サーボモータをスクリュの前進させる方向と後退させる方向にそれぞれ加速して、所定の加速期間中はスクリュを停止状態におき、第2電動サーボモータで直線駆動される保持部材の後退運動を、所定のタイミングでメカ当接によって強制的に阻止させるようにした構成において、メカニズム同士が当接する際の衝撃を緩和するための衝撃緩和機構を設ける。
(もっと読む)
射出成形機
【課題】回転テーブルに任意の重量の金型を搭載しても、その金型重量に応じた好適に回転テーブルの制御条件を自動的に設定可能とすること。
【解決手段】実際に成形を行う金型を搭載した状態で回転テーブルを所定の試験回転制御条件に基づいて回転させることにより、サーボモータの計測トルクデータを取得し、この計測トルクデータと予め記憶しておいた複数の参照用計測トルクデータとを比較し、計測トルクデータに最も近い参照用計測トルクデータを特定して、特定した参照用計測トルクデータに対応して予め記憶しておいた好適な候補制御条件を、実際に成形を行う際の制御条件として自動的に用いる。
(もっと読む)
取出し機の制御装置
【課題】本発明は、取出し機が成形機の構成部品に取り付けられたとしても、成形機の作動に悪影響を及ぼさないように取出し機を制御する制御装置を提供することを課題とする。
【解決手段】取出し機10は射出成形機30に取り付けられる。取出し機10は、成形品を保持する保持部12が設けられたアーム部14を有する。アーム部14を移動させる移動機構16と、移動機構16の駆動を制御する制御装置24とが設けられる。制御装置24は、射出成形機の成形工程のうち、移動機構16の駆動により発生する振動が悪影響を及ぼす所定の工程が開始される時点において、移動機構16が振動を発生しない状態か所定の大きさ以下の振動を発生する状態となるように、移動機構16を制御する。
(もっと読む)
成形機
【課題】 運転条件としての速度設定値または圧力設定値を区間毎に数値入力で多段設定するマシンにおいて、表示装置上にグラフィック表示される設定データと計測データとが、ほぼ一致するようにすること。
【解決手段】 運転条件としての速度設定値または圧力設定値を区間毎に数値入力で多段設定することにより、表示装置上に速度設定データのグラフィック表示または圧力設定データのグラフィック表示を行うことが可能な成形機において、数値入力による多段速度設定データまたは多段圧力設定データに基づき、加減速制御条件を加味して、運転時の実際の制御に用いるための実速度設定データまたは実圧力設定データを算出して、この実速度設定データまたは実圧力設定データを用いてマシンの運転制御を行うと共に、表示装置上に実速度設定データまたは実圧力設定データをグラフィック表示する。
(もっと読む)
射出成形機の制御装置
【課題】異常発生時に停止制御する射出成形機の制御装置においてユーザ側で成形する成形品の変更等によって停止制御パターンの変更を可能にし、使い勝手を向上させる。
【解決手段】HMI部は主制御部からプロセスアラームを確認するための情報を受信するとタッチパネル付表示部を制御してプロセスアラーム確認のためのモニタ画面を表示する。このモニタ画面には各プロセスアラームとともに各プロセスアラームに対応したモニタ値や限界値、アラーム設定状態及び現在設定されている停止制御パターンが一括表示される。そして、例えば、サイクル時間のプロセスアラームの停止制御パターンを変更するときには、そのプロセスアラームを選択操作することでサイクル停止動作選択画面Aが表示される。ユーザは、この画面Aにおいて変更する停止制御パターンにチェックを付すことで停止制御パターンの変更を行うことができる。
(もっと読む)
プラスチック製品の製造装置および製造方法
少なくとも1つのランナチャンネル(14B)が終端する少なくとも1つのモールドキャビティ(11)が設けられる金型(2)を備え、さらに、所定量の少なくとも部分的に可塑化されたプラスチックを、前記ランナチャンネルに動作的に供給するプレス装置(18)が設けられ、前記プレス装置(18)と前記少なくとも1つの金型(11)との間には、前記プレス装置(18)から供給される可塑化プラスチック(24)を一時的に蓄える少なくとも1つのバッファチャンバ(13)が設けられ、可塑化プラスチック(24)を、前記少なくとも1つのバッファチャンバ(13)から少なくとも1つのモールドキャビティ(11)内に圧入する少なくとも1つの移動体部材(21)が設けられることを特徴とするプラスチック製品の製造装置。  (もっと読む)
(もっと読む)
プランジャユニット
【課題】キャビティに流動性樹脂を安定して注入するプランジャユニットを提供する。
【解決手段】軸12を有するプランジャ11と、軸12の一部を内設するホルダ16と、ホルダ16を進退させる駆動部25と、軸12に取り付けられホルダ16に内設されたピストン14と、軸12を弾性支持するばね23と、ホルダ16の内側にピストン14を含んで設けられ磁気粘性流体20が充填された作動流体室19と、ホルダ16の内面とピストン14の側面との間に設けられた間隙17と、ピストン14の側面に設けられた電磁石15と、プランジャ11の相対的な下降を検出する近接センサ26,27,28と、近接センサ26,27,28から受け取った信号に基づき電磁石15を励磁する制御部29とを備える。制御部29は、プランジャ11の相対的な下降を示す信号を受け取った場合には、電磁石15を励磁して間隙17における磁気粘性流体20の粘性を増加させる。
(もっと読む)
射出成形機
【課題】 金型内の樹脂に、超高速振動による大きな振動エネルギーを付与可能とすること。
【解決手段】 金型内に溶融樹脂を射出充填する射出成形機において、金型の少なくとも一部、例えば中子金型に振動を与えるための駆動源にリニアモータを用いて、樹脂の一面全体に接触する中子金型によって、金型のキャビティ内の樹脂全体に振動エネルギーを付与するように構成するとともに、前記リニアモータは、巻線が巻回された固定子と、該固定子に対して直線移動する可動子とからなり、前記固定子は、磁極歯同士が対向する複数の対向部を有すると共に、複数の対向部は、隣り合う対向部の磁極歯が互い違い構造をとり、前記対向部を構成する磁極歯の間に、永久磁石を有する直線状の前記可動子が配置されたものとする。
(もっと読む)
1 - 16 / 16
[ Back to top ]