
Fターム[4F208AA09]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 樹脂材料等(主成形材料) (2,080) | ポリオレフィン (735) | ポリエチレン系 (326) | EPM、EPDM、EPT (14)
Fターム[4F208AA09]に分類される特許
1 - 14 / 14
多層熱成形容器
【課題】 ポリプロピレン系シートを融点以下の温度で固相圧空成形することにより得られる、足部として作用する脚部が隙間なく強固に融着した多層熱成形容器を成形する。
【解決手段】 特定のエチレン−プロピレン共重合体を含むプロピレン系樹脂組成物からなるポリプロピレン系シートを、プラグアシスト成形に従った、融点以下の温度で固相圧空成形すると、シートの折り曲げにより形成される容器の脚部は、隙間なく強固に融着した状態になっている、脚部を有する容器が収得できる。
(もっと読む)
多層筒状成形体
【課題】本発明は、層間の密着性に優れ、低コストで生産でき、リサイクル可能な高い耐熱性を持つ多層成形体を提供する。
【解決手段】多層成形体が、ポリアリーレンサルファイド系樹脂95質量%から80質量%及びオレフィン系エラストマー5質量%から20質量%からなる第一ポリアリーレンサルファイド系樹脂組成物を含む最内層と、前記最内層のさらに外側に配置され、第一ポリアリーレンサルファイド系樹脂組成物100質量部に対し強化繊維を5から35質量部配合した第二ポリアリーレンサルファイド系樹脂組成物からなる外層と、を備える。
(もっと読む)
ブロー成形用強化ポリアミド系樹脂組成物およびそれを用いたブロー成形品
【課題】 ガラス繊維等の強化材配合ポリアミド樹脂組成物のブロー成形性を改良し、複雑な形状の製品や多くのインサート部品を一体成形する三次元ブロー成形や多次元押出ブロー成形、多層成形等の高度なブロー成形性を有するポリアミド樹脂組成物を提供する。
【達成手段】 相対粘度2.5〜3.8の結晶性ポリアミド樹脂(A)、非晶性ポリアミド樹脂(B)、グリシジル基を2個以上含有する反応基含有アクリル共重合体(C)及び繊維状強化材(D)からなる樹脂組成物であって、該樹脂組成物の示差走査型熱量計(DSC)で求められる降温結晶化温度をTc2N(℃)、前記樹脂組成物の中で前記(B)成分のみを含有しない場合の降温結晶化温度をTc2M(℃)としたとき、下記関係を満足し、かつ前記樹脂組成物の融点より25℃高い温度で、0.5mm/分の剪断速度で測定した溶融粘度が3,000〜40,000Pa・sであることを特徴とするブロー成形用強化ポリアミド系樹脂組成物。 Tc2M(℃)−Tc2N(℃) ≧ 5(℃)
(もっと読む)
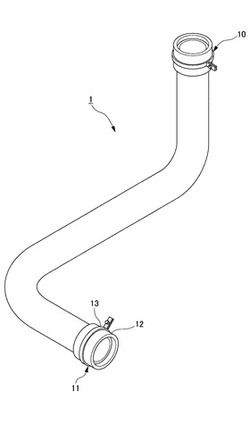
フランジ付樹脂チューブの製造方法

【課題】フランジ部が外周面に十分な接合強度をもって一体的に周設されたフランジ付樹脂チューブを有利に製造し得る方法を提供する。
【解決手段】外周面にフランジ状のリング部20が一体的に周設された樹脂スリーブ14の内孔内に、筒状のパリソンを挿通した状態で、それらパリソンと樹脂スリーブ14とを成形キャビティ60内に収容配置した後、該パリソンの内部に気体を吹き込んで、該パリソンを膨張変形せしめて、樹脂チューブを成形すると共に、該樹脂チューブと該樹脂スリーブ14とを一体化さることにより、該樹脂チューブの外周面に、該樹脂スリーブ14の前記リング部20からなるフランジ部11を一体的に周設するようにした。
(もっと読む)
押出し吸引−ブロー成形プラスチック成形部品を製造するための吸引ブローモールド
【課題】吸引ブロー成形において、製造コストを著しく増加させることがなくプラスチック溶融チューブを可塑的に変形可能であるモールド表面間の摩擦を低減した吸引モールドの提供。
【解決手段】2つの半型9によって形成される空洞を有する吸引ブローモールド1であり、プラスチック溶融チューブの形態の可塑的に変形可能な押出し予備成形物を閉じた空洞に導入し、モールド表面5上を少なくとも部分的に滑らせて空洞内に配置させる。該吸引ブローモールド1は、空洞のモールド表面5の少なくとも一部が特定の研磨処理を施すことにより滑り摩擦が低減された構造を有するブローモールド1を製造する方法、及び併せて該モールドを用いた押出し吸引−ブロー成形プラスチック成形部品10を製造するためのその使用とプラスチック成形部品10を開示する。
(もっと読む)
中空成形用ポリオレフィン組成物
【課題】複雑な形状をもつ大型ブロー成形物を成形するのに適した、耐ドローダウン性と、深絞り性を改良したブロー成形用樹脂組成物を提供する。
【解決手段】MFRが2g/10分以下の結晶性プロピレン樹脂成分(a)50〜99重量%及び下記(b1)、(b2)、(b3)からなり、MFRが0.1〜10.0g/10分であるからなる高溶融聴力プロピレン系組成物成分(b)1〜50重量%[(b1)オレフィン重合体、(b2)プロピレン単独重合体、(b3)エチレン−プロピレン重合体]からなるポリプロピレン樹脂材料100重量に対して、成分(c)スチレン・共役ジエンブロック共重合体の水素添加物、成分(d)エチレン・α−オレフィン系共重合体ゴム、成分(e)エチレン重合体樹脂、成分(f)無機充填剤を含む中空成形用ポリオレフィン樹脂組成物。
(もっと読む)
セルロース繊維含有成形体及びその製造方法、セルロース繊維含有ペレット及びその製造方法並びにセルロース繊維含有複層構造体
【課題】セルロース繊維を含有していても真空成形又は真空圧空成形での成形性を改善でき、表面がつや消し調のセルロース繊維含有成形体及びそれに用いるセルロース繊維含有複層構造体を提供すること、および粉砕されたセルロース繊維の計量性が良好で混練作業性を改善でき、またセルロース繊維を多く含有していても熱黄変と焼け臭気の発生とを防止しうるセルロース繊維含有ペレット及びその製造方法並びにそのペレットを用いたセルロース繊維含有成形体の製造方法を提供する。
【解決手段】セルロース繊維含有成形体は、無延伸ポリオレフィンフィルムの少なくとも一方の面に、セルロース繊維、エチレン・α‐オレフィン共重合体及びエチレン・プロピレンランダム共重合体を含有するポリオレフィン系樹脂組成物層が形成された複層構造を有し、延伸されていることを特徴とする。
(もっと読む)
ブロー成形用組成物
【課題】ブロー成形性、特にドローダウン性が改良され中空成形品の肉厚ムラが少なく、低温靱性に優れたブロー中空成形に好適なポリアミド樹脂組成物を得。
【解決手段】(a)98%の濃硫酸溶液中、25℃で測定した相対粘度が3〜6のポリアミド6樹脂が30〜85重量部、
(b)ポリアミド610樹脂が5〜50重量部、
(c)エチレン系アイオノマー樹脂5〜30重量部、
(d)エチレン系共重合エラストマー樹脂5〜30重量部からなるポリアミド樹脂組成物(ただし、(a)、(b)、(c)、(d)の合計を100重量部とする)であって、
(a)ポリアミド6樹脂と(b)ポリアミド610樹脂の重量比が10:1〜1:2の範囲であり、かつ
(c)エチレン系アイオノマー樹脂と(d)エチレン系共重合エラストマー樹脂の合計量が、(a)、(b)、(c)、(d)の合計100重量部に対し10〜40重量部であるブロー成形用ポリアミド樹脂組成物。
(もっと読む)
熱可塑性エラストマー成形品の製造方法およびその製造装置
【課題】 安定したトリポード形状を備える熱可塑性エラストマー成形品の製造方法およびその製造装置を提供する。
【解決手段】 筒状の端部を有する中空形状の胴体部と、端部の内周面上に等間隔に配され、内周面上から内側に突出する形状を有する複数の厚肉部と、厚肉部の間に設けられる薄肉部と、を備えるパリソンを成形する射出成形工程と、パリソンを第2外型5に型締めしてブローアップし、筒状の端部13を有する中空形状の胴体部と、端部13の内周面上に等間隔に配され、内周面上から内側に突出する形状を有する複数の厚肉部14と、厚肉部14の間に設けられる薄肉部15と、を備える熱可塑性エラストマー成形品10を成形するブロー成形工程と、を備える熱可塑性エラストマー成形品10の製造方法において、ブロー成形工程は、第2外型5のパーティングラインがパリソンの薄肉部のみを通るように、パリソンを第2外型5に型締めする
(もっと読む)
熱可塑性エラストマー成形品の製造方法及びその製造装置
【課題】 寸法精度の高い成形品を成形することができ、かつ生産性に優れた熱可塑性エラストマー成形品の製造方法及びその製造装置を提供する。
【解決手段】 中子22と第1外型30により形成されるキャビティに流動状態の熱可塑性エラストマーを射出した後に、キャビティ内の熱可塑性エラストマーを冷却してパリソン11を成形する射出成形工程と、第1外型30を離型し、パリソン11を中子22に付けたまま、パリソン11をブローアップ可能な温度まで加熱する加熱工程と、パリソン11を中子22に付けたまま第2外型50内に入れて、パリソン11の内部に圧縮空気を吹き込んで膨らませ、第2外型50の内壁面に密着させると共に冷却することで、成形品12を成形するブロー成形工程と、を備えることを特徴とする。
(もっと読む)
オーバーモールドされた容器およびその製造および使用の方法
【課題】改善された視覚的特性および触覚的特性を提供し、革新的なパッケージング設計を可能にし、改善されたグリップ性および断熱性を提供することができるオーバーモールドされた容器およびその製造方法。
【解決手段】容器はポリマーのリサイクル流に最小限の影響しか与えずに、コスト効率の良い方法で作ることができる。容器を作る方法は、PET共重合体などの熱可塑性ポリマーを含む容器プリフォームを提供するステップと、プリフォームの少なくとも一部上にエラストマー材料をオーバーモールドして、オーバーモールドされたプリフォームを形成するステップと、オーバーモールドされたプリフォームをブロー成形してオーバーモールドされた容器を形成するステップと、を含む。一実施形態においては、オーバーモールドされた容器は飲料容器である。
(もっと読む)
携帯電話機用装飾パッドおよびその製造方法
【課題】 良好な密着性を有し繰り返し着脱可能な意匠性を有する携帯電話機用装飾パッドの提供及びその製造方法の提供。
【解決手段】 熱可塑性フィルム層と、装飾層と、非晶性α−オレフィン重合体からなる支持基材層とが、この順に積層されている熱成形用積層シートを用いた携帯電話機用装飾パッドにより、良好な密着性と繰り返し着脱性の両者を満足する意匠性を有する携帯電話機用装飾パッドの提供することができる。また、前記熱成形用積層シートを、真空成形することによる本発明の携帯電話機用装飾パッドの製造方法を提供する。
(もっと読む)
歯科用成形体及びその成形方法
シクロオレフィンポリマー樹脂、シクロオレフィンポリマー樹脂とポリオレフィン系熱可塑性エラストマー樹脂の混合体またはシクロオレフィンポリマー樹脂とEVAの混合体からなる成形体であって、義歯床、人工歯、局部義歯の維持装置及びマウスピース製作に使用される。成形体の成形方法は、テーブル上に載置された右膏模型及びシクロオレフィンポリマー樹脂からなる成形体をチャンバー内に離間して支持させる工程、上記成形体を加熱軟化させる工程、上記チャンバー内のエアを吸引してチャンバー内空間を真空とする工程、真空状態下で上記テーブルを上昇させることにより上記成形体にて上記模型を被覆して上記成形体と上記テーブル間の空間をその外側の空間から遮断する工程、該空間の真空状態を維持した状態で、上記チャンバー内にエアを導入し、加圧雰囲気にて上記成形体シートを上記模型に押圧成形する工程を含む。 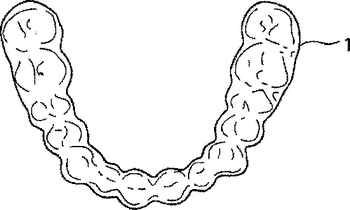 (もっと読む)
(もっと読む)
容器開口を備えた容器の製造方法及びこの方法に従って製造された容器
本発明は、容器開口を備えていて、本質的に寸法安定性の外側層及びこれとは異なる種類の熱可塑性材料で作られた少なくとも1つの内側層を有する容器の製造方法に関する。まず最初に、容器を製造するのに十分な長さを有する少なくとも2本の同軸溶融ポリマー管から成るパリソンを吹込成形の際に吹込成形用金型(4)の閉鎖状態の別々の部分相互間に作る。バルーン(6)が装着された剛性吹込成形用マンドレル(5)を金型中に通してパリソン内に案内し、次いで、バルーン(6)を容器開口の付近で膨張させ、それにより少なくとも2つの層を吹込成形用金型(4)に押し付け、すると、これら少なくとも2つの層は、ここで凝固する。最後に、圧力を吹込成形用マンドレル(5)中へ、そしてパリソン内部に差し向ける。  (もっと読む)
(もっと読む)
1 - 14 / 14
[ Back to top ]