
Fターム[4F207AF08]の内容
プラスチック等の押出成形 (29,461) | 表面の性状、外観に特徴ある成形品 (238) | 木目模様 (14)
Fターム[4F207AF08]に分類される特許
1 - 14 / 14
増加した強度を有する複合部材を製造する方法
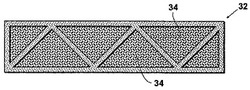
【課題】航空宇宙用途において、及び他の目的のために、木材の代替として用いることができる、特に複合体の耐荷重能力及び総合的な強度を増加させた押出複合材料を製造する方法を提供する。
【解決手段】注入可能な適合した構造コア材料34を用いて、押出複合材料32の内部のフォームセルを置き換え、それによって総合的な耐荷重安定性及び強度を向上させる。コア材料34は、構造材料に対して所望のCTEを有するように調整する。コア材料34は、また、複合部材32の強度を増加させるための繊維及び固体構造充填材も含むことができる。
(もっと読む)
押出成形品の製造方法

【課題】基材に表皮材を積層した押出成形品を製造するにあたり、ベース材と種材を有する表皮材表面にベース材と明確に識別できる製造方法を提供する。
【解決手段】押出成形品の製造方法である。表皮材積層工程の前に、ベース材と種材を押出機で溶融混練する溶融混練工程と、溶融混練された表皮材をベース材と種材に分離させ、かつ、種材を縦断面の中心部に配置させる分離工程と、分離工程後の表皮材を、種材を分割するように表皮材全体を分割する分割工程と、分割工程後の表皮材の種材を、表皮材の縦断面の中心部に配置させる中心配置工程と、中心配置工程後の表皮材の縦断面を拡大する拡大工程とを有する。
(もっと読む)
異形押出成形品
【課題】 表面に柾目模様が付された異形押出成形品を提供することを課題とする。
【解決手段】溶融温度170〜200℃のアクリロニトリル−スチレン−アクリル酸共重合樹脂(以下、ASA樹脂という)ペレット100質量部に対し、溶融温度200〜230℃のアクリロニトリル−ブタジエン−スチレン共重合樹脂(以下、ABS樹脂という)ペレット1.5〜3.5質量部を混合したペレット混合物を、温度180〜200℃で押出成型して得られる異形押出成形品である。ここで、ABS樹脂ペレットの粒子径は、1.5〜3.5mmであることが好ましく、ASA樹脂ペレットが、その100質量部に対して無機顔料を1.0〜6.0質量部含有したものであることが好ましい。
(もっと読む)
樹脂成形体製造用金型及びこれを用いた樹脂成形体製造装置
【課題】本発明は、木目調模様を有する加飾樹脂層が形成された樹脂成形体の製造に用いる樹脂成形体製造用金型、及び樹脂成形体製造装置であり、加飾用樹脂の供給を適切に制御することにより、特に柾目柄を良好に出現させる樹脂成形体製造用金型、及び樹脂成形体製造装置を提供する。
【解決手段】樹脂製の基材の表面に木目調模様を有する加飾樹脂層が形成された樹脂成形体を製造するための金型6であって、基材形成用の樹脂を供給する主流路24と、該主流路24に加飾樹脂層形成用の樹脂として、流動性の異なる2以上の熱可塑性樹脂を供給する副流路27とを備えてなり、副流路27には、その壁面に流路の幅方向に間隔をあけて複数の突出部42a、42b・・が設けられ、これら突出部42a、42b・・の一部のものが、他のものと流路の延在する方向への長さが異なるように形成されていることを特徴とする。
(もっと読む)
イオノマーキャップストックを利用する木材プラスチック複合材および製造方法
建築材料として使用するために適合された押出複合材は、実質的に均一な混合物中にベースポリマーおよび天然繊維を有するコアと、イオノマーキャップストックとを含む。イオノマーのベースポリマーへの接着性を改良するために、イオノマーは、コアとの共押出に先立って、類似または実質的に類似するベースポリマーと混合することが可能である。加えて、種々の添加剤が、キャップストック材料と混合され、特に、経時的に生成物の視覚的美観および建築材料の性能を改良し得る。  (もっと読む)
(もっと読む)
木目調樹脂成形品
【課題】ポリスチレン系樹脂よりなる基材に対するABS樹脂よりなる木目調樹脂層の密着性に優れた木目調樹脂成形品を提供する
【解決手段】樹脂成分100質量部に対して、滑剤1〜12質量部を配合してなる熱可塑性樹脂組成物(I)のペレット100質量部に対して、該熱可塑性樹脂組成物(I)とは色調の異なる熱可塑性樹脂組成物(II)のペレット0.5〜20質量部を成形機中で溶融混合して成形することによって得られる木目調樹脂層を有する木目調樹脂成形品。該熱可塑性樹脂組成物(I)および/または該熱可塑性樹脂組成物(II)は、アセトン可溶分中のシアン化ビニル化合物の含有量が1〜15質量%であるシアン化ビニル化合物−芳香族ビニル化合物系共重合体(III)を1〜70質量%含む。
(もっと読む)
木質系樹脂発泡成形体の製造方法、木質系樹脂発泡成形体、及びこれを用いた床材
【課題】生産工程を増やすことなく、熱寸法安定性に優れ、加えて引取方向の熱寸法安定性と、基材巾方向の熱寸法安定性の差も少なくした木質系樹脂発泡成形体の製造方法、該製造方法により製造された木質系樹脂発泡成形体、及びこれを用いた床材を提供する。
【解決手段】少なくとも熱可塑性樹脂および木質系フィラーおよび発泡剤を含有する木質系樹脂組成物を溶融して発泡させた木質系樹脂発泡材料を金型11から押出し、滑りサイジング金型14を通過させて成形するとともに、前記熱可塑性樹脂と同系統の熱可塑性樹脂からなる不織布13を前記木質系樹脂発泡材料と滑りサイジング金型14との間に通過させて、前記木質系樹脂発泡材料の表面に不織布13を張り合わせて木質系樹脂発泡成形体Sに一体成形することを特徴とする。
(もっと読む)
木質感を有する多層押出成形体
【課題】優れた木質感とともに耐候性に優れた合成樹脂系多層押出成形体の提供。
【解決手段】耐候性に優れた着色樹脂をベース樹脂とする表層材2と基材1とを含んでなる多層押出成形体の表層材表面がサンディング処理されたことにより、微細な凹凸が形成され表面艶消し状態とされた木質感を有する多層押出成形体。ベース樹脂としては、好ましくはポリメチルメタクリレート樹脂、アクリロニトリル/アクリルゴム/スチレン共重合樹脂、アクリロニトリル/エチレンプロピレンゴム/スチレン共重合樹脂、およびポリメチルメタクリレート樹脂/スチレン共重合樹脂からなる群から選ばれた樹脂である。
(もっと読む)
木質系芯材の表面をプラスチックで被覆する方法
【課題】木質系芯材に含まれる水分によりプラスチックの内面に気泡ができる欠点を解消して綺麗に被覆する。プラスチックを木質系芯材にしっかりと強固に結合しながら表面を被覆する。
【解決手段】木質系芯材の表面をプラスチックで被覆する方法は、プラスチック2を押し出し成形する金型3の押出口10からプラスチック2と一緒に木質系芯材1を押し出して、木質系芯材1の表面を熱可塑性のプラスチック2で被覆する。この方法は、木質系芯材1を、横断面形状を同一とする縦に長い形状に加工すると共に、プラスチック2で被覆される被覆面1aを平滑面に加工し、平滑面に加工された木質系芯材1の表面に沿う形状の押圧面5aを有する加熱プレート5を木質系芯材1の表面に押圧して木質系芯材1の被覆面1aを加熱し、加熱状態にある木質系芯材1を金型3の押出口10から押し出して、被覆面1aを熱可塑性のプラスチック2で被覆する。
(もっと読む)
木質様成形品及びその製造方法
【課題】建築物の内外装等に用いられる木質様成形品において、植物残渣であるおからを利用して変色を防ぐとともに所望の形状に成形する。
【解決手段】おからを粉砕して得られるおから粉2と、木材を粉砕して得られる木粉3と、熱可塑性樹脂4と、を混合し溶融させ、押出成形することによって木質様成形品1を形成する。これによれば、おからを有効利用することができる上に環境保護の観点からも優れている。また、おから粉2に木粉3を加えることによって、粉体の硬度が低いおから粉2の割合が減るため、押出成形等の成形性が向上する。さらに、おから粉2及び熱可塑性樹脂4から木質様成形品1を形成する場合と比しておからの割合が減るため、木質様成形品1が変色して色が濃くなることを防ぐことができる。
(もっと読む)
プラスチックおよび複合材料の多色物品を成形するための色変化制御方法
多色成形物品において無秩序な色変化を与える方法。この方法は、着色剤の混合をほぼ防止する所定の順序および手法により、成形物品に関連した体積の非整数倍に関連した所定の比で、成形装置に個々の着色剤を供給する工程を含む。  (もっと読む)
(もっと読む)
木調外観を付加した樹脂成形品
【課題】本発明の課題は、使用する樹脂の種類を問わず、木調外観に優れた成形品を提供することにある。
【解決手段】着色材と熱可塑性樹脂とからなる着色マスターバッチを塊状にして基材熱可塑性樹脂に混合した樹脂原料を押出成形した樹脂成形品であって、該マスターバッチは1個あたりの質量が平均0.1g以上10g以下の塊状にされており、該マスターバッチの塊は、上記樹脂原料1kgあたり0.3〜100個の範囲の個数でかつ上記樹脂原料に対して0.03〜10質量%の範囲の量で添加混合した樹脂原料を押出成形すると、上記塊状マスターバッチは基材樹脂中に筋状に押出され、木調外観となる。
(もっと読む)
木質合成板建材の製造方法
【課題】 合成板建材の表面に木目模様を印刷処理したり、塗料を塗布することなく、押出し成形によって、表面に明快な木質状の筋目が形成された木質感のある木質合成板を能率的に製造する。
【解決手段】木粉3と熱可塑性合成樹脂2との混合材を押出し成形する際に、基板の表面に、高さ、深さおよび幅寸法の不規則な多数の凸条6を有する波形面をを基板1の長さ方向に沿って設けて、成形後に、凸条6の表面を切削することで、木粉3の色と原料樹脂2の色との混合した色調と、凹条谷部の切削の強さ加減を調整することで露呈された豊かな原料樹脂層の色調とが対照的に表された木質感のある木質合成板建材とする
(もっと読む)
樹脂押出成形体
【課題】 より本物らしい木目を持った樹脂押出成形体の提供。
【解決手段】 基材1とその表面材2とを備え、基材1は、木粉を50重量%以上含む樹脂組成物であり、表面材2は、木粉を5〜20重量%含み且つ表面に木目模様4のエンボス加工をした樹脂組成物であり、基材と表面材は同時に押出成形したものであることを特徴とする。
(もっと読む)
1 - 14 / 14
[ Back to top ]