
Fターム[4F208LD10]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形装置 (590) | 移動方向 (160) | 一軸の回りの回転 (117)
Fターム[4F208LD10]の下位に属するFターム
Fターム[4F208LD10]に分類される特許
21 - 40 / 47
ダイレクトブロー成形装置およびダイレクトブロー成形方法

【課題】内周に形状精度の良い突条を有するダイレクトブロー成形された容器を得る。
【解決手段】本ダイレクトブロー成形装置1は、溶融状態の熱可塑性樹脂3をチューブ状に押し出してパリソン4を形成するためのパリソン形成ダイ8を有する。パリソン形成ダイ8は、溶融状態の熱可塑性樹脂3をチューブ状に押し出す際の軸型となるマンドレル18と、マンドレル18の周囲を環状通路19を設けて取り囲むパリソン形成ダイ本体20と、を含んでいる。マンドレル18の外周35に、パリソン4の内周406に突条407を成形するためにマンドレル18の軸方向A1に延びる凹溝36が形成されている。マンドレル18に、マンドレル18内部を貫通し凹溝36を通してパリソン4内に気体流を吹き込むための第1の通風路22が形成されている。
【効果】溶融状態の熱可塑性樹脂3が凹溝36を流れ易くなる。
(もっと読む)
飲料充填方法及び装置

【課題】インラインシステムにおいてボトルの殺菌処理を簡易化する。
【解決手段】プリフォーム1を連続走行させながら水蒸気Wを吹き付け、加熱することにより予備殺菌し、この予備殺菌したプリフォームを同じく連続走行する成形型4内でブロー成形してボトルを作り、この連続走行する成形型からボトルを取り出し、熱が残留しているうちにボトルに過酸化水素の凝結ミストM又はガスGを吹き付けると共にエアリンスし、このボトルを同じく連続走行させながら飲料を充填しキャップで密封する。
(もっと読む)
ロータリ型ブロー成形装置
【課題】 ワニ口式のブロー型を採用しながら、可動キャビティ型を型開きさせる外力に対する抗力を高めて、成形品質を向上させること。
【解決手段】 垂直なパーティング面201を有する固定キャビティ型200に対して、固定水平軸を第1支点O1として可動キャビティ型210が開閉駆動される。この可動キャビティ型を開閉駆動する型開閉駆動機構220は、可動キャビティ型に設けられた第2支点O2に第1端部222Aが回動自在に連結された第1リンク222と、第1リンクの第2端部222Bに設けられた第3支点O3に第3端部224Aが回動自在に連結された第2リンク224と、第2リンクの第3端部と第4端部との間に設けられた第4支点O4に第5端部226Aが回動自在に連結され、固定の第5支点O5に第6端部226Bが回動自在に連結され、第5支点を中心に回動する第3リンク226と、第2リンクの第4端部に設けられた第6支点O6を、5支点O5を通る垂直線の両側に往復移動させる移動部材230と、を含む。
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント
パリソン(3)からプラスチック容器(2)を形成するブロー成形プラントは、交換可能な複数の成形ユニット(15)を備え、各成形ユニット(15)は、容器(2)をブロー成形する所定の数の複数の2つの成形キャビティ(19)を有し、前記プラントは、さらに、パリソン(3)を成形キャビティ(19)に移送する移送ホイール(39)と、成形キャビティ(19)から容器(2)をピックアップする移送ホイール(76)と、パリソン(3)を移送ホイール(39)に供給するライン(41)と、容器(2)を移送ホイール(76)から充填機(10)に供給するライン(79)と、を備え、供給ライン(41,79)の供給速度は、所与の時間において、プラントに取付けられた成形ユニット(15)の成形キャビティ(19)の数に応じて変わる。 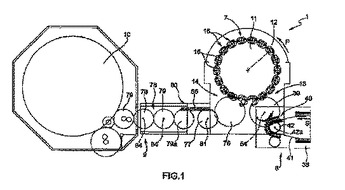 (もっと読む)
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント
各パリソン(3)からプラスチック容器(2)を形成するブロー成形プラントは、交換可能な複数の成形ユニット(15)およびライン(9)を備え、各成形ユニット(15)は、容器(2)をブロー成形する所定の数のキャビティ(19)を有し、ライン(9)は、ブロー成形ライン(7)から充填機(10)へと容器(2)を送り、ライン(9)は、間隔(P2)に応じた間隔を隔てて容器(2)を配置するように設計された分配装置(80)を備え、間隔(P2)は、均等であり、成形ユニット(15)におけるキャビティ(19)の数から独立している。 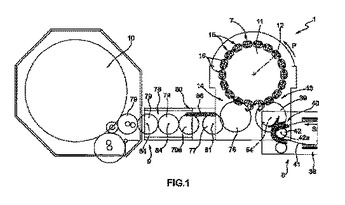 (もっと読む)
(もっと読む)
ピンホール検査機能付きブロー成形機
【課題】ブロー成形された全てのボトルを安全かつ確実にピンホール検査をすることが出来るピンホール検査機能付きブロー成形機を提供する。
【解決手段】ブロー成形部110の出口近傍において、ピンホール検査部120をブロー成形部110に一体化する。ピンホール検査部120は、種々のホイール21,22,23,24とから構成され、ピンホール検査ホイール23では、等間隔に複数配置されたグリッパ2などのボトル保持手段によって首部を保持されたボトルに対し、加圧ヘッド付きエア噴射機10からピンホール検査用ガスを供給し、ボトルのピンホール検査を行う。また、これらの回転ホイール21,22,23,24は、完全に同期してボトルの授受を行う。
(もっと読む)
プリフォームによるコンテナの製造のための設備及びこのような設備のブロー成型装置を制御する方法
本発明は、コンテナ、特にボトルを、ブロー成型もしくはストレッチ・ブロー成型により熱可塑性材料のプリフォームから製造するための設備を制御する方法であり、この設備が、モールドに関連して設けられたブロー成型もしくはストレッチ・ブロー成型ノズルの移動を制御する制御装置を備えた少なくとも1つの成型ユニットを有し、このノズルは、上側位置と下側位置との間を垂直方向に移動可能に設けられ、このノズルは、前記モールドが閉じた位置にある時、モールドの上側の水平な壁に設けられた少なくとも1つのオリフィスを覆う、方法において、設備が動作中であっても停止中であっても、前記モールドの容量室が、浮遊微小粒子汚染の危険性を防ぐために、外の環境から隔離されるように、この制御方法は、前記モールドが閉じた位置にある時、このモールド中のプリフォームの有無に関わらず、ノズルの下側位置への垂直方向の下降を、組織的に制御することを伴う少なくとも1つの第1の工程を有することを特徴とする。  (もっと読む)
(もっと読む)
波長特定熱照射および処理用の方法およびシステム
広い範囲の加工目的のために、選択された狭帯域熱赤外線(IR)放射またはエネルギを物品内に直接注入するためのシステムが提供される。熱移送の所望の効率を創出するためにターゲット体の特定の吸収帯域特性にしたがって、照射波長が選択される。本発明の用途は、一連の異なる工業、医療、民生、または、商業環境において、加熱、物品の温度を上げるか維持すること、または、ターゲット項目を刺激することを含んでもよい。システムは、特に選択された中赤外域波長を照射するか、またはパルスするか、または放射線を注入する能力を必要とするか、またはそれから利益を得る操作に、特に適用可能である。システムは、より高いスピードでかつターゲットとの非接触環境で機能するときに、特に有利である。 (もっと読む)
容器をブロー成形するための装置
本発明による装置は、容器をブロー成形するために用いる。まずパリソンの熱調整を行い、次にブロー成形型内でパリソンにブロー成形圧を作用させることによりパリソンを容器に成形する。少なくとも2つのブロー成形セグメントから成るブロー成形型を、担持構造物上に配置されているブローステーションの型担持体によって位置決めする。ブロー成形型に加えて底部を使用する。型担持体と底部とは双方とも機械的に位置決め可能であるように配置されている。型担持体と底部とは機械的に互いに連結されている。両型担持体のうち一方の型担持体は運動不能に、他方の型担持体は回動可能にそれぞれ担持構造部によって保持されている。底部は両型担持体のそれぞれに対し相対的に可動に配置されている。底部は型担持体に対し相対的に運動軌道部を有し、運動軌道部は、ブローステーションの縦方向に延在している成分と、縦方向に対し横方向に延在している成分との双方を備えている。 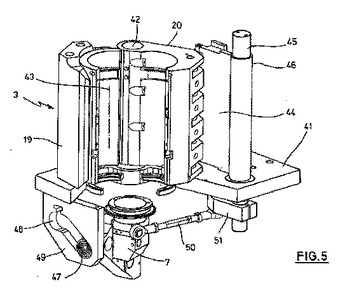 (もっと読む)
(もっと読む)
RFIDタグがそこに融合させられるインモールドフィルムを用いて容器をブロー成形する方法及び装置
RFIDタグがその中に組み込まれるプラスチック容器を製造する装置及び方法が開示される。ブローモールドが閉じられ且つ加圧空気がパリソンを膨張させるために、RFIDタグがその中に組み込まれるインモールドフィルムが使用される直前に、ボトルはパリソンに対して配置又は設置される、ブローモールド技術を使用して製造される。よって、結果として生ずる容器は、その中にRFIDタグが融合されており、製造後に容器を探知及び追跡すること、及びボトルの真正性が確認され得る機構を提供することを可能にする。  (もっと読む)
(もっと読む)
容器製造装置および容器製造方法
本発明は、予備成型品(5)でできた合成樹脂容器、特に瓶(7)、小さい樽、およびその他のPET製容器を製造するための容器製造装置(1)に関する。前記容器製造装置(1)はブロー成形機と適切な搬送装置(2,3,4,6)を備えている。ブロー成形機にはあるいはブロー成形機上には、少なくとも一つの照射光発光器が取り付けられており、および/または照射光発光器がブロー成形機の少なくとも一部の領域に向けられている。さらに本発明はブロー成形機のための相当する滅菌方法にも関する。  (もっと読む)
(もっと読む)
容器をブロー成形するための装置
本発明による装置は、容器をブロー成形するために用いる。熱可塑性材料から成るパリソンを加熱路の領域で加熱させ、次にブロー機構に受け渡す。ブロー機構は、パリソンを容器に成形するための少なくとも1つのブローステーションを備えている。パリソンを操作するため、少なくとも1つのやっとこ状の搬送要素が2つのやっとこアームを備え、これらやっとこアームはやっとこ担持体に対し相対的に回動可能に配置されている。やっとこアームのそれぞれは、それぞれ少なくとも1つのレバーを介して、少なくとも部分的に両やっとこアームの間に配置されている中央要素と連結されている。両やっとこアームのそれぞれは少なくとも1つのばねによって中央要素に対し弾性付勢されている。  (もっと読む)
(もっと読む)
フォロア部材とカムパスを用いて容器加工用装置の要素を制御する制御装置、及びこのような制御装置を含む容器加工用装置
フォロア部材とカムパスとを備えた、容器加工機械の要素を制御するための制御装置であって、1つの剛体アセンブリ(5)によって画定された2つのカムパスと、フォロア部材と剛体アセンブリ(5)との間の、少なくとも2つの位置の間での相対運動を可能とする手段と、を備え、フォロア部材は第1の位置で第1のカムパスと係合し、第2の位置で第2のカムパスと係合する制御装置。特に、延伸ロッドの動作制御用、金型のロック/アンロックの制御用、または金型の開閉制御用の、このような制御装置を含む、熱可塑性材料から容器を製造するためのブロー成形機または延伸ブロー成形機。  (もっと読む)
(もっと読む)
ロータリー式ブロー成形装置及びロータリー式ブロー成形方法
【課題】 ロータリー式であり、かつ、容器の模様と張り出し部を一致させるブロー成形により、付加価値を向上させるとともに、生産速度を高速化し生産コストを低減する。
【解決手段】 ロータリー式ブロー成形装置1は、連続回転する回転部材2と、缶9の下部を保持する複数の真空吸着手段3と、真空吸着手段3ごとに設けられ、缶9をブロー成形するブロー成形金型6と、真空吸着手段3ごとに設けられ、缶9の周方向に対する角度位置を検出し制御する周方向位置決め手段4と、真空吸着手段3を、少なくとも缶9の投入位置,センサ検出位置,ブロー成形位置及びブロー成形された缶9の取出し位置の間で、真空吸着手段3を移動させる移動手段5とを備えた構成としてある。
(もっと読む)
型、一体ハンドルを備えた熱可塑性容器を吹き込み成形する方法および装置、ならびにそれで生産された容器
本発明は、一体ハンドルを備えた熱可塑性容器を吹き込み成形または吹き込み延伸成形によって生産するための型(1)に関する。本発明によれば、2つの型半部(5)は、横方向に接触面(8)まで移動することのできる2つのそれぞれのインサート(13)を備える。上述のインサート(13)はそれぞれ、2つの伸縮ピストン(14、15)、すなわち、前部スラスト面(16)を有する主ピストン(14)と、主ピストン内に収納されかつ曲線状の前部溶接面(18)を有する二次ピストン(15)とを有する。二次ピストンは、主ピストンが容器の2つの壁ゾーン(A)を互いに接触させた後で移動させられる。 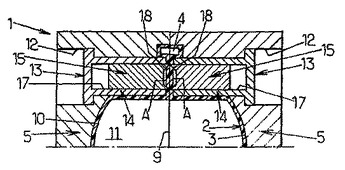 (もっと読む)
(もっと読む)
容器ブロー成形方法および装置
方法および装置は、加熱路の領域で予め加熱された熱可塑性材料からなるプリフォームから容器をブロー成形するために使用される。プリフォームは、その加熱後にブロー装置に引き渡され、この装置において、プリフォームは、ブロー成形型内部でブロー成形圧を作用させることによって容器に成形される。ブロー成形型は、少なくとも2つのブロー成形型セグメントからそれぞれ構成される。プリフォームは、ブロー成形型と共に、回転ブローホイールの周回路の部分に少なくとも沿って搬送される。ブロー成形型セグメントの分離面は、少なくともブローステーションの開口状態で、ブローホイールの回転方向にてブローホイールの半径方向に対し或る傾斜角で前方斜めを指しつつ位置決めされる。ブローステーションのこの位置決めは、受け渡し工程の実施中に少なくとも一時的に行われる。 (もっと読む)
熱可塑性エラストマー成形品の製造方法及びその製造装置
【課題】 寸法精度の高い成形品を成形することができ、かつ生産性に優れた熱可塑性エラストマー成形品の製造方法及びその製造装置を提供する。
【解決手段】 中子22と第1外型30により形成されるキャビティに流動状態の熱可塑性エラストマーを射出した後に、キャビティ内の熱可塑性エラストマーを冷却してパリソン11を成形する射出成形工程と、第1外型30を離型し、パリソン11を中子22に付けたまま、パリソン11をブローアップ可能な温度まで加熱する加熱工程と、パリソン11を中子22に付けたまま第2外型50内に入れて、パリソン11の内部に圧縮空気を吹き込んで膨らませ、第2外型50の内壁面に密着させると共に冷却することで、成形品12を成形するブロー成形工程と、を備えることを特徴とする。
(もっと読む)
容器をブロー成形する方法および装置
本発明による方法と装置は、熱可塑性材料から成るパリソンを加熱路領域で加熱したものから容器をブロー成形するために用いる。パリソンは加熱後ブロー成形装置に受け渡し、該ブロー成形装置内において、ブロー成形型の内部にブロー成形圧を作用させることによりパリソンを容器に成形する。ブロー成形型はそれぞれ少なくとも2つのブロー成形型セグメントから構成される。パリソンをブロー成形型とともに、回転するブローホイールの回転経路の少なくとも一部分に沿って搬送する。ブロー成形型セグメントを、ブロー成形過程の少なくとも一部分の間において互いに相対的に固定させる。ブロー成形型セグメントの少なくとも1つを回転軸のまわりに回動させて開閉運動を実施させる。同様に、ブロー成形型セグメントを保持しているブローステーションを閉じた後に、ブロー成形型セグメントの少なくとも1つを、前記回転軸に対し間隔をもって且つ他のブロー成形型セグメントとは独立に、ブローホイールと固定結合されている対向支持部材に対し支持させる。支持されているブロー成形型セグメントを、少なくとも一時的に対向支持部材に対し且つ前記他のブロー成形型セグメントに対し固定させる。 (もっと読む)
PETボトル成形機の延伸ロッド昇降装置
【課題】 PETボトル成形機におけるプリフォーム延伸用ロッドの成形条件の設定を、位置調整や部品交換等をすることなく簡単に行うことができるPETボトル成形機の昇降装置を提供すること。
【解決手段】 プリフォームを成形型内でロッドにより延伸後、ブローして所定の形状とするPETボトル成形機の延伸ロッド昇降装置であって、前記延伸ロッドを電気的に制御可能なモータにより駆動させるようにした。電気的に制御可能なモータとしては、サーボモータあるいはステッピングモータを用いることができる。なお、PETボトル成形機はロータリー式のものが好ましい。
(もっと読む)
PETボトル成形機におけるプリフォームの加熱装置
【課題】 PETボトル成形に際してプリフォームの必要な個所だけを所定温度まで効率よく予備加熱することができるPETボトル成形機におけるプリフォームの加熱装置を提供すること。
【解決手段】 プリフォームをブロー成形可能な温度まで予備加熱するPETボトル成形機におけるプリフォームの加熱装置であって、回転円盤式のプリフォーム搬送体4の周縁部にプリフォームPの口部収納用の凹部5を均等に設けるとともに、プリフォームPの搬送路に沿って加熱ゾーン6を設けたものとした。また、プリフォーム搬送体4には、凹部冷却用の冷却機構を取り付けることも好ましい。
(もっと読む)
21 - 40 / 47
[ Back to top ]