
Fターム[4F206JW15]の内容
プラスチック等の射出成形 (77,100) | 成形品の後処理、後加工 (1,033) | 熱処理 (150) | 冷却 (20)
Fターム[4F206JW15]に分類される特許
1 - 20 / 20
樹脂成形品の製造方法
【課題】優れた耐薬品性を有し、且つ歩留まりを向上させることができる樹脂成形品の製造方法の提供。
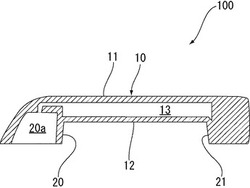
【解決手段】帯状の第1面11、第2面12及び突出部20、21を有し、熱可塑性樹脂組成物からなる樹脂成形品100の射出成形法による製造方法であって、金型キャビティ内に溶融した該熱可塑性樹脂組成物を充填する工程と、該熱可塑性樹脂組成物を該金型キャビティ内で冷却時間t1、冷却温度T1で冷却し、粗樹脂成形体を得る工程と、該粗樹脂成形体を液体冷媒中で冷却時間t2、冷却温度T2にて冷却し、樹脂成形体を得る工程と、該樹脂成形体を乾燥し該樹脂成形品を得る工程とを含み、該熱可塑性樹脂組成物がポリカーボネート樹脂及び、ポリエステル樹脂又はスチレン系樹脂を含む複合樹脂組成物からなり、t1、T1、t2及びT2が、下記(1)及び(2)の条件を満たす樹脂成形品の製造方法。(1)T1−T2=20〜70[℃](2)t1<t2
(もっと読む)
樹脂成形体の製造方法および製造システム、樹脂成形体、圧力容器

【課題】高いガスバリア性を有する樹脂成形体を簡便に製造する。
【解決手段】凹型と凸型とを有する金型に形成されたキャビティ内に成形材料を射出する射出工程S102と、金型を冷却し、成形材料が固化した成形中間体を形成する金型冷却工程S104と、金型を型開きし、成形中間体と密着する凸型を凹型から脱離させる型開工程S106と、凸型と成形中間体との間の気密性を維持しつつ、成形中間体の少なくとも一部を凸型から離型させる離型工程S108と、離型させた成形中間体と凸型との間に、凸型の温度よりも高い温度を有する温風を送気して、成形中間体を加熱する温風送気工程S110と、加熱された成形中間体を凸型とともに徐冷する徐冷工程S112と、を含む。
(もっと読む)
樹脂成形品の製造方法
【課題】ハイサイクルに樹脂成形品を冷却できる有効な射出成形製造方法を提供する。
【解決手段】冷却溶媒がパーフルオロカーボン、ハイドロフルオロカーボン、ハイドロフルオロエーテル、およびパーフルオロケトンの少なくとも1つを含み、下記特性(a)〜(d)を持つ常温において液体である冷却溶媒を使用する。(a)沸点が100℃未満であり、凝固点が−50℃以下、(b)25℃における蒸気圧が5〜28KPa、(C)25℃における密度が1050kg/m3以上、(d)25℃における表面張力が20mN/m以下を用いてハイサイクルを実現できる事を特徴とする射出成形品の製造方法。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】電子ユニットの樹脂封止において、不規則な形状を有する封止前基板を搬送するための治具と、その治具を使用する樹脂封止装置及び樹脂封止方法とを提供する。
【解決手段】電子ユニットを製造する際に使用される樹脂封止装置に、封止前基板4が配置されるトレイ7と、封止前基板4が配置されたトレイ7が配置される予熱機構14と、封止前基板4が配置されたトレイ7を予熱機構14に移送して配置する第1の移送機構12と、流動性樹脂が充填されるキャビティを有する樹脂封止型17と、予熱された封止前基板4を樹脂封止型17に搬入して配置する搬入機構16と、流動性樹脂が硬化した硬化樹脂により封止前基板4が樹脂封止されて形成された樹脂封止体5を樹脂封止型17から搬出する搬出機構19とを備える。トレイ7には封止前基板4の突起に対応する凹部が設けられ、突起と凹部とが位置合わせされて封止前基板4がトレイ7に配置される。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】電子ユニットの樹脂封止において、不規則な形状を有する封止前基板を搬送するための治具と、その治具を使用する樹脂封止装置及び樹脂封止方法とを提供する。
【解決手段】電子ユニットを製造する際に使用される樹脂封止装置に、封止前基板4が配置されるトレイ7と、トレイ7が配置される予熱機構と、トレイ7を予熱機構に移送して配置する第1の移送機構と、流動性樹脂が充填されるキャビティを有する樹脂封止型と、予熱された封止前基板4を樹脂封止型に搬入して配置する搬入機構とを備える。トレイ7には封止前基板4の突起30に対応する凹部39が設けられ、突起30と凹部39とが位置合わせされて封止前基板4がトレイ7に配置される。予熱機構にはヒータブロック41が設けられ、トレイ7の開口47において突出するヒータブロック41の台状部42の上面が、封止前基板4の放熱部材27の下面に接触する。
(もっと読む)
基板処理装置及び基板処理方法
【課題】ディスク基板を回転させる駆動装置を有効に利用して構造の簡易化を達成し、ディスク基板の反りを防止しつつ硬化促進を図ること。
【解決手段】硬化前のディスク基板Dを回転させて反りを低減しつつ硬化させる基板処理装置10であり、ディスク基板Dの中央部を支持する支持手段11と、この支持手段11に回転力を付与する駆動手段13と、当該駆動手段13の出力軸23に連結された複数の回転羽根27と、空気の通路を確保する導風手段17とを含む。ディスク基板Dを回転させることで反りが防止されるとともに、回転羽根27が回転することで、導風手段17に引き込まれる空気でディスク基板Dの硬化促進が図られる。
(もっと読む)
射出成形品の冷却方法及び装置
【課題】プラスチック製品の製造効率を向上させる。
【解決手段】十分に冷え固まる前であって変形可能な状態の射出成形品12を射出成形機41から取り出す。射出成形機41から取り出された射出成形品12を受け治具20で保持する。射出成形品12を保持した受け治具20を移動させて、受け治具20と冷却治具23との間に射出成形品12をセットする。受け治具20と冷却治具23との間にセットされた射出成形品12に空気を吹き付け、冷却する。冷却の後、射出成形品12を保持した受け治具20を、ゲートカット装置51が設置されたカット位置L3へ移動させる。
(もっと読む)
ステータの冷却装置及び方法
【課題】樹脂によりモールド成形した後のステータを短時間で冷却することができるステータの冷却装置及び方法を提供すること。
【解決手段】樹脂によりモールド成形した後のステータ20を冷却するステータの冷却装置10において、ミストを噴霧するミスト噴霧器11と、ミスト噴霧器11から噴霧されたミストをステータ20の表面に送る送風ファン12と、先端部外周がステータ20の内周面に密着して、ステータ20の内周部へのミストの侵入を防止する風をステータ20内の周部に送るための送風ノズル16とを設ける。
(もっと読む)
予備成形品の後処理および移送のためのシステム
本発明は、射出成形により製造される予備成形品(9)の後処理のためのシステムであって、予備成形品(9)を受容するための少なくとも一つの受容要素(5)と、開口した射出成形モールドの二つの分割ツールの間で前記取出要素(4)を移動させるためと、前記開口した射出成形モールドから前記取出要素(4)を移動させるための装置と、を有する取出要素(4)と、周囲圧または真空圧または減圧源に一端部が接続され、冷却剤のための出口(18)を他端部が有する、ピン形通路要素(7)を有する、少なくとも一つの後処理ピン(7)、を有する後処理要素(6)と、前記後処理ピン(7)が前記受容要素(5)の中に位置している第1位置と、前記後処理ピン(7)が前記受容要素(5)の中に位置していない第2位置との間で前記取出要素(4)を前記後処理要素(6)に対して往復させるための運動装置と、を包含し、冷却剤が前記予備成形品(9)の内壁と前記ピン形通路要素(7)の外壁との間を前記冷却剤出口(18)まで流れて前記通路要素(7)を介して排出されるように、前記第1位置において前記冷却剤が前記受容要素(5)に保持された予備成形品(9)へ前記冷却剤入口を介して導入される設計を前記取出要素(4)と前記後処理要素(6)とが持つ、システムに関する。 (もっと読む)
複合容器の製造法
【課題】食品の風味、香味などを保持することができる容器の成形充填の方法を提供する。
【解決手段】複合容器の製造法では、筒状に成形された容器本体及び容器底部と、インジェクション成形されたプラスチック蓋部3とからなる複合容器55を製造し、筒状体52の一端にインジェクション成形装置53によって蓋部を成形し、熱い蓋部の内面に液体窒素若しくは液体炭酸ガスの冷却材をノズル56から噴射して、蓋部を冷却し、筒状体内部を窒素若しくは炭酸ガスで置換し、内容物を充填し、容器底部をシールする。
(もっと読む)
溝付き成形体の成形方法及び成形装置
【課題】裏面に溝を備える溝付き成形体の成形に当たり,溝に干渉されることなく成形性を良好にすると共に,成形体の表面にひけや艶むらが発生しないようにする。
【解決手段】成形型10を閉じて,その成形型10内に溝無しの成形体01に対応するキャビティ21を形成する第1工程と,キャビティ21に溶融した合成樹脂を充填して溝無しの成形体01を成形する第2工程と,成形型10から溝形成コア20をキャビティ21側に突出させて溝無しの成形体01の裏面に食い込ませることにより,溝付きの成形体1を成形する第3工程と,成形型10を開いて溝付きの成形体1を取り出す第4工程とを実行する,溝付き成形体の成形方法において,第4工程では,溝付きの成形体1の取り出しを,溝形成コア20を溝付きの成形体1に付着した状態で行い,溝付きの成形体1の冷却後,溝形成コア20を溝付きの成形体1から離脱させる第5工程を実行する。
(もっと読む)
被成形品をモールド成形後冷却する方法及び装置
従来の吹込みモールド成形装置において、被成形品の冷却に関連する問題点は、局所的なひけマーク及び楕円化である。開示される方法、モールド成形機、及びコンピュータ可読製品は、被成形品(2)のモールド成形後冷却のためのもので、モールド成形後冷却中に、冷却速度をバランスさせる段階を備え、被成形品(2)がモールド成形後冷却から取り出される時刻と実質的に一致する時刻において、被成形品(2)を目標出口温度に達せしめる。  (もっと読む)
(もっと読む)
ポリマー成形品の製造方法およびポリマー成形品
【課題】超臨界二酸化炭素等の高圧二酸化炭素を用い、射出成形等からなる形状精度の要求されるポリマー成形品の表面改質方法にあって、成形品の形状寸法精度を維持したまま表面改質する方法を提供することを目的とする。
【解決手段】機能性材料が表面に偏在したポリマー成形品の製造方法であって、無機成分を20%以上40%以下含む非晶性熱可塑性樹脂を用いて、射出成形により前記ポリマー成形品を成形し、その後、高圧容器内で、前記ポリマー成形品に、機能性材料を溶解させた高圧二酸化炭素を接触させることを特徴とする。
(もっと読む)
リサイクルプラスチックパネル製造方法及び製造装置
【課題】比較的狭いスペースで、反りのないプラスチックパネルを容易に製造可能とし、また、容器リサイクル法による一般廃棄物中のその他のプラスチックに該当する廃棄物を原料として、木材の代用となりうる剛性と耐釘打ち性能を有するリサイクルプラスチックを製造できるようにする。
【解決手段】廃プラスチックを主成分とする原料を溶融混練機に投入し、溶融した原料をリザーバーに送り込んだ後プレス成形機の金型内に射出する。成形したパネルは冷却部で徐冷する。リザーバーを用いることでパネルの曲げ強度、曲げ剛性、衝撃強度が向上し、冷却部で徐冷することでパネルの反りを防ぐことができる。
(もっと読む)
樹脂成形品の取出し装置
【課題】 成形後の変形も自動で矯正可能とする樹脂成形品の取出し装置を提供する。
【解決手段】 金型11、12によって成形された後の樹脂成形品200を保持部130によって保持して、金型11、12外に取出す樹脂成形品の取出し装置において、保持部130に、樹脂成形品200が保持部130によって保持されている間に、樹脂成形品200の冷却収縮に伴う変形の方向とは逆方向の力を加えて矯正する矯正部134を設ける。
(もっと読む)
射出成形品の成形方法
【課題】容易な方法で成形品にヒケが発生することを確実に防止することができ、しかも、成形サイクルが長くなることのなく、成形品の表面に汚染が発生する虞の無い、射出成形品の成形方法を提供する。
【解決手段】射出成形品の成形方法は、固定金型部11、可動金型部12、キャビティ13、溶融樹脂射出部14を備えた金型組立体10を使用し、キャビティ133内に溶融樹脂射出部14から溶融熱可塑性樹脂を射出した後、キャビティ13内の熱可塑性樹脂を冷却、固化し、次いで、型開きを行って金型組立体10から成形品を取り出し、その後、成形品の表面に液体窒素を吹き付け、成形品を更に冷却、固化させる。
(もっと読む)
電子写真用シームレスベルトの製造方法
【課題】低コストで、工程数が少なく、多様性に優れたベルト状転写部材を提供し、また、転写ムラの程度が良好で、安定して回転し、蛇行による色ずれの少ない良好なカラー画像が得られる電子写真用シームレスベルトの製造方法を提供する。
【解決手段】複数の工程を有する電子写真用シームレスベルトの製造方法において、該プリフォーム内径と該延伸棒径の比M(mm)、射出容量(cm3)/射出速度(mm/sec)の比S及び該射出成形時の射出圧力P(MPa)が下記式(1)を満足することを特徴とする電子写真用シームレスベルトの製造方法。
4≦M×S×P≦400・・・(1)
1.1<M<3、1<S<15、1<P<15
M:プリフォーム径(mm)/延伸棒径(mm)
S:射出速度(mm/sec)/射出容量(cm3)
P:射出圧力(MPa)
(もっと読む)
プラスチック片の成形後冷却のための方法及び装置
成形されたプラスチック片を冷却する方法及び装置は、複数のプラスチック成形品を保持すべく構成されている取出し構造体/工程(13)を好適に備えており、複数のプラスチック成形品は、これらのプラスチック成形品の閉塞端部が取出し構造体(13)の内側に向けて配置され且つそれらのプラスチック成形品の開放端部が取出し構造体の外側に向けて配置されるように、向けられる。移動構造体/工程が、取出し構造体(13)と第1冷却ステーション及び第2冷却ステーションのうちの少なくとも1つの冷却ステーションとの間の、相対的な移動を引き起こすべく構成されている。第1冷却ステーション(20)は、複数のプラスチック成形品の開放端部を通して、それらのプラスチック成形品の内側へ冷却流体を供給すべく構成されている第1冷却構造体/工程を備えている。第2冷却ステーション(22)は、複数のプラスチック成形品の開放端部を通して、それらのプラスチック成形品の内側へ冷却流体を供給すべく構成されている第2冷却構造体/工程を備えている。  (もっと読む)
(もっと読む)
射出成形装置及び射出成形方法
【課題】 離型直後における外部の気体流動を遮断することによって、成形品を均一に冷却することができ、ひけや残留応力,変形のない高い形状精度の成形品を量産することが可能な射出成形装置を提供する。
【解決手段】 一対の固定側及び可動側プラテン2,3間に配設した可動側及び固定側の金型4,5を包囲することにより、該金型4,5を周囲の雰囲気から遮断する大小寸法の異なる一対の遮断壁10,20を備え、一方の遮断壁10の底壁部11aに金型4,5から離型した成形品を徐冷するための載置部13を設けるとともに、他方の遮断壁20の底壁部21aに金型4,5を型閉めしたときに閉鎖し、型開きしたときに開口する成形品の取出口23を設けた構成としてある。
(もっと読む)
液体射出成形を用いた電子部品の製造方法
電子部品を製造する方法は、半導体デバイスをオーバーモールドするための液体射出成形方法を含む。液体射出成形方法は、i)開いたモールド内に半導体デバイスを置くこと、ii)モールドを閉じて、モールドキャビティを形成すること、iii)モールドキャビティを加熱すること、iv)モールドキャビティ内に硬化性液体を射出成形して、基板上に半導体ダイをオーバーモールドすること、v)モールドを開け、且つステップiv)の製造物を取り除くこと、及び任意に、vi)ステップv)の製造物をポストキュアさせることを含む。半導体デバイスは、ダイ装着接着剤によって基板に装着される集積回路を有し得る。
 (もっと読む)
(もっと読む)
1 - 20 / 20
[ Back to top ]