
Fターム[4F208AD34]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,284) | 前処理、処理 (71) | プライマー処理、下塗り (27)
Fターム[4F208AD34]に分類される特許
1 - 20 / 27
断熱ボードの製造方法
アクリル樹脂シートと織物状物を一体化した複合三次元成形物、並びにその製造方法
【課題】 現在、市場に於いてモバイル機器の筐体、自動車内装部材等の成形物に、プラスチックシートと織編み物等の織物状物を複合一体化して作成された複合シートを使用して作成された複合三次元成形物は商品化されていない。近年パソコン、携帯電話等のモバイル機器筐体、ドアートリム等の自動車内装部材に於いて外観デザインの多様化が顕著となり、当該企業間での同類製品の差別化ニーズが高まってきた。本発明はこのような市場ニーズに対応し、従来のプラスチック単体では表現出来なかった織編み物等の織物状物を使用した複合三次元成形物を提供する。
【解決手段】 メタクリル樹脂とアクリルゴムの混合ポリマーによる薄手の透明硬質アクリル樹脂シートを第一層にして、アクリルエマルジョン又は、ウレタン系エマルジョンをあらかじめ全体に含浸脱気加工した織物状物を第三層として、アクリル又はウレタン系又はEVA系の無溶剤タイプ熱可塑性接着剤を塗工し第二層として積層一体化した複合シートを作成し、インサート成形又はインモールド成形することにより、織物状物の質感を活かしながら従来のプラスチック製の製品と同様の取り扱い性、並びに品質、物性を有する複合三次元成形物の製品化を可能とする。さらには、ジャカード織物等の厚みのある複雑な織物状物を、エアーの混入を防ぎ、且つその質感を活かした複合三次元成形物を得るために、接着加工前に所定の樹脂含浸加工を施して複合シートを作成することを特徴とする。次いで、透明硬質アクリル樹脂シートの表面に成形可能なプレキュアーコートを施すことにより表面の耐アルコール性、耐擦傷性等の品質面の改良を行い、より実用性の高い複合三次元成形物を提供する。
(もっと読む)
インモールドラベル付き合成樹脂製製品
【課題】 本発明は、インモールドラベル付き合成樹脂製製品において、インモールドラベルを利用して、模倣品に係る判別機能を発揮させることにより、簡便に模倣品を判別して、模倣品の流通を阻止することを目的とする。
【解決手段】 合成樹脂製製品の本体壁2の表面に貼着されたインモールドラベル3の一部に、目視可能な加飾層6とは別に、偏光機能を有する偏光機能層8を設け、この偏光機能層8からの光の視認により模倣品を判別する。
(もっと読む)
積層体のガスバリア性向上方法
【課題】高温高湿処理を契機としてガスバリア性を向上させる方法を提供する。すなわち、高温高湿処理する前ではイオン結合反応の進行を抑制し、高温高湿処理によってイオン結合反応を進行させて、ガスバリア層前駆体をガスバリア層にする方法である。
【解決手段】本発明に係る積層体のガスバリア性向上方法は、支持体と、カルボン酸系重合体を含有する層と多価金属化合物を含有する層とがイオン化制御樹脂からなる層を介して積層されてなるガスバリア層前駆体とを備えた積層体に、高温高湿処理を施し、前記多価金属化合物を含有する層から供給される多価金属イオンを、高温高湿処理中に、前記イオン化制御樹脂からなる層、さらには前記カルボン酸系重合体を含有する層に移動させ、前記カルボン酸系重合体を含有する層の中のカルボキシル基と前記多価金属イオンとの間にイオン結合反応を起こさせて、前記ガスバリア層前駆体をガスバリア層とすることを特徴とする。
(もっと読む)
プリプレス金型内部の転写フィルムの金型内部転写方法

【課題】プリプレス金型内部の転写フィルムの金型内部転写方法を提供する。
【解決手段】主に、金型内部のプリプレス転写フィルムの作製ステップと、製品の形状に従い金型内部のプリプレス転写フィルムをプリプレス成形し、金型内部のプリプレス転写フィルムと製品の形状とを調合させるプロセスと、プリプレス成形部を裁断するステップと、射出成形金型に取り付けて、射出成形するときに、金型内部のプリプレス転写フィルムとプラスチック材料とを結合させるステップと、イジェクトするときに金型内部のプリプレス転写フィルムの外面層と剥離層を剥がして、フィルムと印刷層のみをプラスチック材料の表面に貼りあわせステップとを含む。本発明に係るプリプレス金型内部の転写フィルムの金型内部転写方法は、転写フィルムのしわまたは割れを防止でき、製品表面に滑らかな効果を実現できる。
(もっと読む)
真空成型用シート
【課題】 真空成型性、初期タック性、初期密着性に優れ、三次元被覆成形品での耐熱接着性に優れた真空成型用シートを提供する。
【解決手段】 表層フィルム(ア)の下面に接着剤層(イ)を有し、(ア)が、例えばアクリル系樹脂フィルム(A)であり、(イ)が、下記の熱可塑性飽和共重合ポリエステル樹脂100質量部に、含窒素複素環化合物0.1〜5.0質量部、タルク2〜15質量部を配合し、かつ該熱可塑性飽和共重合ポリエステル樹脂に対しポリイソシアネート0.5〜2.0当量を配合し硬化した真空成型用シート。該ポリエステル樹脂:テレフタル酸40〜70モル%、セバシン酸30〜60モル%からなる酸成分と、1,4−ブタンジオール40〜90モル%、エチレングリコール10〜60モル%からなるグリコール成分とから構成される。
(もっと読む)
積層成形品の製造方法並びにその方法に使用する成形金型
【課題】ホットメルトを表皮側に設定して、芯材表面に加熱軟化処理した表皮を真空貼着して製作する積層成形品の製造方法並びにその方法に使用する成形金型において、ホットメルトが真空成形金型に付着することを確実に防止して生産性を高める。
【解決手段】表皮22の裏面にホットメルト22cをプレコート処理した状態で表皮22を加熱軟化処理した後、真空成形金型40により表皮22を芯材21の表面に真空貼着する際、真空成形金型40における型面外周部40aには、離型剤をコーティング処理した離型処理層46が設けられているため、表皮22の巻込みシロ23に相当する部位のホットメルト22cがこの離型処理層46に当接することで、芯材21に表皮22を真空貼着した半製品Pを真空成形金型40から脱型する際、ホットメルト22cが真空成形金型40に付着することがなく、円滑な脱型操作が期待できる。
(もっと読む)
インモールド成形用ラベル
【課題】容器に貼着した際に、容器の形状を損ねることなく、且つラベルの外観も損ねることがない、透明なインモールド成形用ラベルを提供する。
【解決手段】融点が105〜170℃であるα−オレフィン系共重合体と、結晶性プロピレン系樹脂とを含む樹脂組成物よりなる延伸フィルムの基材層(A)に、ヒートシール層(B)を積層する。
(もっと読む)
光硬化性フィルムおよび成形品の製造方法
【課題】表面粘着性が低減されており保存安定性および印刷適合性などに優れ、かつ、成形性にも優れる光硬化性フィルム、およびこの光硬化性フィルムを用いた成形品の製造方法を提供すること。
【解決手段】光硬化性樹脂組成物層(A)および基材フィルム層(B)を少なくとも有する光硬化性フィルムであって;この光硬化性樹脂組成物層(A)は、重量平均分子量が100000〜150000であり、ガラス転移温度が70〜100℃である、アクリル樹脂(a)、および光重合性多官能モノマー(b)を含み;但しこのアクリル樹脂(a)は、(メタ)アクリロイル基を含まないことを条件とし、および;このアクリル樹脂(a)およびこの光重合性多官能モノマー(b)の重量比(a)/(b)は83/17〜52/48である;光硬化性フィルム。
(もっと読む)
真空成型用シート
【課題】 三次元被覆成型品の裏面凹凸によるエアー混入がなく、耐熱外観性等に優れた真空成型用シートを提供すること。
【解決手段】 表層にエンボス加工を施した表層フィルム(ア)の下面に接着剤層(イ)を有する真空成型用シート1であって、表層フィルム(ア)が、例えばアクリル系樹脂フィルム(A)であり、かつ接着剤層(イ)が、特定の熱可塑性飽和共重合ポリエステル樹脂に、ポリイソシアネート1.5〜2.5当量を配合し硬化したものであり、かつ表層フィルム(ア)に接着している面とは逆の面100に1以上の溝を有し、該溝は、該接着剤層の該逆の面の内側のみに存在して該接着剤層の側面まで通じてはいない溝、および該逆の面において側面まで通じている溝をさらに有することを特徴とする真空成型用シート。
(もっと読む)
真空成型用シート
【課題】 三次元被覆成型品の表面にドラグラインを発生させず、耐熱外観性、生産性等に優れた真空成型用シートを提供すること。
【解決手段】 表層フィルム(ア)の下面に接着剤層(イ)を有する真空成型用シート1であって、表層フィルム(ア)が、例えばアクリル系樹脂フィルム(A)であり、かつ接着剤層(イ)が、特定の熱可塑性飽和共重合ポリエステル樹脂に、ポリイソシアネート1.5〜2.5当量を配合し硬化したものであり、かつ表層フィルム(ア)に接着している面とは逆の面100に1以上の溝を有し、該溝は、該接着剤層の該逆の面の内側のみに存在して該接着剤層の側面まで通じてはいない溝、および該逆の面において側面まで通じている溝をさらに有することを特徴とする真空成型用シート。
(もっと読む)
真空成型用シート
【課題】真空成型性、初期タック性、初期密着性に優れ、さらに三次元被覆成形品での耐熱接着性に優れた真空成型用シートを提供すること。
【解決手段】表層フィルム(ア)の下面に接着剤層(イ)を有する真空成型用シート1であって、表層フィルム(ア)が、例えばアクリル系樹脂フィルム(A)であり、かつ接着剤層(イ)が、下記の熱可塑性飽和共重合ポリエステル樹脂に、ポリイソシアネート1.5〜2.5当量を配合し硬化したものである真空成型用シート。熱可塑性飽和共重合ポリエステル樹脂:テレフタル酸20〜40モル%、イソフタル酸20〜40モル%およびアジピン酸25〜50モル%からなる酸成分と、1,4−ブタンジオール10〜50モル%および1,6−ヘキサンジオール50〜90モル%からなるグリコール成分とから構成される。
(もっと読む)
ラッピング立体成形体及びその製造方法
【課題】凹凸その他の立体パターンごとに成形型を作製する必要なく、基材の表面に立体的装飾を付与することが可能なラッピング成形体を提供する。
【解決手段】基材31の主表面上に、立体部材32をあらかじめ配置しておき、その上に装飾フィルムを真空圧着することによって、金型を作製することなく、任意の凹凸パターン、立体的形状を付与する。
(もっと読む)
ロンデル成形体用積層体、その製造方法、ロンデル成形体、及びそれを用いたチューブ容器
【課題】
深絞り成形加工に対する追随性が良好で、層間剥離やピンホールが生じることがなく、成形性に優れるロンデル成形体用積層体、および、ガスバリア性に優れ、密封注出口の突き刺し開封時に開封性が良好なロンデル成形体を製造し、それを用いたチューブ容器を提供する。
【解決手段】
截頭円錐状の肩部と、該肩部に連接した円筒状の頭部と密封注出口から構成され、前記密封注出口が突起物によって破壊可能であるロンデル成形体用の積層体であって、前記積層体は、少なくとも、外側から未延伸熱可塑性樹脂層、金属箔保護層、金属箔層、接着樹脂層、及び熱可塑性樹脂層からなることを特徴とし、前記ロンデル成形体用積層体を深絞り成形することにより、ロンデル成形体を製造する。
(もっと読む)
ロンデル成形体用積層体、その製造方法、ロンデル成形体、及びそれを用いたチューブ容器
【課題】
深絞り成形加工に対する追随性が良好で、層間剥離やピンホールが生じることがなく、成形性に優れるロンデル成形体用積層体、および、ガスバリア性に優れ、密封注出口の突き刺し開封時に開封性が良好なロンデル成形体を製造し、それを用いたチューブ容器を提供する。
【解決手段】
少なくとも、外側から未延伸熱可塑性樹脂層、金属箔保護層、金属箔層、アンカーコート層、及び熱可塑性樹脂層からなるロンデル成形体用積層体であって、前記アンカーコート層が、不飽和カルボン酸、又はその無水物を0.01〜5質量%の範囲で含有し、かつ、数平均粒子径が1μm以下のポリオレフィン共重合樹脂粒子を分散し、不揮発性水性化助剤を実質的に含まない水性分散液を塗布、乾燥して形成されており、前記ロンデル成形体用積層体を深絞り成形することにより、ロンデル成形体を製造する。
(もっと読む)
インモールドラベル付成形体
【課題】美飾性に優れ、意匠性のあるインモールドラベル付成形体を提供する。
【解決手段】金型の壁にインモールドラベルを取付け、成形体を成形すると同時に、インモールドラベルが成形体に熱融着されて形成されるインモールドラベル付成形体であって、インモールドラベルは、少なくとも成形体の表面と直接熱融着可能な合成樹脂製の基材層と、この基材層上に積層して設けられる外装合成樹脂層とで構成され、基材層と外装合成樹脂層との間に部分的に接着剤を塗布し、基材層と外装合成樹脂層とを部分的に接着する。
(もっと読む)
表皮付きプラスチック成形体並びにその製造方法及びその回収方法
【課題】使用時には接着性が優れると共に、十分にリサイクル可能な表皮付きプラスチック成形体並びにその製造方法、及びプラスチック成形体への繊維表皮材の残留を抑制し、繊維表皮材をプラスチック成形体から確実に剥離可能な表皮付きプラスチック成形体の回収方法を提供すること。
【解決手段】本発明は、プラスチック成形体10と、該プラスチック成形体10の一面に熱可塑性樹脂からなる接着剤層20を介して貼り付けられた繊維表皮材30と、を備えた表皮付きプラスチック成形体100であって、温度25℃における繊維表皮材30のプラスチック成形体10からの剥離強度が50N/25mm幅以上であり、かつ温度150℃における繊維表皮材30のプラスチック成形体10からの剥離強度が10N/25mm幅以下である表皮付きプラスチック成形体100である。
(もっと読む)
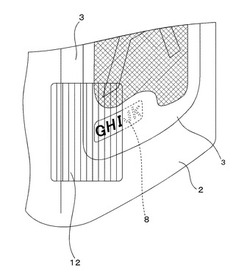
プレプリント歪みを用いる熱成形物品の製造方法
熱成形物品は、画像を伴う。グリッド画像(12)を伴う第1のシート(10)と、少なくとも2つのキャビティを有する金型とを使用して、キャビティごとにグリッド歪みパターン(16、18)を伴う成形が行われる。初期画像(20、22)が、対応するグリッド歪みパターンと所望の画像とに基づいてキャビティごとに計算される。初期画像は、第2のシート(24)に適用される。第2のシート(24)と金型とを使用して、各物品が所望の画像に実質的に類似した歪んだ画像を伴う、少なくとも2つの物品が製造される。 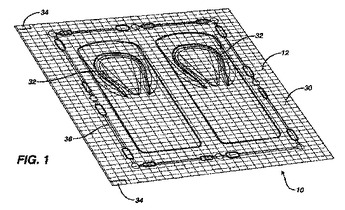 (もっと読む)
(もっと読む)
車両用内装材の製造方法
【課題】 レーザーにより金属製芯材に孔加工をしても、表皮を良好に貼着することができる車両用内装材の製造方法を提供する。
【解決手段】 芯材2の表面2a側が未硬化の接着剤3により覆われているため、その芯材2に対して裏面2b側からレーザーLによる孔加工を行うと、吸引孔5の裏面2b側の周辺にはバリやドロス等が発生するものの、表皮4を貼着する吸引孔5の表面2a側の周辺には、バリヤやドロス等は発生しない。また、レーザーLにより、表面2a側に塗布されている接着剤3が、吸引孔5以上の範囲で焼失することも防げる。従って、孔加工後の芯材2の表面2aに対して、表皮4を真空成形により良好に貼着することができる。
(もっと読む)
自動車内装品の成形方法
【課題】製品の外観品質を低下させることなく、表皮と基材とを適正に貼合する。
【解決手段】成形型2の上面に基材3が配置され、その上に、表皮5が積層された状態で真空引きが行われ、表皮5と基材3とが貼合される。基材3の表面は絞付け加工が行われた絞面3aになっていると共に、基材3の表面と表皮5との間には接着剤4が介在している。真空ポンプによる真空引きにより、成形型2の内周面と仕切り板6との間の空間が真空になると共に、基材3の絞面3aと表皮5との間の隙間も成形型2の真空引き穴2aを介して真空になる。そのため、基材3の絞面3aと表皮5とが密着した状態で、接着剤4により貼合される。
(もっと読む)
1 - 20 / 27
[ Back to top ]