
Fターム[4F206AR20]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | その他の調整制御量 (475)
Fターム[4F206AR20]に分類される特許
161 - 180 / 475
射出成形装置及び射出成形方法
【課題】非酸化性ガスで置換された筐体内で成形を行うことにより樹脂焼けによる品質劣化のない射出成形品を得る。
【解決手段】射出成形装置10は筐体13内に射出成形機12が配置されている。この射出成形装置10は、筐体13に設けられた給気管58及び排気管60と、給気管58から筐体13内に窒素ガス(N2)を供給する非酸化性ガス発生装置14とを備えている。
(もっと読む)
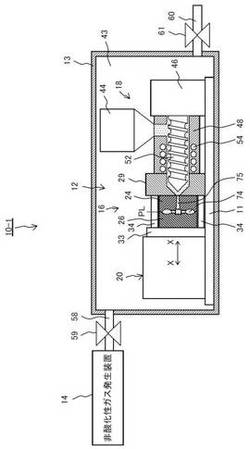
射出成形装置及び射出成形方法

【課題】非酸化性ガスで置換された空間内で成形を行うことにより樹脂焼けによる品質劣化のない射出成形品を得る。
【解決手段】射出成形機12により成形品73を成形する射出成形装置10において、可動型26と固定型24の間の空間(置換室43)を気密に覆う隔壁42と、この隔壁42に設けられた給気管58及び排気管60と、給気管58から置換室43に窒素ガス(N2ガス)を供給する非酸化性ガス発生装置14とを備えている。
(もっと読む)
電動射出成形機の電力供給方法および電力供給装置
【課題】射出工程時の最大電力を低減して、受電設備の電力容量を少なくできる、電動射出成形機の電力供給装置を提供する。
【解決手段】サーボアンプ(SA1、SA2、…)に電力を供給する電力供給装置(1)に、電力貯蔵回路(4)を備えた電力貯蔵装置(3)を設ける。電力貯蔵回路(4)を、直流電圧の正端子(P)と負端子(N)間にダイオード(D1、D2)を両端に介して接続されたコイル(L)からなる基本回路(7)と、直流電圧源(P’)とスイッチ(SW1、SW2)とコイル(L)とからなる回路とから構成する。直流電圧源(P’)からコイル(L)に電流を流して、電磁エネルギとして電力を貯蔵して、射出工程時に貯蔵された電力を正端子(P)と負端子(N)から供給する。
(もっと読む)
プラスチック光学素子、光走査装置及び画像形成装置
【課題】厚肉、偏肉形状であっても、従来と同等の生産コストで、かつレンズ面形状に優れ、内部ひずみが均質に低減された高い光学性能を有する高精度なプラスチック光学素子、該プラスチック光学素子を備えた光走査装置、画像形成装置を提供する。
【解決手段】光走査装置の前記結像光学系に備えられるプラスチック光学素子において、被転写面を有する金型のキャビティ内の樹脂に樹脂圧力を発生させ、該被転写面を転写することにより形成され、光線の入射面及び出射面となる2つの転写面を有し、前記転写面以外の一部に、金型のキャビティ形状を不完全転写することにより形成した非転写面を有し、かつ光線透過領域における前記非転写面の凹量の偏差が0.8mm以下であることを特徴とするプラスチック光学素子、該プラスチック光学素子を備えた光走査装置、画像形成装置。
(もっと読む)
一体化成形品の製造方法
【課題】2つの異なる材料が接合される接合部において、隙間の低減された外観の優れた一体化成形品の製造方法を提供する。
【解決手段】少なくとも一部に熱可塑性樹脂を有する繊維強化複合材料板(I)と、被着部材(II)を接合させて一体化成形品(III)を製造する方法において、該繊維強化複合材料板(I)の端部にテーパ形状を設け、次いで、該繊維強化複合材料板(I)を金型内部に挿入し、該被着部材(II)を射出成形することで、該繊維強化複合材料板(I)と該被着部材(II)を接合する工程などを有する、一体化成形品の製造方法。
(もっと読む)
微孔質材料の射出成形
【課題】微孔質物品と同様に、微孔質発泡材料を製造するのに有益な射出成型システム及び方法を提供する。
【解決手段】圧力降下速度及び剪断速度は、幾つかの具体例において重要な特徴であり、本発明は、射出成型システムにおいて、これらのパラメータを制御するシステムを提供する。他の面では、加圧された金型の上流にある核形成器を含む射出成型システムを含む。他の面では、無核の発泡剤及びポリマー材料の単一層溶液を形成するための往復スクリューを有する押出しシステムを含む。他の面では、非常に薄い壁のある微孔質材料及び非常に薄い壁のあるポリマー材料を含む。他の面では、無発泡部分と顕著な相違のない表面を有する非常に薄い壁のある部分において高い重量低減物を製造する方法を提供する。
(もっと読む)
プラスチックメッキ体の製造方法及びプラスチックメッキ体
【課題】簡単な工程で、表面平滑性を良好とし、メッキ密着強度が高く、耐熱性の良好なPAS樹脂のプラスチックメッキ体及びその製造方法の提供。
【解決手段】ポリアリーレンスルフィド(A)と、アミド基及び/又はイミド基を有するポリマー(B)と、を含む樹脂組成物からなるプラスチック成形体に、5〜35MPaの範囲にある高圧二酸化炭素を接触させる工程を用いてメッキを施すことを特徴とするプラスチックメッキ体の製造方法;該製造方法により得られるプラスチックメッキ体。
(もっと読む)
射出成形用金型及び射出成形方法
【課題】樹脂成形品におけるウエルドラインを効率よく防止できる技術を提供する。
【解決手段】金型本体1の内部に、樹脂を成形するためのキャビティ13が形成される。ピン部材2の一端側21は、キャビティ13の内部に配置される。ピン部材2の他端側22は、金型本体1の外部に実質的に露出される。光源3は、ピン部材2の他端側22に加熱用のレーザ光を照射する。レーザ光をピン部材2の他端側22に照射することにより、ピン部材2を局部的に加熱することができる。ピン部材2の熱伝導率は、ピン部材2に接触する金型本体1よりも実質的に高いことが好ましい。
(もっと読む)
金型、成形品評価方法、及び成形条件決定方法
【課題】金型内での樹脂成形品の収縮量等の変動を経時的に測定することができる金型、その金型を用いた成形品の評価方法、その金型を用いた成形条件の決定方法を提供する。
【解決手段】金型内における樹脂成形品の収縮量の経時的な変動を測定する収縮量測定部及び/又は金型内における樹脂成形品の収縮力の経時的な変動を測定する収縮力測定部を備えた金型を用いる。収縮力測定部が、収縮力を伝達する伝達部を備え、伝達部を介して収縮力を測定し、収縮量測定部が、樹脂の収縮により変位する可動部を備え、可動部の変位量を収縮量として測定する金型が好ましい。
(もっと読む)
型締装置の型締力補正方法
【課題】 小型の金型でも型締力に対する正確な調整を行い、かつ使用する際の融通性を高めるとともに、スプリング内蔵金型を用いる場合などでも型締力の調整を確実かつ的確に行うことにより汎用性及び信頼性を高める。
【解決手段】 サーボモータ3により回転駆動するトグル式型締装置を使用するとともに、型締工程における金型タッチ位置により設定した高圧型締を開始する高圧型締切換位置Xpから型締終了位置Xdまでの高圧型締区間Zpにおける高圧型締に伴う負荷の大きさを型位置により積分して求める仕事量を使用し、予め、高圧型締区間Zpにおける高圧型締に伴う基準となる仕事量(基準仕事量Ws)を設定するとともに、生産稼働中に、高圧型締区間Zpにおける高圧型締に伴う仕事量(検出仕事量Wd)を検出し、この検出仕事量Wdと基準仕事量Wsの偏差Keに基づいて型締力を補正する。
(もっと読む)
樹脂封止装置
【課題】再登録作業を要することなく簡易かつスムーズに、被成形品の種類に応じた金型の制御を実現する。
【解決手段】被成形品を上下金型114、115でクランプした状態で樹脂にて当該被成形品を封止する樹脂封止装置100であって、金型114、115が複数種類の被成形品をクランプすることが可能であり、該複数種類の被成形品に対応するデータを記憶しておく記憶部160と、該記憶部160に記憶されたデータのうち特定種類の被成形品に対応するデータを選択する入力部170と、該入力部170により選択されたデータに基づいて金型114、115を制御可能な制御部150と、を備える。
(もっと読む)
射出成形機及びその制御方法
【課題】ポンプを作動させるのに伴って騒音が発生するのを抑制することができ、ポンプ及び液圧駆動装置のコストを低くすることができるようにする。
【解決手段】モータと、複数のシリンダが形成されたシリンダブロック、及び各シリンダに対して進退自在に配設されたピストンを備えたポンプと、ポンプの回転速度及びシリンダの数によって算出されるポンプの脈動周波数と同じ周波数の脈動抑制信号ur、vr、wrを発生させ、モータを駆動するための駆動指令信号に脈動抑制信号ur、vr、wrを加算する制御部とを有する。モータを駆動するための駆動指令信号に脈動抑制信号ur、vr、wrが加算されるので、吐出圧の変化に伴う衝撃を小さくすることができる。ポンプの吐出圧に脈動が発生するのを抑制することができ、騒音が発生するのを抑制することができる。
(もっと読む)
撮像レンズの製造方法、撮像レンズ、撮像ユニット及び撮像ユニットの製造方法
【課題】吸湿による屈折率の変動を抑制する。
【解決手段】撮像レンズの製造方法は、レンズ本体23の構成材料として、60℃,90%RH(相対湿度)環境下での飽和吸水率W90が0.5重量%以上の樹脂材料を用いる。当該製造方法では、前記樹脂材料を所定形状に成形し、前記樹脂材料の吸水率WAが式(1)の条件を満たすように前記樹脂材料を調湿する。
W90×1/3<WA<W90×2/3 … (1)
(もっと読む)
射出シリンダ性能測定装置
【課題】 実際に溶湯を鋳造型内に射出する際にピストンロッドに付与される負荷状態をより忠実に再現できる射出シリンダ性能測定装置を提供する。
【解決手段】 射出シリンダ性能測定装置10は、プランジャ30と横シリンダ26と作動液体29とサーボ弁16を備える。プランジャ30の後端部30bには、射出シリンダのピストンロッド50が接続される。横シリンダ26には、プランジャ30が進退可能に挿入されている。横シリンダ26には、プランジャ30の前進移動に伴って体積が減少する作動室27が形成されている。作動室27には、開口22が形成されている。作動液体29は、作動室27に充填される。サーボ弁16は、横シリンダ26の開口22を通過する作動液体29の通過抵抗を調節する。
(もっと読む)
熱可塑性樹脂組成物及びその成形体
【課題】ポリ乳酸を含有し、耐熱性及び成形性に優れる熱可塑性樹脂組成物、及びその成形体を提供する。
【解決手段】ポリ乳酸(A)、セルロース誘導体(B)及び燐含有化合物(C)を含有する熱可塑性樹脂組成物であり、好ましくは、下記条件(1)及び(2)を満足する熱可塑性樹脂組成物。及び、その熱可塑性樹脂組成物を成形して得られる成形体。
(1):(A)/(B)の質量比が、40/60〜99/1。
(2):(C)の含有量が、(A)と(B)の合計100質量部に対して1〜60質量部。
(もっと読む)
クラックを有する金属膜加飾シートの製造方法
【課題】 適用可能な金属種が多く、製造条件設定が容易で、一定品質の製品を容易に得ることができるクラックを有する金属膜加飾シートの製造方法を得る。また、生産工程が少なく、短時間小労力で生産性にすぐれたクラックを有する金属膜加飾シートの製造方法を得る。
【解決手段】以下の工程からなるクラックを有する金属膜加飾シートの製造方法である。
(イ)基体シート31上に、クラック誘発層32とクラック誘発層に接して形成され、特定の金属を材料とした金属膜層33からなる母材シート1を作成する工程。(ロ)母材シート1に、50−150Nの力で張力を負荷しつつ、温度120℃−200℃を付加し、クラック母材シート3を得る工程。(ハ)クラック母材シート3の金属膜層の上に、接着層37を形成し、金属膜加飾シート5を得る工程。
(もっと読む)
射出成形機
【課題】チェックリングの磨耗を抑止することで耐久性を向上し、計量工程を高精度で安定的に行うことができる射出成形機を提供する。
【解決手段】加熱シリンダ5内に設けたスクリュー2を回転させながら後退させて溶融樹脂の計量を行い、該計量工程後にスクリュー2を前進させて加熱シリンダ5の先端に装着した射出ノズル3から金型のキャビティに溶融樹脂を射出する射出成形機において、スクリュー2の先端に構成されるヘッド8を、軸受部材7を介してスクリュー本体2aに回転自在に装着する。スクリュー本体2aが回転されることにより射出ノズル3側へ溶融樹脂が送り出され計量工程が行われている際、スクリュー本体2aの回転に伴ってヘッド8が回転されることを軸受部材7で抑止することができるので、スクリュー本体2aが回転されても、チェックリング10が加熱シリンダ5の内壁面12と摺動して磨耗することを回避することができる。
(もっと読む)
アクリル樹脂多層フィルム
【課題】耐加熱白化性に優れたアクリル樹脂多層フィルムを提供する。
【解決手段】アクリル樹脂層(A)の少なくとも一方の面に、アクリル樹脂層(B)が積層されてなり、フィルム2全体の厚さが20〜300μmであり、前記アクリル樹脂層(B)の厚さが全体の厚さの50%以下、かつ5μm以上であると共に、前記アクリル樹脂層(A)が、メタクリル樹脂3を50重量%を超え90重量%以下およびアクリルゴム粒子を10重量%以上50重量%未満の割合で含む樹脂組成物からなり、前記アクリル樹脂層(B)が、メタクリル樹脂3を60〜99重量%およびアクリルゴム粒子を1〜40重量%の割合で含む樹脂組成物からなるアクリル樹脂多層フィルム。
(もっと読む)
射出成形機の制御装置
【課題】特別な機構を用いることなく、樹脂の逆流量を検出することができる射出成形機の制御装置を提供すること。
【解決手段】図4(a)は逆流防止弁の閉鎖が早く樹脂の逆流量が少ない場合を表しており、スクリュ回転角度の最大値は小さい。図4(b)は逆流防止弁の閉鎖時間が遅く樹脂の逆流量が増大しスクリュ回転角度の最大値が大きい場合を表している。また、図4(c)は単位時間当たりの樹脂の逆流量が多く、樹脂の逆流量が増大した場合を表している。
樹脂の逆流量はスクリュ回転角度を指標として評価でき、スクリュ回転角度は計量用サーボモータに内蔵されるエンコーダからの検出信号に基づく。
(もっと読む)
成形品の製造方法および製造装置
【課題】高圧二酸化炭素の圧力および温度の変動に影響されることなく、高圧二酸化炭素に溶解する金属錯体などの溶解材料を安定した量で樹脂内へ供給でき、量産に適した成形品を改質する成形方法および成形装置を提供する。
【解決手段】溶融樹脂を用いて成形品を製造する成形品の製造方法において、高圧二酸化炭素に溶解する溶解材料を、高圧二酸化炭素に過飽和となる量で溶解させて、溶解材料が飽和濃度で溶解した高圧二酸化炭素を生成することと、溶解材料が飽和濃度で溶解した高圧二酸化炭素に、さらに追加の高圧二酸化炭素を混合させて、溶解材料が未飽和濃度で溶解した高圧二酸化炭素を生成することと、溶解材料が未飽和濃度で溶解した高圧二酸化炭素を上記溶融樹脂へ供給することと、を含む成形品の製造方法が提供される。
(もっと読む)
161 - 180 / 475
[ Back to top ]