
Fターム[4F207AG16]の内容
プラスチック等の押出成形 (29,461) | 一般形状、構造物品(用途物品優先) (3,480) | ベルト状、バンド状体(←コンベアベルト) (37)
Fターム[4F207AG16]の下位に属するFターム
Fターム[4F207AG16]に分類される特許
21 - 34 / 34
半導電性ベルトの製造方法
【課題】半導電性ベルトにおける電気抵抗値の電圧依存性を小さくすることが可能であるとともに、電気抵抗値の面内バラツキを抑制可能な、電気特性に優れた半導電性ベルトの製造方法を提供することを目的とする。
【解決手段】導電性フィラーを含有するポリエーテルサルホン系樹脂フィルムからなる半導電性ベルトを製造する方法であって、前記導電性フィラーを含有するポリエーテルサルホン系樹脂をフィルム状に成形した後、該フィルム1にプラズマ処理を施すことを特徴とする。
(もっと読む)
半導電性ベルトの製造方法

【課題】半導電性ベルトにおける電気抵抗値の電圧依存性を小さくすることが可能であるとともに、電気抵抗値の面内バラツキを抑制可能な、電気特性に優れた半導電性ベルトの製造方法を提供することを目的とする。
【解決手段】導電性フィラーを含有するポリエーテルサルホン系樹脂フィルムからなる半導電性ベルトを製造する方法であって、前記導電性フィラーを含有するポリエーテルサルホン系樹脂をフィルム状に成形した後、該フィルム1の表裏面側にそれぞれ設置された放電電極2と対向電極3との間に電圧を印加してコロナ放電処理を施すことを特徴とする。
(もっと読む)
電子写真用エンドレスベルト、電子写真装置、電子写真用エンドレスベルトの製造方法
【課題】安価で紙等の転写材の巻き付きが発生せず、紙分離が容易で、画像不良、紙詰まりが発生しない、高品質の電子写真用エンドレスベルト、および該電子写真用エンドレスベルトの製造方法の提供。
【解決手段】エンドレスベルトの軸方向中央部60%の領域の抵抗の平均値をRc(Ω)としたとき、エンドレスベルトの少なくとも一方の端部領域において、1/10×Rc≦Re≦1/2×Rcを満たす抵抗Reを有する領域を、エンドレスベルト端部からエンドレスベルトの幅の0.5〜10.0(%)の幅で存在させる。
(もっと読む)
エスカレータの移動手すりおよびその製造方法
エスカレータ(20)は移動手すりアッセンブリ(30)を含み、これは同時に押し出し成形される複数のポリマ材料(34,36)を有する移動手すり(32)を含む。1つの実施例では、最外部(34)が乗客側の掴み面(38)を形成する。1つの実施例は、移動手すり断面の中央付近に、押し出された軟質で安価なポリマを含有させることにより、コストを削減し重量を低減させる。開示された実施例はポリマ材料(34,36)の選択された一方の材料から成る内側部分に歯付き駆動面(40)を含む。1つの実施例では、駆動面(40)および掴み面(38)は同一のポリマ材料を含む。 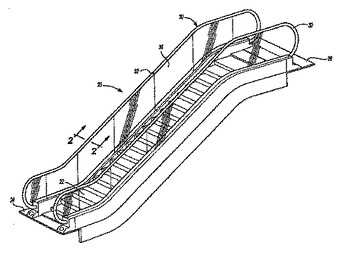 (もっと読む)
(もっと読む)
半導電性シームレスベルトの製造方法
【課題】ポリエーテルスルホン樹脂(PES)又はカーボンブラックを配合して導電性を調整したPESからなり、表面平滑性の優れた樹脂製シームレスベルトの製造方法を提供する。
【解決手段】成形手段を備えた単軸押出機を使用してポリエーテルスルホン樹脂(PES)又はPESとカーボンブラックからなる樹脂組成物をチューブ状に押し出す押出工程及びチューブを裁断してシームレスベルトとする裁断工程を有し、成形手段(ダイス43)と単軸押出機の間にはブレーカープレート33を配設し、押出工程は、前記ブレーカープレートの単軸押出機側に焼結金属フィルター31を配設する樹脂製シームレスベルトの製造方法とする。
(もっと読む)
導電性シームレスベルト、導電性シームレスベルトの製造方法、及び該導電性シームレスベルトを備えた画像形成装置
【課題】一定の剛性を維持しながら、その剛性では従来達成できなかったレベルにまで体積抵抗率を低減することが可能な導電性シームレスベルトを提供する。
【解決手段】所定の硬度を有する第1ポリエステル系熱可塑性エラストマーと、それよりも低硬度の第2ポリエステル系熱可塑性エラストマーとを少なくとも含むブレンドを主成分とするポリマー成分を100重量部と、所定の陰イオンを備えた塩を0.01重量部〜3重量部含み、ポリマー成分全体に占める第2ポリエステル系熱可塑性エラストマーの含有量が第1ポリエステル系熱可塑性エラストマーより少なく、かつ30重量%以下であり、体積抵抗率が1.0×106〜1.0×1010Ω・cmである熱可塑性組成物を成形した導電性シームレスベルト。
(もっと読む)
樹脂ベルト製造方法
【課題】 押出し成形直後の樹脂ベルトに迅速に硬化処理を行える作業効率が高い樹脂ベルト製造方法を提供することを目的とする。
【解決手段】 導電性材料Cを配合した樹脂材料Jが混練されつつ加熱され、溶融樹脂材料として成形ダイ52を経て筒状に押し出される樹脂ベルト製造方法において、前記成形ダイ52直後の筒状成形部67に電子線照射手段18を設置し、該電子線照射手段18の照射により筒状の樹脂ベルトを硬化することにより、成形ダイ52から筒状に押し出された直後の筒状部が即座に架橋・硬化されるので、格別な別途の工程を設定することなく、簡素な製造装置にて機械的な強度が向上したエンドレスベルトが得られる。
(もっと読む)
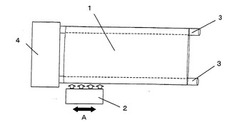
押出成形装置及び樹脂の押出成形方法
【課題】大掛かりな装置を用いることなく、押し出した樹脂表面のスジを効率よく抑制するとともに、厚みを均一化することが可能な樹脂の押出成形方法及び押出成形装置を提供する。
【解決手段】加熱した樹脂を押し出す押出機1と、押出機1から供給された樹脂を所定形状に成形して押し出すダイス3とを備えた押出成形装置において、ダイス3は、押出機1から供給された樹脂を通過させる樹脂流路7を備え、樹脂流路7の出口7dの口縁部5aを局部的に加熱する加熱手段8を設ける。
(もっと読む)
電子写真用エンドレスベルトの製造方法
【課題】周方向の膜厚均一性に優れたエンドレスベルトを安価かつ安定的に製造する方法を提供する。
【解決手段】少なくとも1種類以上の熱可塑性樹脂を含む、2種類以上の物質からなる樹脂組成物を、環状ダイス140からチューブ状に押し出す方法であって、溶融した状態で押し出されたチューブの周囲に、前記環状ダイスと同心に円筒220を設け、各々ダイスと円筒の外径、内径、高さなど寸法関係を規定することによる電子写真用エンドレスベルトの製造方法。
(もっと読む)
乗客コンベア用移動手摺の生産管理システム
【課題】 納期短縮・コスト低減等が達成できる乗客コンベア用移動手摺の生産管理システムを得る。
【解決手段】 芯体層31と表面層32を持つ熱可塑性エラストマーを使用した乗客コンベア用移動手摺を製造するためのものであって、少なくとも芯体層押出し成型装置を持つ第一の生産現場1000と、少なくとも表面層押出し成型装置を持つ第二の生産現場2000、3000とを有し、受注データベース104及び前記受注データベースに基づき第二の生産現場で表面層製造指示を出す手段50を備える。
(もっと読む)
移動手摺の製造方法
【課題】樹脂表面層を有する移動手摺の製造方法を提案する。
【解決手段】手摺基材上に樹脂表面層を形成する表面層形成工程を含んだ移動手摺の製造方法であり、表面層形成工程は表面層形成ラインで実行され、この表面層形成ラインは、手摺基材が入力される入力ブロックと、手摺基材上に樹脂表面層を接合した移動手摺が出力される出力ブロックと、入力ブロックと出力ブロックとの間に配置された樹脂注入ブロックとを有する。樹脂注入ブロックでは、溶融した樹脂部材が入力ブロックから供給される手摺基材上に供給され、手摺基材上にこの手摺基材と接合した樹脂表面層が形成される。
(もっと読む)
シームレスベルトおよびその製造方法
【課題】 高弾性率で厚み精度の非常に良いシームレスベルトを安価に成形し、画像形成装置に用いられる中間転写体において、高速化になっても画像ムラのない優れた中間転写体を提供することを目的とする。
【解決手段】 環状ダイス2より押出された中空状樹脂溶液4を筒状金型1内面に塗布し溶媒を乾燥して形成されたシームレスベルトであって、該中空状樹脂溶液4内部に気体3を注入して膨張させるとともに、前記筒状金型1の中心と前記環状ダイス2の中心とをずらすことによって厚みが制御されたことを特徴とする。ここで、前記シームレスベルトの厚みバラツキが15μm以下であり、引張弾性率が2000Mpa以上であることを特徴とする。
(もっと読む)
補強コード入り帯状材料の製造方法
【課題】補強コードに接続部があっても段替え作業を不要にし、生産性を向上することが可能な補強コード入り帯状材料の製造方法を提供する。
【解決手段】ダイス2の直線状に配列した複数のコード通過孔10を通過する補強コードfにゴム材料を押し出して被覆し、補強コード入り帯状材料Wを製造する補強コード入り帯状材料の製造方法である。複数のコード通過孔10の横断面形状を配列方向と交差する方向に補強コードfの接続部fcが通過可能となるように拡開しながら延在する形状に形成し、そのコード通過孔10を延在する方向を交互に逆向きに配置してダイス2を構成し、このダイス2のコード通過孔10を通過する補強コードfにゴム材料を押し出して被覆する。
(もっと読む)
ゴム被覆ヘッド
【課題】 引き揃えられた複数本のコードにゴムを被覆して押し出す押出機において、ゴム被覆ヘッド内を通過するゴムとその通路との間の摩擦熱によるゴムの温度上昇を抑える。
【解決手段】複数本のコード5は、インサータ11に導入され、その前端からコード通路13とゴム流路24,25との交差部26に移送され、上下両面にゴムが被覆される。ゴムが被覆された複数本のコード(ベルト)6は、上下のダイ14,15の間の通路27を通過するときに上下の厚みが決定され、前方へ送り出される。インサータホルダ12の前面の上下の垂直面16,18と、上下のダイ14,15の後面の垂直面20,22とにより、垂直なゴム流路を形成しているため、傾斜したゴム流路を形成している従来装置と比較すると、ゴム流路が短くなるため、その分ゴム流路とゴムとの間の摩擦熱が低減する。
(もっと読む)
21 - 34 / 34
[ Back to top ]