
Fターム[4F207AD04]の内容
プラスチック等の押出成形 (29,461) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (721) | 材料 (268) | 無機物質 (147) | セラミック、ガラス (8)
Fターム[4F207AD04]に分類される特許
1 - 8 / 8
熱可塑性重合体組成物
【課題】ポリオキシメチレン系重合体を含み、ストランド状に溶融押出した際の安定性に優れていて溶融成形性に優れ、しかも、弾性率等の力学物性にも優れる熱可塑性重合体組成物を提供すること。
【解決手段】ポリオキシメチレン系重合体(A)とポリビニルアセタール系重合体(B)とを含む熱可塑性重合体組成物であって、当該ポリビニルアセタール系重合体(B)は、ポリビニルアルコール系重合体(C)が炭素数3以下のアルデヒド(D1)と炭素数4以上のアルデヒド(D2)の両方でアセタール化された構造を有し、ポリオキシメチレン系重合体(A)の質量/ポリビニルアセタール系重合体(B)の質量=10/90〜99/1を満たす、熱可塑性重合体組成物。
(もっと読む)
コーティングダイス、該コーティングダイスを用いた光ファイバテープ心線の製造方法及び該製造方法で得られた光ファイバテープ心線
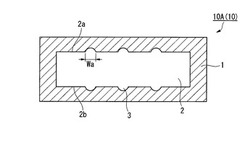
【課題】平行に並べて配された複数の光ファイバと、前記光ファイバをテープ状に被覆する被覆層とからなる光ファイバテープ心線の製造において、該光ファイバ同士が接触した部位に付着される樹脂の量を増加させることで、複数の光ファイバを平坦な被覆層で被覆することが可能なコーティングダイスを提供すること。
【解決手段】筺体1と、筐体1を貫通するように設けられたキャビティ2とから少なくともなり、キャビティ2に複数の光ファイバが平行にシート状に並べて挿通され、キャビティ2に樹脂液が供給されて該樹脂からなる被覆層が形成される光ファイバテープ心線の製造に用いられるコーティングダイス10であって、キャビティ2の壁面のうち、シート状に平行に挿通された光ファイバの上面と下面とに対向する面2a,2bには、それぞれ前記光ファイバの接触した部位間に位置するよう、外方に向けて突出する凸部3が配されていること。
(もっと読む)
複層ガラスパネルのグレージングガスケット成形方法及び装置

【課題】成形材料の塗布によるグレージングガスケット成形の自動化を実現し、成形材料の複層ガラスパネルへの高速塗布と高精度塗布を可能にしたグレージングガスケット成形方法及び装置を提供する。
【解決手段】第1ワークテーブル20上に水平に載置された複層ガラスパネル100の一方の面の周縁部に沿い第1塗布ガン405を移動しながら成形材料を周縁部の全長に亘り塗布してグレージングガスケット110を成形する。第1塗布ガン405でグレージングガスケットを成形した後の複層ガラスパネル100をグレージングガスケットが成形されていない他方の面が上方を向くように反転機構60で反転して第2ワークテーブル30上に水平に載置する。第2ワークテーブル30上に載置された複層ガラスパネル100の他方の面の周縁部に沿い第2塗布ガン505を移動しながら成形材料を周縁部の全長に亘り塗布してグレージングガスケットを成形する。
(もっと読む)
複層ガラスパネルのグレージングガスケット成形方法及び装置
【課題】高粘度の成形材料の高速塗布及び高精度塗布を可能にするとともに、塗布速度の変化に応じて塗布ガンからの溶融成形材料の吐出量を制御できるようにした複層ガラスパネルのグレージングガスケット成形方法及び装置を提供する。
【解決手段】押出機33からの成形材料を成形材料送給用ポンプ34で成形材料吐出用ポンプ32へ定量送給し、成形材料吐出用ポンプ32により成形材料を塗布ガン31から一定の圧力で吐出させて複層ガラスパネル21の周縁部21aに塗布するとともに成形材料吐出用ポンプ32の回転数を複層ガラスパネル21と塗布ガン31との間の相対移動による移動速度に応じ制御して該塗布ガン31からの成形材料の吐出量を調節する。また、成形材料吐出用ポンプ32への成形材料の送給量と成形材料吐出用ポンプ32の吸入量との差分に相当する成形材料を循環用可撓性ホース39により押出機33へ還流する。
(もっと読む)
補強用コードの製造方法と製造装置および補強用コード
【課題】溶剤を含む接着剤等による処理を必要とせず、被膜形成に用いる材料部材の有効活用を可能にする補強用コードの製造方法等を実現する。
【解決手段】コード製造装置10の被膜形成部50内には、芯金22と口金24とが設けられている。芯金22と口金24の間には、被膜材料16を一時的に溜めておくための隙間26が形成されている。被膜材料16は、シリンダ部60のシリンダ14内で加熱されて流動状態となる。被膜材料16は、スクリュー18で撹拌された後、中空室30を介して導入管28の周囲に押し出され、隙間26に入る。適当な温度に保たれた被膜材料16は、心線材料12の移動に伴って、心線材料12とともに第2の通過穴24Hを通過する。その後、冷却された被膜材料16は固まり、心線20の被膜を形成する。
(もっと読む)
改善された混練および粘度特性を持つ水酸化マグネシウム
新規な水酸化マグネシウム難燃剤、スラリーからこれらを製造する方法、およびこれらの使用。  (もっと読む)
(もっと読む)
凝縮された補強用棒状物およびこれを製造する方法
本発明は、補強材料の70wt%超および水分の少なくとも0.1%を有するワイヤの少なくとも1つの束を加熱し成形して後、棒状物に切断される、凝縮された補強材棒状物の製造方法に関する。また、本発明は、この方法を実施するための装置および得られた製品に関する。 (もっと読む)
シートの縁にストリップを取付ける方法
本発明は、ダイ空間(7)を有する装置(3)を使用して、シート(1)の端部分に、プラスチック材料のストリップを取付ける方法に関する。本発明の方法では、プラスチック材料をダイ空間(7)に供給する装置(3)の内側に、シート(1)を配置する。制限部(8)と装置(3)のダイ表面によって、加熱されたプラスチック材料がダイ空間(7)から逃げることを回避する。シート(1)を、プラスチック材料を供給する装置(3)に対して移動させ、シート(1)の端部分を、装置(3)の内側に配置する。プロセス中、装置(3)のダイ空間(7)を加熱し、シート(1)の端部分を、装置(3)に供給されるプラスチックマスの温度よりも少なくとも10〜200℃高い温度まで加熱する。  (もっと読む)
(もっと読む)
1 - 8 / 8
[ Back to top ]