
Fターム[4F207AF16]の内容
プラスチック等の押出成形 (29,461) | 表面の性状、外観に特徴ある成形品 (238) | その他の表面性状、外観の特徴(←ラベル) (26)
Fターム[4F207AF16]に分類される特許
1 - 20 / 26
高圧電線保護管
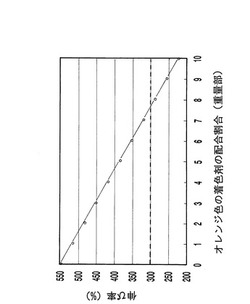
【課題】金属管の外周表面に簡易且つ経済的にオレンジ着色を施すことができるとともに、形成されたオレンジ着色層が金属管の保護機能を有し、しかも三次元姿勢に金属管を折り曲げた場合もオレンジ着色層の白化がなくSAE規格を満たす色調を呈するオレンジ着色が施された金属管からなる高圧電線保護管を提供する。
【解決手段】60V以上の高電圧を流す高圧電線を挿通し、三次元姿勢に曲げられたオレンジ着色が施された金属管からなる高圧電線保護管であって、前記オレンジ着色が、オレンジ色の着色剤が配合されたポリオレフィン系樹脂を前記金属管の外周表面に被覆することにより施されている。
(もっと読む)
マーキングを施したフィルムを製造するための方法および装置

【課題】記号、グラフィック、文字および数字などのマーキングを施した熱可塑性樹脂からなるフィルムを製造するにあたり、インクを用いない方法を提供する。
【解決手段】熱可塑性樹脂が押出成形機1内において溶融されて押出ノズル10から溶融流30として放出されて少なくとも1つの冷却ローラ20,21,22の表面上を案内されてフィルム31へと冷却される際に、溶融流30および/またはこれによって形成されるフィルム31は、少なくとも1つの冷却ローラ20,21,22の表面における、マーキング40,41に対応する部分領域において残りの表面とは異なる冷却力を付与されるように処理される。
(もっと読む)
複合樹脂パネル及びその製造方法
【課題】十分な遮光機能又は視界制御機能を発揮させ得るとともに表面模様の意匠性を高めることができる生産性に優れた複合樹脂パネルを提供する。
【解決手段】本複合樹脂パネル10は、着色透明又は無色透明の第1樹脂からなる基板11と、前記基板に設けられ、不透明又は着色透明の第2樹脂からなる帯板12と、を備え、前記帯板の端縁は前記基板の表面に露出している。前記基板には、該基板の平面に傾斜して互いに平行に複数の前記帯板が設けられていることが好ましい。
(もっと読む)
未延伸ポリマー成形体の製造方法、並びに、該未延伸ポリマー成形体を用いた空洞含有樹脂成形体の製造方法、及び該製造方法により得られた空洞含有樹脂成形体
【課題】巻き取りが容易で、高速で延伸することが可能な、延伸加工性に優れた未延伸ポリマー成形体を製造することができる未延伸ポリマー成形体の製造方法、並びに、該未延伸ポリマー成形体を用いた空洞含有樹脂成形体の製造方法、及び該製造方法により得られた空洞含有樹脂成形体の提供。
【解決手段】ポリマー成形体の製造方法は、溶融混練した結晶性を有するポリマーを含むポリマー組成物をダイから押し出す押し出し工程と、前記押し出されたポリマー組成物を未延伸の状態で冷却速度を40℃/秒以上で冷却し、未延伸ポリマー成形体を成形する成形工程とを含む。
(もっと読む)
電気絶縁性シートの表面処理装置、表面処理方法、および、電気絶縁性シートの製造方法
【課題】電気絶縁性フィルムの放電処理による表面改質方法に関する。光学フィルム等のコーティング塗膜では、フィルムのぬれ性が不均一であると、ぬれが低い部分で塗布ムラが発生しやすく、光学欠点を抑制できないでいた。
【解決手段】フィルム表面に、放電密度が1×104[W/m2]以上4×104[W/m2]以下、かつ、処理時間0.04[秒]以上0.2[秒]以下で処理を行った後、フィルムに塗液をコーティングする。フィルム表面のぬれがばらつきなく均一であるので、コーティング塗液がはじきにくく塗布欠点を発生しにくい。
(もっと読む)
アクリルフィルムおよびその製造方法、並びに、偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置
【課題】膜厚が薄く、ダイライン、表面粗さおよびフィルムシワが良好なアクリルフィルムおよびその製造方法を提供する。さらに、これを用いた光もれが起き難い偏光板、光学補償フィルム、反射防止フィルム、およびこれらを用いた液晶表示装置を提供する。
【解決手段】ガラス転移温度(Tg)が100℃以上のアクリル系樹脂を含有し、膜厚が20〜60μmであり、ダイラインの高さ及び深さが50nm以下であり、表面粗さ(Ra)が0.005μm〜0.2μm以下であり、かつシワ高さが5mm以下であることを特徴とするアクリルフィルム。
(もっと読む)
ゴム押出装置及びゴム押出方法
【課題】金型から幅広断面形状を有する成形ゴムを押し出し成形するに際し、低コスト、短時間で種々のゴムの種類や成形される断面形状に対応して成形ゴムを良好に成形可能なゴム押出装置及びゴム押出方法を提供する。
【解決手段】金型2から幅広断面形状を有する成形ゴムSを押し出し成形するゴム押出装置1において、金型2はダイ本体20と、出口部分であるリップ21とから構成され、ダイ本体20は、リップ21のゴム流路中央部22aへと繋がる第1流路26と、ゴム流路幅方向両端部22b,22cへと繋がる第2流路27とを備え、第1ゴム押出機3により第1ゴム材料R1を第1流路26へ供給し、第2ゴム押出機4により第2ゴム材料R2を第2流路27へ供給する。
(もっと読む)
プラスチック中空板の製造方法および製造装置
【課題】 キャップシートとバックシートからなる二層品のキャップ上にライナーシートを融着させた、三層構成をもつプラスチック中空板の製造において、ライナーシートの表面の平滑性が改善された製品を与える製造技術を提供する。
【解決手段】 プラスチック材料として代表的にはポリプロピレンを使用し、ライナー加圧ロールに近接して多数の放電針を配置し、放電針が(+)でライナー加圧ロールが(−)となる高圧の直流電圧を印加して、放電針の先端とライナー加圧ロールの軸を結ぶ平面上を放電電流が通過する放電を行ない、この平面が、ライナーシートがライナー加圧ロールに接触する直線のわずか上方においてライナーシートを通過するようにして、ライナーシートをライナー加圧ロールに対して一直線上で密着させ急冷したのち、キャップに押圧することにより、ライナーシートとライナー加圧ロールとの間に空気が巻き込まれることを防いで貼り合わせを行なう。
(もっと読む)
プラスチック中空板の製造方法および製造装置
【課題】 キャップシートとバックシートからなる二層品のキャップ上にライナーシートを融着させた、三層構成をもつプラスチック中空板の製造において、ライナーシートとライナー加圧ロールとの間に空気が巻き込まれるのを防いで、ライナーシートの表面の平滑性が改善された製品を与える製造技術を提供する。
【解決手段】 ライナー加圧ロールと、熱可塑化状態のライナーシートとの間の空気を真空吸引して負圧状態に保つことにより、ライナーシートがライナー加圧ロールに向かって押しつけられて密着し、全面的に急冷されるように図る。具体的には、ライナー加圧ロールとライナーシートとが接触する直前の位置で開口するリップを有する空気吸引ノズルを配置するか、または、サクションロールを加工したライナー加圧ロールを使用する。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】 クリーン度を損なうことなく厚み精度の高いフィルムを製造する方法を提供すること。
【解決手段】 溶融熱可塑性樹脂を口金から冷却ロール上に押し出してシートとし、このシートを熱処理して得られるフィルムを巻取機にて巻き取る熱可塑性樹脂フィルムの製造方法であって、口金および冷却ロールを覆う空間を設け、この空間内を間欠的に換気すると共に、換気を停止しているときにフィルムの製造を行う。
(もっと読む)
環状オレフィン系樹脂フィルムの製造方法、環状オレフィン系樹脂フィルム,偏光版、液晶表示板用光学補償フィルム及び反射防止フィルム
【課題】異物故障の発生の少ない、光学用途として優れた高品質の環状オレフィン系樹脂フィルムの製造方法を提供する。
【解決手段】ホッパー44から供給された環状オレフィン系樹脂を押出機22で溶融し、溶融樹脂を押出機22からダイ24に供給し、ダイ24からシート状に溶融樹脂を押し出して冷却固化することにより環状オレフィン系樹脂フィルムを製膜する環状オレフィン系樹脂フィルムの製造方法において、シートの30μm以上の異物が30個/m2以下であり、且つ、5μm以上の異物が100個/m2以下であるようにする。
(もっと読む)
発泡シート製造用Tダイ、発泡シート製造装置、発泡シート及び発泡シートの製造方法
【課題】内部の発泡倍率のばらつきが少な、厚みが大きく高発泡倍率の発泡シートを成形することができるTダイを提供する。
【解決手段】熱可塑性樹脂を成形して発泡シートを製造するためのTダイ1は、内部に熱可塑性樹脂が供給されるマニホールド部2と、内部に熱可塑性樹脂が流れる第1樹脂流路6を有してマニホールド部2の下流側に取付けられ、第1樹脂流路6の周囲の壁面に第1樹脂流路6を加熱する熱媒用の流路3Cを有する加熱部3と、加熱部3の第1樹脂流路6内に、発泡シートの厚さ方向に直交するように固定された板状のトーピード7A、7B、7Cと、内部に熱可塑性樹脂の成形空間である第2樹脂流路8を有して加熱部3の下流側に取付けられ、第2樹脂流路8の周囲の壁面に第2樹脂流路8を冷却する冷媒用の流路4Cを有する冷却成形部4と、加熱部3と冷却成形部4との間に配置された断熱部材5とを備える。
(もっと読む)
装飾シートおよびその製造方法
【課題】本発明は、表面平滑性に優れ、生産効率が高く安価な、長期間使用しても外観品質が低下しない、多様な光沢感を呈する光輝性を有し、視覚的美観を呈する人目を引く加飾効果の高い装飾シートおよびその製造方法を提供することを目的とする。
【解決手段】略黒色に着色された着色層を含む少なくとも1層以上の基材上に、押し出しラミネート透明樹脂を積層してグリッターを埋設してなり、前記着色層を介して前記グリッターが観察側から視認可能な光輝性を有することを特徴とする。
(もっと読む)
ポリ乳酸樹脂シートの製造方法及びそれに使用する製造装置
【課題】本発明は、耐熱性及び印刷性に優れたポリ乳酸樹脂シートの製造方法及びそれに使用する製造装置を提供する。
【解決手段】ポリ乳酸樹脂、可塑剤及び結晶核剤を含有するポリ乳酸樹脂組成物を該ポリ乳酸樹脂の融点(Tm)以上の温度で溶融し、シート状に押出して非晶質シートを得る工程(1)、非晶質シートを冷却媒体に圧着しながら該ポリ乳酸樹脂のガラス転移温度(Tg)未満の温度に急冷する工程(2)、非晶質シートを加熱媒体で該ポリ乳酸樹脂のガラス転移温度(Tg)〜該ポリ乳酸樹脂の融点(Tm)の温度に加熱して結晶化シートを得る工程(3)及び結晶化シートを単位面積当たり3J/cm2 以上のコロナ放電処理量でコロナ放電処理する工程(4)からなるポリ乳酸樹脂シートの製造方法。
(もっと読む)
情報記録媒体及びその製造方法
【課題】ドローダウン性、ネックイン性、フィッシュアイ性、表面平滑性等の情報記録媒体として必要な各種条件を十分に満足した得ることができる。
【解決手段】情報記録媒体の押出ラミネート製造において、ポリエチレン樹脂として、メルトフローレート(MFR:190℃、2.16kg)が50〜150g/10分であると共に、MFRと流入圧力損失比(Re)とが下記の関係式(1)を満たし、且つ0.05mm厚みのフィルムで測定した際に0.2mm以上のフィッシュアイの個数が0.1m2あたり12個以下である樹脂特性のものを用いて、ダイ14から押し出されてフィルム12に成形されるポリエチレン樹脂の成形温度が250℃以上、310℃以下として、
フィルム表面におけるクレータ状の細孔の数が100個/cm2未満を満足する。
(もっと読む)
シクロオレフィン樹脂フィルム、およびこれらを用いた偏光板、光学補償フィルム、反射防止フィルム、液晶表示装置
【課題】 原料ペレットの温度の不均一に伴う未融解物を解決した、ノルボルネンフィルムの製造方法を提供する。
【解決手段】 スクリューを有する成形機を用い、シクロオレフィン樹脂を加熱溶融して、溶融押出法によりシクロオレフィン樹脂フィルムを製造する方法であって、スクリュー供給部に投入する際の、原料樹脂の温度をTg−80℃〜Tg+10℃とし、かつ、その温度分布を±0.5℃〜±5℃の範囲とすることを特徴とするシクロオレフィン樹脂フィルムの製造方法。
(もっと読む)
アルミ調樹脂押出材,アルミ調樹脂製品及びアルミ調樹脂押出材の製造方法
【課題】 塩化ビニール系樹脂の樹脂ベースにスチレン系樹脂の平滑な樹脂表皮を共押出することによって,アルミダイマーク調の微細筋目模様を表出したアルミ調樹脂押出材を形成する。
【解決手段】 樹脂表皮11の金型成形面22に倒三角錐形状の筋目状微細溝23とその先の平坦面24とを配置して,共押出に際して樹脂表皮11の表面に筋目状微細突条12を形成し,該平坦面24によって表面を平滑化する。筋目状微細突条12は筋目状微細溝23乃至平坦面24通過時に樹脂表皮11の肉厚内に潜り込み状乃至樹脂ベース10に食い込み状となって樹脂押出材A中に沈降し,表面に筋目状微細突条12による微細筋目模様が表出される。アルミ電解着色の色調とすると,各微細溝23が3本の模様表出要素の線をなし,断熱性に優れた特徴を活かしてアルミ押出材と同様な外観と質感を呈する樹脂押出材Aとすることができる。
(もっと読む)
光学用樹脂フィルムの製造方法
【課題】成形フィルムの表面状態が平滑であり、光学歪の小さい光学用樹脂フィルムを簡便な方法で製造する方法を提供することにある。
【解決手段】溶融した透明樹脂をダイからフィルム状に押出し、得られた透明樹脂フィルムを第一冷却ロールに接触させ、該第一冷却ロールの回転により前記透明樹脂フィルムを搬送する過程で、前記透明樹脂フィルムと前記第一冷却ロールが接触している部分またはその近傍に、エアーナイフにより下記式(1)に示す範囲の温度Tのエアーを吹き付けて前記透明樹脂フィルムを前記第一冷却ロールに密着させて成形することを特徴とする光学用樹脂フィルムの製造方法。
ただし、Thは透明樹脂の熱変形温度(℃)である。
(もっと読む)
PETボトルリサイクル擬竹の生産方法及びこれを用いた擬竹
【課題】 ペットボトルの再生PET樹脂を用いて押出成形と真空成形を施した節付き擬竹を提供する。
【解決手段】 ペットボトルの粉砕物に高密度ポリエチレンと増粘剤とを併用してリペレットした再生PET樹脂を用いて中空パイプ状又は半円状の押出材を押出成形し,その直後に一連の連続工程として真空成形によって該押出材に節付け成形を行ってPETボトルリサイクルの節2付き擬竹1を生産する。押出成形時のドローダウン現象を防止した節付け成形を可能とする一方,アイゾット法による耐衝撃試験において9.0kJ/m2〜9.5kJ/m2又はそれ以上の耐衝撃性を得られて,従来のABS系樹脂の擬竹を釘打ちすることによって生じるクラックの発生を解消した擬竹1とすることができる。
(もっと読む)
樹脂複合ホースの製造方法及び樹脂複合ホース
【課題】押出成形後において樹脂層と外ゴム層とが層間剥離するのを良好に防止でき、押出成形後の加工を容易に行うことができるとともに、簡単な工程で安価にホース製造を行うことのできる樹脂複合ホースの製造方法を提供する。
【解決手段】内ゴム層と外ゴム層とを樹脂層12に積層して成る樹脂複合ホースを製造するに際し、内ゴム層と樹脂層12との積層構造の中空の1次積層管10Aを直管状に連続押出成形しつつ、1次積層管の内側に挿入した電極40と、外側にセットした筒状の電極42との間に電圧印加して、樹脂層12の外周側にプラズマガスを常圧で発生させ、樹脂層12の外面を常圧プラズマ処理して表面改質し、その後に外ゴム層を連続押出して2次積層管を成形し、これを所定寸法に切断した上でマンドレルに外挿状態に挿し込んで本加硫処理を行う。
(もっと読む)
1 - 20 / 26
[ Back to top ]