
Fターム[4F207AF00]の内容
プラスチック等の押出成形 (29,461) | 表面の性状、外観に特徴ある成形品 (238)
Fターム[4F207AF00]の下位に属するFターム
凹凸模様 (137)
縞模様 (4)
浮出模様 (6)
モアレ模様 (3)
真珠模様 (1)
シワ模様
シボ (7)
木目模様 (14)
大理石模様 (1)
多色(異色)模様(←印刷) (8)
象嵌模様
粒状模様
イミテーション模様 (2)
光沢(←鏡面) (12)
艶消し、不透明 (8)
その他の表面性状、外観の特徴(←ラベル) (26)
Fターム[4F207AF00]に分類される特許
1 - 9 / 9
積層シート及び発泡積層シートの製造方法
【課題】複数の樹脂層を積層して得られる積層シートの製造方法であって、樹脂の有効利用を可能とする製造方法を提供する。
【解決手段】基材、樹脂層a及び樹脂層bを有する積層シートの製造方法であって、
(1)基材上に、前記樹脂層aを前記基材の幅以下の幅で形成する工程1、
(2)前記樹脂層a上に、前記樹脂層bを前記基材の幅より大きな幅で形成する工程2、
(3)前記樹脂層bの両端部であって、前記基材の幅に対応する部分からはみ出している領域を切除する工程3、並びに
(4)前記基材及び前記樹脂層bの両端部が揃うように、前記基材及び前記樹脂層bの両端部を切除する工程4、
を順に含む、積層シートの製造方法。
(もっと読む)
押出成形用エンボス型ロール、及びそれを用いたエチレン系共重合体樹脂シートの製造方法
【課題】 添加剤を含有するエチレン系共重合体樹脂シートの成形においても、ラバーとられが発生せず、生産性を低下させないうえ、エンボス加工性などに優れた押出成形用エンボス型ロール、及びそれを用いたエチレン系共重合体樹脂シートの製造方法を提供する。
【解決手段】 エチレン系共重合体樹脂シートの押出成形用エンボス型ロールであって、軸芯部の外周にシリコーンゴム層、接着層およびフッ素樹脂層が順次積層されてなり、かつ、算術平均粗さ(Ra)が5.0μm以上であり、最大高さ粗さ(Rz)が25〜40μmであることを特徴とする。このとき、シリコーンゴムのJIS K 6253 デュロメータ タイプAによるゴム硬度が30〜80であることが好ましい。
(もっと読む)
型内装飾用複合材料の製造方法

【課題】型内装飾用複合材料の製造方法の提供。
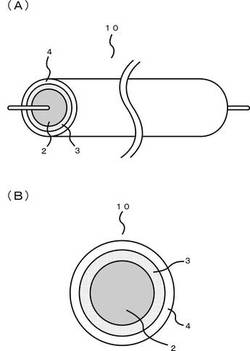
【解決手段】複合材料を提供するのに用いられ、該複合材料は生物材料層(1)及び該生物材料層(1)の表面に付着した保護層(4)で構成される型内装飾用複合材料の製造方法において、該生物材料層(1)を所定の運行経路上で輸送する該生物材料層(1)の提供工程と、熱溶状態の保護層(4)を熱押出して熱押出した保護層(4)を該生物材料層(1)の運行経路上で該生物材料層(1)と接触させる熱押出工程と、熱押出された保護層(4)を冷却して該生物材料層(1)に付着させて該複合材料を形成する冷却工程と、を包含する。これにより、保護層(4)を熱溶状態で生物材料層(1)と接合でき、並びに生物材料層(1)に冷却付着させ、該複合材料を形成し、両者の間の気泡の発生を減らす。
(もっと読む)
立体模様シートの製造方法、製造装置、及びパターンシート
【課題】押出成形法において高い精度でパターンロール14のパターンを転写させることのできるパターンシート製造方法及び製造装置を提供する。
【解決手段】シート状溶融樹脂S1を吐出するTダイ13、パターンを転写するためのパターンロール14と円弧状の窪み21を有する押さえロール15からなる成形機、成形後のパターンシートを搬送する複数のガイドロール、そしてパターンシートを巻き取る巻取り機からなる。エアーギャップGが短いことで高い流動性を有する押出シートS1に高線圧、および長線圧長を与えることで完全にパターンロール14のパターンを転写させる。
(もっと読む)
ロール状光学フィルム及びロール状光学フィルムの製造方法
【課題】リターデーションムラが良好で、光学性能を均一に確保することができ、かつ、皺やブラックバンドの発生を防止することのできるロール状光学フィルム及びロール状光学フィルムの製造方法を提供する。
【解決手段】ロール状光学フィルムは、膜厚方向のリターデーション値(Rt値)が40以上であって、幅方向中央部に巻き取り方向に沿ってナーリング加工が施されている。
(もっと読む)
木質樹脂系化粧板の製造方法
【課題】木質樹脂系化粧板基材に化粧シートを問題なく貼り合わせることのできる木質樹脂系化粧板の製造方法を提供すること。
【解決手段】木質樹脂系化粧板基材に湿気硬化型1液タイプ熱可塑性接着剤を塗布し、前記接着剤表面が平滑となるように掻き取り処理を行い、前記ポリプロピレン系樹脂化粧シートの裏面に前記と同様の接着剤を前記掻き取り処理を行った後の接着剤の塗布厚と略同等となるように塗布し、前記接着剤を塗布した面同士を貼り合わせてなる。
(もっと読む)
楔形板の成形装置
【課題】 成形速度が速く、かつ内部応力の残留が発生しにくい楔形板の成形装置を提供する。
【解決手段】 射出器10は、ホッパー12から送入され熱電対14で加熱して溶かされたプラスチックをスクリュー16で出口18から射出する。金型20は湯道22の湯口24が射出器10の出口18に連接される。ロールフォーミング装置30は、間の空間が高空間部と低空間部を少なくとも一つ有するローラー32、34を少なくとも二つ有する。金型20の出口26は空間に照準を合わせ、かつ出口26の形が空間に対応する形状を呈することで、溶けたプラスチックは金型20の湯道22から空間に流れ、二つのローラー32、34はそのプラスチックをロールフォーミングする。裁断装置40はロールフォーミング装置30の後方に設置され、ロールフォーミングされた後のプラスチックを裁断し、複数個の楔形板42を形成する。
(もっと読む)
廃棄プラスチック及び廃棄木材を利用したコンクリート型枠
【課題】 廃棄プラスチックと廃棄木材を再利用して、その使用後廃棄する必要性がなく廃棄による弊害を防止することができるとともに、地球環境悪化原因である熱帯樹林の伐採を防ぐ為、南洋木材を使用したものに代わる用途に応じた、腐らず何度も使い回しがきき美観と強度のある、廃棄プラスチック製或いは廃棄プラスチックと廃棄木材混合製コンクリート型枠を提供する。
【解決手段】 回収した廃棄プラスチック、廃棄木材を粉砕し、それぞれの熱量に応じた割合の混合品を押出し成形機やプレス成形機や射出成形機に投入・溶融し押出し、射出して所定形状(コンクリート接着面に模様を造型)に成形し冷却などで硬化せしめ、型枠を製造する。またその型枠が使用後廃棄のおりは、回収の後適切な大きさに粉砕した後、適切な熱量を持つエネルギー資源として再利用する。
(もっと読む)
パターン化されたウェブ及び外部ランド押出し型を製造するための装置及び方法
装置はパターン化された材料を製造し、装置は材料を押し出すための外部ランド押出し型(120)を含む。パターン化されたローラ(140)が、外部ランド型に近接近していいる。材料を押し出すための外部ランド型、及び、パターン化されたウェブを製造するための方法も開示されている。
 (もっと読む)
(もっと読む)
1 - 9 / 9
[ Back to top ]