
Fターム[4F208LD10]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形装置 (590) | 移動方向 (160) | 一軸の回りの回転 (117)
Fターム[4F208LD10]の下位に属するFターム
Fターム[4F208LD10]に分類される特許
41 - 47 / 47
PETボトル成形機の延伸ロッド昇降装置

【課題】 PETボトル成形機におけるプリフォーム延伸用ロッドの成形条件の設定を、位置調整や部品交換等をすることなく簡単に行うことができるPETボトル成形機の昇降装置を提供すること。
【解決手段】 プリフォームを成形型内でロッドにより延伸後、ブローして所定の形状とするPETボトル成形機の延伸ロッド昇降装置であって、前記延伸ロッドを電気的に制御可能なモータにより駆動させるようにした。電気的に制御可能なモータとしては、サーボモータあるいはステッピングモータを用いることができる。なお、PETボトル成形機はロータリー式のものが好ましい。
(もっと読む)
ブロー成型装置の開閉を制御する方法及び該方法を実施するためのブロー成形装置
本発明は、加熱された予備成型物をブロー又はブロードローイングによって、熱可塑性材料、特にPETから容器を製造するために使用されるブック型のブロー成型の金型の開閉を制御するための方法に関する。本発明によれば、金型(1)は、共有された固定回動ピン(3)の周囲を同じように回転することによって、互いから離れることができる少なくとも2つの金型の半体(2a,2b)を備えている。本発明は、2つの金型の半体(2a,2b)がその分割平面(5)のどちらの側も非対称に開口し、その結果として、最大に開口している金型の半体は、金型に例えば固定アームのような補助部材を導入するためのより大きい経路を形成していること特徴とするものである。  (もっと読む)
(もっと読む)
射出吹込成形機及び方法

【課題】射出ステーションにおいて成形されたプリフォームを冷却する際に、該プリフォームの部位毎に温度を変化させることができるようにして、プリフォームの材質や形状、ブロー成形によって得られる成形品の形状等に対応して適切な温度分布を有するプリフォームを成形することができ、加熱ステーションを必要としないようにする。
【解決手段】固定金型13が取り付けられる射出金型支持装置と、可動金型が取り付けられる吹込金型支持装置と、射出用コア型42及び吹込用ガイド43を備え、前記射出金型支持装置と前記吹込金型支持装置との間に配設される中間型支持装置とを有し、射出成形によって成形された中間成形品に吹込成形を行って最終成形品を成形する射出吹込成形機10であって、前記固定金型13及び/又は射出用コア型42は、前記中間成形品の温度分布を吹込成形に対応して調整する冷却装置を備える。
(もっと読む)
電力および流体供給用の回転式カラムを備えた回転機
【課題】様々な実際上の要求に充分に応えられるように改良された回転式供給カラムを提案すること。
【解決手段】本発明のカルーセル型回転機は、複数のワークステーションを備えた回転フレームと、回転フレームの軸と同軸で電力および流体を供給する回転式カラム9を含み、ワークステーションに電力を供給する固定電源に接続された回転式電気コレクタ10と、前記ワークステーションに流体を供給するための固定流体源に接続された回転式流体コネクタ14を組み込んでおり、この回転機において、前記回転式流体コネクタ14が回転式電気コレクタ10の上方の回転式カラム9の頂上に配置され、よって、回転部39の径が小さくでき、固定部と回転部の間の通水線速度で回転可能とされる。
(もっと読む)
容器の成形のための上方に付勢された鋳型底を有するブロー成形機械
本発明は、プリフォームに基づき容器を製造するためのブロー成形機械(10)であって、この容器の胴部を形成するようにデザインされている2つの半鋳型(20、22)を支持しているコンソール(16)を備えている少なくとも1つの回転するターンテーブル(12)と、この容器の底を形成するようにデザインされている鋳型底(32)とを有し、この鋳型底(32)がカムシステム(46)により垂直方向に摺動するように駆動されるタイプの機械において、コンソール(16)は、鋳型底(32)をその上部位置に向けて付勢する少なくとも1つの戻し部材を有し、また、カムシステム(46)は、鋳型底(32)に摺動可能に接続され、下向きの制御面(54)と相互作用するカムフォロワ部材(52)を有することを特徴とするブロー成形機械(10)を提案する。  (もっと読む)
(もっと読む)
プラスチック製品のブロー成形装置
プラスチック材料のボトルのブロー成形用装置は回転ターンテーブルを含み、その円周外側上に金型(4)をもたらす。各金型(4)は3つの成形形状(5、6、7)を有し、パリソン(12)が供給されないかもしれない形状をブローしないようにパリソンのブロー操作の始めから終わりまで別々にコントロールすることができる。  (もっと読む)
(もっと読む)
空気消費量を低減させる中空本体の製造方法および装置
本発明は、輪郭を有するブロー成形金型(2a)内において熱可塑性プラスチックからなる加熱されたパリソンから成形される中空本体(7)特に耐熱性中空本体の製造方法および装置に関するものであり、中空本体(7)は、第1の媒体貯槽(32)内に貯蔵され且つ圧力p1の媒体をパリソン内に導入すること(予備ブロー成形工程)により、およびほぼ同時に延伸棒(6)により中空本体を延伸し、および第2の媒体貯槽(31)内に貯蔵され且つp1より高い圧力p2の媒体を中空本体内に導入すること(仕上ブロー成形工程)により成形され、および中空本体(7)は、第3の媒体貯槽内(33)内に貯蔵されている第3の媒体により冷却され(洗浄工程)、この場合、予備吹込媒体の圧力は2−20バール(2×105―20×105パスカル)であり、仕上吹込媒体の圧力は15−45バール(15×105―45×105パスカル)であり、および冷却媒体の圧力は30−45バール(30×105―45×105パスカル)である。 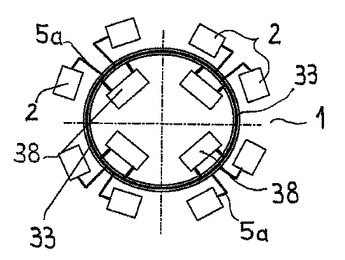 (もっと読む)
(もっと読む)
41 - 47 / 47
[ Back to top ]