
Fターム[4F208AM01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 成形装置、成形操作のその他の特徴 (232) | 圧力媒体の特徴 (13)
Fターム[4F208AM01]に分類される特許
1 - 13 / 13
熱成形用の装置と成形方法
【課題】
熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提
供する。
【解決手段】
樹脂シートの圧空ボックスによる圧空成形を行う熱可塑性樹脂シートの熱成形装置において、圧空ボックスとして、1)圧縮気体を加熱するか又は加熱圧縮気体を導入し、これを圧空ボックス内の天面に設けた複数の孔から圧空空間に送出しながら、2)同時並行で、この圧空空間に送出された気体を上記天面に設けた別の複数の孔から収容し外部へ排気するように構成したものを用いる。
(もっと読む)
オーバーモールド容器の製造方法、オーバーモールド容器の製造装置、ブロー成形装置、オーバーモールド容器

【課題】アウターが均一に被装された高品質なオーバーモールド容器を製造する。
【解決手段】金型50a内に配置されたインナーボトル10aの外側に溶融樹脂を射出してアウター20aを成形する際、柱状のロッド60aを用いて位置決めステップを実行し、インナーボトルは、上端の開口14から下方に延長する首部13と、当該首部に一体的に連続する収納部12とから構成され、柱状のロッドは、先端64が前記インナーボトル内部11の底面16の形状に係合する形状に形成されており、位置決めステップでは、首部を固定するともに、ロッドをインナーボトルの開口から底面に向けて挿入して、ロッドの先端形状66aと当該底面との形状30aとが係合するように当接させる。
(もっと読む)
水圧又は蒸気圧を用いた成型方法及び成型装置
本発明は、水圧又は蒸気圧発生器;及び前記発生器と連通された金型を含む成型装置の金型内に被成型体を固定する段階;前記水圧又は蒸気圧発生器で水圧又は蒸気圧を発生させ、これを前記金型に注入する段階;及び、前記水圧又は蒸気圧によって発生される圧力を用いて、金型に固定された被成型体を成型する段階を含む成型方法、及びこれに用いられる成型装置に関するものである。本発明の方法及び装置によると、既存の真空成型技法などでは具現することが難しかったアンダーカット部位や、繊細な成型が必要とされる部分の成型が可能であり、成型後の厚み偏差や白化現象などの問題が発生する点も解決することができる。 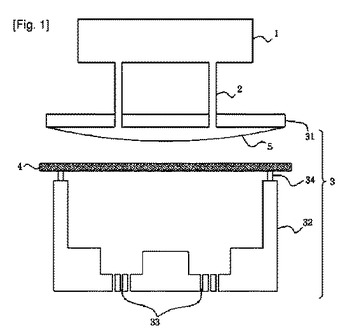 (もっと読む)
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
熱成形方法および熱成形装置
【課題】 簡易かつ簡便にして手軽に熱成形を行なうことを可能とする簡素で安価な熱成形方法および熱成形装置を提供することを課題とする。
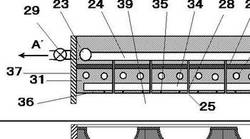
【解決手段】 熱可塑性樹脂シート5を挟持する上枠体2と下枠体3とから成る熱成形装置1において、熱可塑性樹脂シート5の下側に型7を配置し、上側より流動性可変形性熱媒体(熱水)8を載置して熱可塑性樹脂シート5を加熱すると共に流動性可変形性熱媒体(熱水)8の重量により型7に圧着することにより変形させて成形する。
(もっと読む)
樹脂製容器の製造方法、及びブロー成形装置
【課題】有底筒状に形成されたプリフォームに、ブローエアーを供給してブロー成形することによって所定の容器形状の樹脂製容器を製造するにあたり、ブローエアーが供給される開口端となるプリフォームの口部が、ブローエアーの熱や圧力などによって変形してしまうのを有効に回避することができる樹脂製容器の製造方法、及びブロー成形装置を提供する。
【解決手段】ブロー成形ノズル1のブローエアー供給口15をプリフォーム2の口部21に気密下に連通させて、プリフォーム2内にブローエアーを供給するとともに、プリフォーム2の口部21の外周面側に冷却媒体を供給する。
(もっと読む)
I.S.マシン用の冷却管機構
【課題】I.S.マシンで形成されたびんの中へ冷却空気を導入する改良式の冷却管機構を提供すること。
【解決手段】I.S.マシンは、パリソンがびんへとブロー成形されるブローステーションを有する。パリソンは、ブロー成形型上の「オンブローモールド」位置にあるブローヘッドによってブロー成形され、パリソンのブロー成形の後、ブローヘッドは、ブロー成形型から離れるように持ち上げられる。ブローヘッドと成形型との間の距離は、成形型内で検出された圧力に応答する圧力特性によって定義される。
(もっと読む)
フッ素樹脂製管状部材を利用した管継手の製造方法及び管継手
【課題】 生産性が高く、素材であるフッ素樹脂製のチューブの持つ内面の平滑度を維持し清浄度を落とすことなく製造可能なフッ素樹脂製管状部材を利用した管継手の製造方法及び管継手を提供する。
【解決手段】 フッ素樹脂製管状部材を利用した管継手の製造方法は、所定の長さに調整したフッ素樹脂製管状部材1の側面の所定部分を加熱し、しかる後、所定形状を有する形成部25aを備えた型20内に保持した状態でブロー成形又は真空成形する。また管継手は基礎となるフッ素樹脂製管状部材1の内面粗さを維持した状態でフッ素樹脂製管状部材1の側面に一又は二以上の枝管を形成し、或いは屈曲させ、又は両端部の径サイズを異ならしめたことを特徴とする。
(もっと読む)
樹脂中空成形体の成形装置
【課題】中空成形体の成形装置10において、中子の中空部内におけるエア及び液体の供給及び排出を効率よく行えるようにする。
【解決手段】中空部25を形成するように膨張可能な中子27に中空部25に連通する1つの開口部27cを設け、開口部27cに、エアが流通するエアパイプ21と機械油(液体、圧力流体)が流通する液体パイプとを先端21a,23aが中空部25に望むようにそれぞれ挿入する。開口部27cからの中空部25内へのエアパイプ21の延長長さL1を、液体パイプ23の延長長さL2よりも長く設定する。中子27の外面に樹脂製のシート材35を巻き付けて成形型1内に配置した状態で、制御装置により、中子27の内部に液体パイプ23から機械油を導入して加圧膨張させることにより、シート材35を成形型1の第1及び第2成形面3a,5aに押圧して樹脂製の中空成形体7を成形する。
(もっと読む)
ブロー成形品その他のプラスチック中空体のピンホール検査方法
【課題】 自動ブロー成形工程に適し、極く僅かな水素の使用量でブロー成形品のピンホールを極く短時間でしかも正確に検出することができるブロー成形品のピンホール検査方法を提供する。
【解決手段】 水素を含有する圧力流体を用いてブロー成形したブロー成形品を密封し、密封したブロー成形品を外面より押圧した際に外部に漏出する水素を検知してブロー成形品のピンホールの有無を判定する方法である。合成樹脂を溶融混練して押出機より筒状のパリソンを押し出し、次いで水素を含有する圧力流体を用いてパリソンを金型内でブロー成形した後、ブロー成形品を金型より取り出して、ブロー成形の際の圧力流体導入孔を封鎖する。圧力流体導入孔を封鎖したブロー成形品を外面より押圧した際に外部に漏出する水素を検知してブロー成形品のピンホールの有無を判定する。
(もっと読む)
ブロー成形機のブローエア供給装置
【課題】 ブローエアの温度低下を抑えて、容器の内面歪みを少なくし、更には、結晶化度を高めて、容器の耐熱性を向上させる。
【解決手段】 加熱されたブローエアをプリフォーム内に供給し、中空のボトル容器1を成形するブロー成形機のブローエア供給装置であって、高圧のブローエアを発生する高圧エア源11と、高圧エア源11の下流でブローエア流路を開閉する高圧仕切弁12と、高圧仕切弁12の下流でブローエアを加熱する熱交換器13と、熱交換器13の下流でブローエア流路を絞る絞り弁14と、絞り弁14の下流でブローエア流路を切換える切換弁15とを備える。
(もっと読む)
改良された柔軟なフィルム
本発明は、フィルムを形成する方法、及びフィルムを形成するためのダイに関する。流体ダイは、ハウジングに結合された流体供給マニホールドを有しており、前記ハウジング内には、流体供給マニホールドと流体流通した少なくとも1つの流体供給チャネルが位置決めされている。ハウジングは、流体供給チャネル内に少なくとも1つのプロファイリングブロックも含んでいる。  (もっと読む)
(もっと読む)
容器ブロー成形方法および装置
本発明による方法および装置は、容器をブロー成形するために用いる。パリソンを熱的にコンディショニングした後、該パリソンをブロー成形型の内部で引伸ばし棒により引伸ばし、ブロー成形圧を作用させることにより容器に成形する。加圧状態にあるガスを、少なくとも2つの異なる流動経路を介して容器内へ導入する。特に、流動経路の1つが開口領域の付近に終端を有し、第2の流動経路が容器底部の付近に終端を有するのが有利である。引伸ばし棒を通じて、加圧状態にあるガスの少なくとも一部を容器内へ導入する。  (もっと読む)
(もっと読む)
1 - 13 / 13
[ Back to top ]