
Fターム[4F207KL75]の内容
プラスチック等の押出成形 (29,461) | 押出成形の細部 (2,289) | 押出ダイ (1,317) | ダイの細部(←リップ部の構造) (1,027) | 押出口部 (357) | 形状変更、調節可能なもの (126) | 幅の (14)
Fターム[4F207KL75]に分類される特許
1 - 14 / 14
多層または単層ダイ用アウターディッケルの温度調整機能を備えたダイ及びダイへのアウターディッケルフレーム取付け機構
【課題】 ダイへのアウターディッケルの取付けが簡便で、リップ幅の調整が容易にでき、ディッケル先端への樹脂付着を防止し、巻取り工程内トラブルを解消し、高速生産性に適するダイと、ダイへのアウターディッケルフレーム取付け機構を提供する。
【解決手段】 ダイリップ幅を変更または調節する手段を備えたダイであって、前記ダイはリップ下面にアウターディッケルを有し、前記アウターディッケルは温度調節できる機能を有するダイ。ダイ前後面にダイ先端のリップに平行となるようスライド溝を設け、このスライド溝にアウターディッケルフレームを移動、固定できるようアウターディッケルフレーム断面を略ダイ断面形状とし、ダイ断面形状の上部(開放端部)の2箇所が内側に突出しスライド溝と嵌合し、ダイ断面形状の下部(閉塞部)内側をディッケルバー受け入れ部とし、ディッケルバー受け入れ部に温度調節機能を有するディッケルバーを設ける。
(もっと読む)
熱可塑性樹脂フィルムの製造方法および当該製造方法に用いる押出成形用Tダイ

【課題】熱可塑性樹脂フィルムのエッジビード現象を抑制すること。
【解決手段】熱可塑性樹脂フィルムの製造方法であって、ダイ本体2内にインナーディッケル3等を配置し、インナーディッケル3の端面3a等によって流路2cを画定させる準備ステップと、熱可塑性樹脂を溶融する溶融ステップと、溶融された熱可塑性樹脂を押出成形用Tダイ1に供給する供給ステップと、押出成形用Tダイ1において熱可塑性樹脂をインナーディッケル3等によって所定幅を有する樹脂フィルムFに成形する成形ステップとを備えている。この製造方法では、インナーディッケル3の端面3a部分が、断面視において、曲率半径が異なる2つの円弧C1,C2を含む弧線状になるように構成され、出口2b側に位置する第1の円弧C1の曲率半径R1が、入口2a側に位置する第2の円弧C2の曲率半径R2よりも大きくなっている。
(もっと読む)
スロットダイ装置
【課題】スロットから吐出される溶融樹脂の幅方向の端部側の流速を速めることができて、成形された樹脂フィルムの端部近辺での膜厚不均一を改善できるスロットダイ装置を提供することを目的とする。
【解決手段】スロットダイ本体2の成形室は、マニホールド3とスロット4とを有している。第二のインナーディッケル12は、スロット4の下流側に位置し、スロット4の下流側の幅方向の寸法を規定している。第二インナーディッケル12の表面(ガイド部)12aは、排出口5近辺の上流側の箇所で排出口5に向かうにつれて幅方向に広がる第1拡幅部31と、第1拡幅部31の下流側端に接続され幅方向に広がりつつ排出口5に至る第2拡幅部32とを備えている。第1拡幅部31が排出口5に向かうにつれて幅方向に広がる度合は、第2拡幅部32が排出口5に向かうにつれて幅方向に広がる度合よりも大きい。
(もっと読む)
熱可塑性樹脂の溶融押出成形用Tダイ及びエッジビード低減方法
【課題】 エッジビード現象を好適に抑制する
【解決手段】 熱可塑性樹脂の溶融押出成形用Tダイ15は、インナーディッケル13の下流側端面13aが、流路16の上流方向に曲折し始める位置をCxとし、インナーディッケル13の流路側端面13bが出口17の端部の方向に曲折し始める位置をCyとし、Cxから出口17の中心方向への延長線と、Cyから流路16の流れ方向Aへの延長線との交点をCとし、ロッド14の幅方向に垂直な流路側端面14aの上流側端部をCRとする場合、線分CCxの長さをLxとし、線分CCyの長さをLyとし、線分CxCRの長さをLRとし、線分CCx、線分CCy及び線分CxCyで囲まれる領域の面積をAとするとき、
A≦14.5(Lx+LR)―400
を満たすことを特徴とする。
(もっと読む)
スロットダイ装置
【課題】スロットから吐出される溶融樹脂の幅方向の端部側の流速を速めることができて、成形された樹脂フィルムの端部が厚くなることを抑制できるスロットダイ装置を提供することを目的とする。
【解決手段】溶融樹脂がマニホールドに供給され、前記マニホールドの下流部に設けられたスロットを通過し、フィルム状に成形されるスロットダイ装置において、前記マニホールドおよびスロットの幅方向の両端部には通過する前記溶融樹脂と接してガイドするインナーディッケルが設けられて、前記インナーディッケルのマニホールド上部と接している角度が45度以上75度以下の範囲内であることを特徴としたスロットダイ装置である。
(もっと読む)
ポリイミド系多層フィルムの製造方法、およびこれにより得られるポリイミド系多層フィルム
【課題】流延製膜法によりポリイミド系多層フィルムを製造するにあたって、焼成後のフィルムにおける脱ピン不良を防止するとともに、化学イミド法を採用し、多層フィルムの支持体からの引き剥がし性を向上させた場合であっても、多層ゲルフィルムの支持体からの引き剥がし性を向上し、かつ、多層ゲルフィルムの層間の剥離を有効に回避する技術を提供する。
【解決手段】例えば、エンドレスベルト上に、熱可塑性ポリイミド系ワニス/耐熱性ポリイミド系ワニス/熱可塑性ポリイミド系ワニスからなる多層液膜30を形成し、これを多層ゲルフィルム40に転化する場合、耐熱性ポリイミド系ワニスからなる液膜32を、他の液膜31・33よりも幅の広い幅広液膜とし、多層液膜30の両端部が上記幅広液膜のみからなる単層構造とする。この場合、インナーディッケルを流路に挿入した多層共押出ダイを用いることが好ましい。上記単層構造の端部にテンターピン17を刺して固定した状態で多層ゲルフィルム40を焼成すればよい。
(もっと読む)
低密度ポリエチレンの溶融押出成形方法
【課題】低密度ポリエチレンを溶融押出成形する際に、耳揺れ現象を抑制する方法を提供する。
【解決手段】最も押出機に近い位置に設置されたインナーディッケル(A)11と、最もリップ開口部に近い位置に設置されたインナーディッケル(B)とが、以下の要件(1)を満たすように保持されてなるTダイを用いて、低密度ポリエチレンを溶融押出成形する方法。(1)インナーディッケル(A)11のリップ開口部側の一辺の直線部における最もダイの中心線に近い点を点(α)、インナーディッケル(B)の押出機側の一辺における最もダイの中心線に近い点を点(β)、前記インナーディッケル(B)の押出機側の一辺の延長線と、前記点(α)からの垂線との交点を点(γ)とするとき、点(β)と点(γ)との距離(ア)が40mm以下である
(もっと読む)
フラットダイ、シート製造方法
【課題】シート端部が製品として採用される中央部位とは異なる溶融樹脂とすることができるフラットダイを提供する。
【解決手段】フラットダイであって、メイン層となる溶融樹脂が注入されるメイン層注入口20と、サブ層となる溶融樹脂が注入されるサブ層注入口とサブ層となる溶融樹脂を流出するサブ層流出口とを備えるプラグ1と、自己の側面にプラグ1を挿入可能とし、メイン層注入口20から注入される溶融樹脂とサブ層流出口から流出される溶融樹脂とを外部に流出するマニホールド部30とを備えた。
(もっと読む)
ダイ用ディッケルとその保持機構、およびディッケル付ダイ
【課題】幅規制のためのディッケルの移動がスムーズで、製品の得率が高く、ディッケル交換の負担の少ないディッケルとディッケルシャフト、及びそれらを備えたダイを提供する。
【解決手段】上下の金型によりマニホールドとスリットを形成したダイ内で使用されるディッケルであって、幅方向の厚さが一方の端部から他端部に向かって連続的に変化しているシート2枚が、その厚み変化方向を互いに逆向きとして摺動可能に重ね合わされたディッケルを使用する。更に、このディッケルは摺動可能な少なくとも2本のバーを対向させたディッケルシャフトにより保持され、幅方向に駆動される。ディッケルシャフトを構成する2本のバーの各々は、その端部から他端部に向かって径が連続的に変化しており、且つその変化の方向を逆向きにして対向、組み合わされる。
(もっと読む)
押出成形用Tダイ
【課題】インナーデッケルの幅規制面とリップ部との隙間への樹脂の侵入や隙間からの樹脂漏れを防止する。
【解決手段】ダイ本体1に形成されたマニホールド部からリップ部出口6bにわたって幅方向の両側に内挿されシート状成形品の幅を調整可能なインナーデッケル5と、ダイ本体1にシート状成形品の厚みを調整する複数のリップ間隔調整具21を配置した押出成形用Tダイにおいて、リップ間隔調整具21をリップ部6の幅方向に位置調整自在な可動式とし、インナーデッケル5の位置調整時に、インナーデッケル5の内面5a近傍に可動式リップ間隔調整具21を位置調整してリップ部6を加圧しリップ部6をインナーデッケル5の内面5a近傍に密接させるように構成した。
(もっと読む)
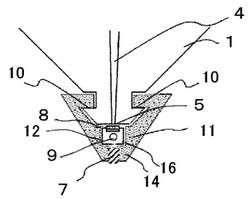
Tダイ用インナーデッケル装置及びこれを用いたTダイ
【課題】成形されるフィルムの両端に発生する耳高、特にポリプロピレン樹脂を用いた時の耳高を極力防止したTダイ及びTダイ用インナーデッケル装置を提供すること。
【解決手段】Tダイに具備されたTダイ用インナーデッケル装置1は、柱状体又は筒状体からなるロッド2の先端部に保持された埋め込みデッケル3と、埋め込みデッケル3の下側に配置された旗付きデッケル4と、旗付きデッケル4の下側に配置されたデッケル棒5とを備えている。埋め込みデッケル3は、ロッド2の先端部に保持された基部3Aと、基部3Aの下側に設けられ、上下に伸びる板状に形成された板状部3Bとから構成されている。そして、基部3Aの先端面3aは、前方から視て逆液滴状又は円形状に形成され、且つ、前方に突出した湾曲部を有している。
(もっと読む)
ポリイミド系多層フィルムの製造方法、およびこれにより得られるポリイミド系多層フィルム
【課題】 流延製膜法によりポリイミド系多層フィルムを製造するにあたって、焼成後のフィルムにおける脱ピン不良を防止するとともに、化学イミド法を採用し、多層フィルムの支持体からの引き剥がし性を向上させた場合であっても、多層ゲルフィルムの支持体からの引き剥がし性を向上し、かつ、多層ゲルフィルムの層間の剥離を有効に回避する技術を提供する。
【解決手段】 例えば、エンドレスベルト上に、熱可塑性ポリイミド系ワニス/耐熱性ポリイミド系ワニス/熱可塑性ポリイミド系ワニスからなる多層液膜30を形成し、これを多層ゲルフィルム40に転化する場合、耐熱性ポリイミド系ワニスからなる液膜32を、他の液膜31・33よりも幅の広い幅広液膜とし、多層液膜30の両端部が上記幅広液膜のみからなる単層構造とする。この場合、インナーディッケルを流路に挿入した多層共押出ダイを用いることが好ましい。上記単層構造の端部にテンターピン17を刺して固定した状態で多層ゲルフィルム40を焼成すればよい。
(もっと読む)
電子写真用エンドレスベルトの製造方法
【課題】周方向の膜厚均一性に優れたエンドレスベルトを安価かつ安定的に製造する方法を提供する。
【解決手段】少なくとも1種類以上の熱可塑性樹脂を含む、2種類以上の物質からなる樹脂組成物を、環状ダイス140からチューブ状に押し出す方法であって、溶融した状態で押し出されたチューブの周囲に、前記環状ダイスと同心に円筒220を設け、各々ダイスと円筒の外径、内径、高さなど寸法関係を規定することによる電子写真用エンドレスベルトの製造方法。
(もっと読む)
多層シートの製造装置および製造方法ならびに多層シート
【課題】 単層ダイとフィードブロックを組み合わせて多層シートを製膜する際、各層の厚みが不均一とならない多層シートの製造装置および押出方法を提供すること。
【解決手段】 単層ダイの上流側に設けたフィードブロックにより少なくとも2種類の溶融樹脂を5層以上合流させて単層ダイから押出して多層シートとする多層シートの製造装置において、単層ダイには溶融樹脂を供給部からダイ幅方向に広げてダイ端部に導くマニホールドが設けられており、マニホールドの供給部における断面積をS1、ダイ端部における断面積をS2とするとき、1.5<S1/S2<5であることを特徴とする多層シートの製造装置。
(もっと読む)
1 - 14 / 14
[ Back to top ]