
Fターム[4F209AG23]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 一般形状、構造物品(用途物品優先) (3,776) | 部分(細部) (474) | 端部(上下部、頭底部、前後部) (110)
Fターム[4F209AG23]の下位に属するFターム
フランジ部を有するもの (6)
Fターム[4F209AG23]に分類される特許
101 - 104 / 104
プラスチックダンボールの加工装置およびプラスチックダンボールの加工方法

【課題】プラスチックダンボールの切断と、この切断によって生じる端部の封止とを、加工する形状の如何にかかわらず、共通の工程で簡易に行うことができるプラスチックダンボールの加工装置およびプラスチックダンボールの加工方法を提供する。
【解決手段】所定の超音波を発生する超音波発生部と、この発生した超音波をプラスチックダンボールに伝播するホーンと、このホーンによって超音波が伝播されるプラスチックダンボールを載置する受け治具と、前記ホーンおよび前記受け治具の表面のうちのいずれか一方の端面に設けられ、この端面と垂直な方向の縦断面が他方の端面に向かって突出する略正三角形状をなし、前記プラスチックダンボールを前記所定の形状に切断するとともに、この切断によって生じる端部を封止する刃型部と、を備える。
(もっと読む)
位置合せされた両面パターン化ウェブを製造する装置および方法
パターン化表面をウェブの両側にキャスティングする装置。この装置は第1のパターン化ロールと、第2のパターン化ロールと、第1および第2のパターン化ロールを回転する手段とを含み、これらのパターンは連続する動作において、ウェブの互いに反対側に転写される。このプロセス中、これらのパターンは、少なくとも100ミクロン以内、好ましくは少なくとも20ミクロン以内まで連続位置合せで維持される。 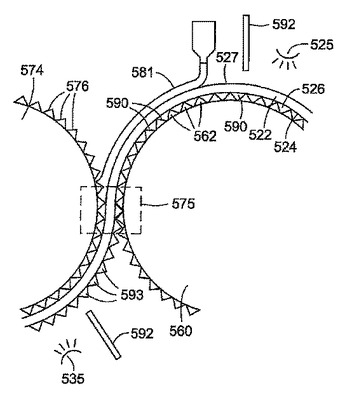 (もっと読む)
(もっと読む)
チューブにフレア端部を形成するための方法及び装置

フレキシブルなチューブにフレア端部を形成する方法に於いて、前記フレキシブルチューブの端部を、融点近傍の温度に加熱し、前記フレキシブルチューブの前記加熱された端部を、フレア成形部を備えたフレア成形ダイ中に挿入し、前記フレキシブルチューブの前記端部内にマンドレルを突入させ、前記フレキシブルチューブの前記端部にフレア端部を圧力成形する。 (もっと読む)
フランジの接合方法
【課題】流体が接合部分を通ってシステムに流入および流出することを防止する。
【解決手段】本発明は、流体システムの2つの要素部品を結合する方法に関する。該方法は、第一のフランジ130、230、330、430、530を第一の流体要素部品100、200、300、400上に形成する工程と、第一のフランジを、第二の流体要素部品上に形成された第二のフランジ531、537、535、533、539と突合せ位置関係に配置する工程とを含んでいる。該突合せ位置関係は、流体要素部品の各管路部分が軸方向に配列されるものである。次にフランジを互いに接合して、接合部分が管路を取り囲み、流体が該接合部分を通ってシステムに流入および流出することを防止する。このタイプの接合部はまた、第一および第二の要素部品を流体的に連通させる。該流体システムは、靴80の靴底構造82内に組み込むことができる。
(もっと読む)
101 - 104 / 104
[ Back to top ]