
Fターム[4F209AG23]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 一般形状、構造物品(用途物品優先) (3,776) | 部分(細部) (474) | 端部(上下部、頭底部、前後部) (110)
Fターム[4F209AG23]の下位に属するFターム
フランジ部を有するもの (6)
Fターム[4F209AG23]に分類される特許
21 - 40 / 104
立体模様シートの製造方法、製造装置、及びパターンシート

【課題】押出成形法において高い精度でパターンロール14のパターンを転写させることのできるパターンシート製造方法及び製造装置を提供する。
【解決手段】シート状溶融樹脂S1を吐出するTダイ13、パターンを転写するためのパターンロール14と円弧状の窪み21を有する押さえロール15からなる成形機、成形後のパターンシートを搬送する複数のガイドロール、そしてパターンシートを巻き取る巻取り機からなる。エアーギャップGが短いことで高い流動性を有する押出シートS1に高線圧、および長線圧長を与えることで完全にパターンロール14のパターンを転写させる。
(もっと読む)
ポリマーフィルム、フィルムロール及びナーリング付与ローラ

【課題】ポリマーフィルムにおける巻きズレや巻き緩みの防止と、耳伸びの防止とを両立する。
【解決手段】フィルム製造装置は、帯状のポリマーフィルムをつくる。ナーリング付与装置は、ポリマーフィルムの耳部にナーリング41を付与する。ナーリング41が付与されたポリマーフィルム11は、巻き芯に巻き取られ、フィルムロールとなる。ナーリング41は、ポリマーフィルム11の表面から突出する凸部を有する。凸部は稜線52と交点53とを有する。単位当たり面積における稜線52の長さの合計が所定値以上となるように、ナーリング41が耳部に設けられる。
(もっと読む)
ナーリング加工装置
【課題】フィルムロールの巻きずれ防止の精度向上が図れるナーリング加工装置を提供する。
【解決手段】第一のナーリングロール20と第二のナーリングロール30とで樹脂フィルム50を挟圧して樹脂フィルム50にナーリング加工を施すナーリング加工装置10であって、前記第一のナーリングロール20の外周面29に、頂部25が平面とされ、該平面が樹脂フィルム50を介して前記第二のナーリングロールの外周面39に当接する、周方向に延びる凸条24を突設し、前記第二のナーリングロール30の外周面39に、前記第一のナーリングロール20の凸条24間に形成される溝部26に樹脂フィルム50を押し込む、周方向に延びる凸条34を突設する。
(もっと読む)
更生管の管口拡管装置および管口拡管装置を用いた更生管の管口拡管方法
【課題】マンホールの構造などに関係なく、更生管の管口を確実に拡管させる。
【解決手段】径大位置と径小位置との間を変位可能な複数個のグリップバー26を備えた固定ユニット2と、固定ユニット2に対して着脱自在に装着され、更生管の管口を拡径する拡径部33aを有するとともに、ヒーター35を介して加熱可能な拡管金型31を備えた拡管治具3とから管口拡管装置1が構成される。そして、更生管の内部に径大位置のグリップバー26を介して固定された固定ユニット2に拡管金型31を装着するとともに、加熱した拡管金型31を更生管の管口に押し付けて管口rを拡径部33aに対応する形状に拡管させる。
(もっと読む)
インプリント方法、プログラム、コンピュータ記憶媒体及びインプリント装置
【課題】テンプレートと基板との間において、気泡を発生させずに塗布液を適切に塗布する。
【解決手段】テンプレートTをウェハW側に下降させて所定の位置に配置する(図6(a))。第1の距離H1は、第1の端部E1とウェハWとの間にレジスト液の毛細管現象を発生させる距離である。第2の距離H2は、第2の端部E2とウェハWとの間にレジスト液の毛細管現象を発生させない距離である。その後、第1の端部E1の外側からレジスト液Rを供給する(図6(b))。このとき、レジスト液Rは、毛細管現象によってテンプレートTの内側を第1の端部E1に沿って拡散する。その後、第2の距離H2を第1の距離H1に等しくするように、第2の端部E2をウェハW側に移動させる(図6(c))。このとき、レジスト液Rは、毛細管現象によって第2の端部E2側に拡散し、テンプレートTとウェハWとの間に塗布される。
(もっと読む)
合成樹脂成形品の表皮接合方法および表皮接合装置
【課題】芯材の開孔周縁部に表皮の折り返し端部を簡単に超音波融着することができる合成樹脂成形品の表皮接合方法および表皮接合装置の提供を図る。
【解決手段】芯材6の表皮7に設定された折り返し部7Aは、治具11上にセットされた該芯材6の他側面側で複数の可動分割コマ14を芯材6の開孔4Aの径外方向に移動させることにより、各押え片16により開孔4Aの径外方向に折り返されると共に、各押え片16と開孔4Aの周縁部とにより押圧されて折り返し方向に延伸して固定され、この状態で折り返し端部が芯材6の他側面に超音波融着される。
(もっと読む)
長尺状装飾品の製造装置及び長尺状装飾品の製造方法
【課題】管状雄型連結具を端部に備えて成る長尺状装飾品を容易かつ一挙に製造することのできる長尺状装飾品の製造装置及びその製造方法を提供すること。
【解決手段】長尺体の端部に管状弾性部材及び接続部材からなる管状雄型連結具を備えた長尺状装飾品の製造装置であって、管体12と、管体12から突出する外径変化部15を有する中軸体11と、管状弾性部材を管体12に外装する押進部材20と、管状弾性部材の変位を規制する規制面19を有する規制部材10と、接続部材を保持する保持軸体13と、管体12、中軸体11及び保持軸体13を独立に前後進させる移動手段40とを備えて成る長尺状装飾品の製造装置、並びに、管体12に外装された管状弾性部材の内部に管体12を介して長尺体及び接続部材を互いに相対向するように配置した後にこの状態を維持したまま管体12を抜脱する前記長尺状装飾品の製造方法。
(もっと読む)
ターンアップ装置
【課題】筒型ゴムシートの折り返し部分のダブつきやエア入り不良を防止することのできるターンアップ装置の提供。
【解決手段】ドラム12の外周側に筒型ゴムシート2を保持する。ドラム12の端部にシート端部2a及びビード3を保持するビードロック部13を設ける。ビードロック部13の保持するシート端部2aを広げて折り返すターンアップローラ14を設ける。シート端部2aをターンアップローラ14に押し付ける押付ローラ16を設ける。押付ローラ16をドラム12の中心軸方向に移動自在とする。押付ローラ16をターンアップローラ14側に付勢する。ターンアップローラ14と押付ローラ16とでシート端部2aを挟んで保持する。シート端部2aが十分に折り返されるまで広がった状態を維持する。
(もっと読む)
筒状フィルムの製造装置
【課題】フィルムを偏平状に折り畳む際に折り重なり部でのフィルム両端面の筒状フィルムでの内外を自由に切り替えることができ、且つ折り幅を高精度に保つことができる製造装置を提供すること。
【解決手段】平板状フィルム10を折り畳む際、フィルム両端面が重なり合う前に重なり部切替ローラ4によってフィルム両端面をそれぞれ支持し、その支持を外す順序によって筒状フィルム11における重なり部1dの端面の上下関係を容易に切り替えることができる。また、重なり部切替ローラ4によってフィルム端面を反り返らせることで、フィルムに擦り傷を発生させたり、フィルム反の継ぎ目を引っ掛かけてフィルムを破断させたりすることを防止できる。
さらに、筒状フィルムの表裏を挟み込むようにして折り目の位置ずれを防止する折り幅維持ローラ6によって、折り幅Aを高精度に保つ。
(もっと読む)
プラスチックダンボールシートのシール加工方法
【課題】安全で、かつ安価、高速でプラスチックダンボールシートの開放側端部をシール加工する。
【解決手段】プラスチックダンボールシート開放側端部6に超音波ホーンを当接し、超音波ホーンの超音波振動により、該シート開放側端部の上面と下面を溶着するプラスチックダンボールシート開放側端部のシール加工方法。
(もっと読む)
微細構造転写方法及び微細構造転写装置
【課題】本発明は、基板上に塗布する樹脂量が少なく、しかも得られるパターン形成層に厚みむらが生じるのを防止することができる微細構造転写方法を提供することを課題とする。
【解決手段】本発明の微細構造転写方法は、基板1の表面を海として光硬化性樹脂8を島状に離散的に複数塗布する樹脂塗布工程であって、島状の各光硬化性樹脂8の中央部8aが薄膜状に平坦であり、かつその周辺部8bが中央部8aよりも盛り上がった形状となるように基板1上に光硬化性樹脂8を塗布する樹脂塗布工程を有することを特徴とする。
(もっと読む)
フィルム及びその製造方法
【課題】 手切れ性・直線カット性に優れたフィルムを提供する。
【解決手段】 MD方向における凹凸のJIS B 0601で規定される局部山頂間隔の平均値が8μm以下のフィルム。フィルムは、MD方向における凹凸の局部山頂間隔の平均値と、TD方向における凹凸の局部山頂間隔の平均間隔の差が2μm以上であることが好ましい。このようなフィルムは、フィルムに、超音波振発信器に取り付けられた凹凸賦形板を押し付けることにより得ることができる。
(もっと読む)
光学フィルム、その製造方法、光学フィルムを用いた偏光板、及び表示装置
【課題】 液晶表示装置(LCD)の偏光板用保護フィルム等に用いられる光学フィルムについて、巻取り前のフィルム端部に常圧プラズマを照射することにより、ラジカルのアタックによる凹凸の形成と照射部分の表面改質を同時に施し、長尺化・広幅化においても安定な巻き性、搬送性を確保できるエンボス部を形成する光学フィルムの製造方法、偏光板及び表示装置を提供する。
【解決手段】 光学フィルムの製造方法は、溶液流延製膜法または溶融流延製膜法により作製されかつ搬送されている光学フィルムの左右両端部のうちの少なくとも一端部に、常圧プラズマ照射装置20によりプラズマ照射処理を施すことにより、多数の凹凸を有するエンボス部を連続して形成する。常圧プラズマ照射装置20によるプラズマ照射処理を、0.1〜36W/cm2 の処理強度で行なうことが好ましい。
(もっと読む)
誘導加熱を使用してプラスチック容器の一部分を再形成するための方法および装置
プラスチックパッケージの一部分を誘導加熱を使用して再形成するための装置および機械。この装置および機械は、このプラスチック容器を係合する枠、および導電性ワークピースを有するワークピース支持体を備える。誘導ワークヘッドは、交流電源を誘導素子に提供する。この誘導素子は、このワークピース支持体のワークピースの近くに配置され、そして誘導によってこのワークピースを加熱する。機構が、プラスチックパッケージを加熱されたワークピースの近くに配置し、これによって、このワークピースが、このプラスチックパッケージの一部分に熱を移動させ、これによって、この部分を軟化させる。このフレームに支持された形成ダイが、この部分を係合して、この部分を再形成する。この装置および機械を形成して、プラスチックパッケージの一部分を誘導加熱を使用して再形成するプロセスもまた、提供される。 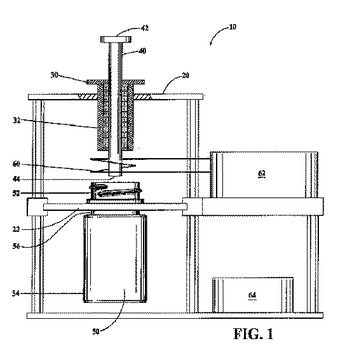 (もっと読む)
(もっと読む)
発泡材付きパイプの製造方法
【課題】才断時に発泡材の収縮が少ない発泡材付きパイプを従来よりも効率的に製造する。
【解決手段】架橋ポリエチレン発泡材14パイプ12の外周表面に添わせて円形に絞り、ライナー22を架橋ポリエチレン発泡材14の外周表面に添わせながら架橋ポリエチレン発泡材14で覆われたパイプ12をダイス16より引き抜く。ダイス16と架橋ポリエチレン発泡材14との間の摩擦係数をμ0、ダイス16とナイロンシートとの間の摩擦係数をμ1、架橋ポリエチレン発泡材14とナイロンシートとの間の摩擦係数をμ2、架橋ポリエチレン発泡材14と滑り抑制層28との間の摩擦係数をμ3としたときに、μ0>μ1、μ2<μ3、μ3>μ1を満足するように各々の部材の材質を選択することで、引き抜きの際に架橋ポリエチレン発泡材14の伸びが抑えられ、才断時の発泡材の収縮が抑えられる。
(もっと読む)
熱可塑性樹脂フィルムロール
【課題】巻芯の転写跡が少なく、かつ巻ずれや搬送時の蛇行が起きにくくなることにより、フィルムの擦過やシワが少なく、さらには、フィルムの製造および加工工程の歩留まりを上げることができる熱可塑性樹脂フィルムロールの提供。
【解決手段】フィルム幅方向の両端部分の片面または両面に突起付与処理を施した熱可塑性樹脂フィルムを筒(コア)に巻き取ってなるフィルムロールであって、半径方向におけるコア外径からの層厚みX(mm)が20mmより小さい(X≦20)部分を巻芯部とし、コア外径からの層厚みX(mm)が20mmより大きい(X>20)部分を製品部としたとき、前記巻芯部の突起付与処理によって変形した部分の平均高さ(bx)、前記製品部での突起付与処理部の平均高さ(by)、およびフィルム平均厚み(a)が、次式(1)と(2)を同時に満たすものである。(1)bx>by(2)0.01<bx/a<0.2
(もっと読む)
剥離治具、微細構造転写成形装置及び被成形体の剥離方法
【課題】プレス式の微細構造転写成形装置において、転写成形が終わった被成形体を転写成形に係るスタンパ又/及び金型から効率的に剥離することができる剥離治具を提供する。
【解決手段】本発明に係る剥離治具30は、転写成形され上金型10に保持された被成形体50を、その上金型10から剥離するプレス式の微細構造転写成形装置の剥離治具30であって、本体31と、本体31の移動手段、昇降手段及び位置合わせ手段と、本体31の縁部に設けられ、その本体31と上金型10の下面との間に被成形体50が収容された閉鎖空間55を形成するシールリング38と、閉鎖空間55に流体を導入する加圧手段と、被成形体50の縁部53を本体31方向に吸引する吸引手段と、を有している。
(もっと読む)
繊維強化樹脂管継手の製造方法
【課題】下地処理を施すことなく繊維強化樹脂管継手の外周面の塗装の剥がれを可及的に防止する。
【解決手段】光重合開始剤を含む重合性樹脂組成物を含浸させた強化繊維束を型に巻き付けるとともに、巻き取った強化繊維束に光を照射して強化繊維束に含浸された重合性樹脂組成物を硬化させ、繊維強化樹脂管継手1を成形する。次いで、繊維強化樹脂管継手1を脱型した後、繊維強化樹脂管継手1の外周面を僅かに研磨し、あるいは、僅かな凹凸を形成することにより、繊維強化樹脂管継手1の外周面を粗面加工する。そして、粗面加工された繊維強化樹脂管継手1の外周面を下水管などの本管と同色に塗装する。
(もっと読む)
コルゲート管及びその製造方法
【課題】本発明は、コルゲート管を他の管路と接続する際に引張に強くて破断しにくく、かつ、接続が安定的で抜け等が生じ難いコルゲート管の接続部及びその製造方法を提供する。
【解決手段】外層管状部と内層管状部とを備え、管軸方向に向けて大径部と小径部とが交互に繰り返されるように形成された熱可塑性樹脂からなるコルゲート管であって、
前記コルゲート管の端部の一方又は双方が、前記外層管状部と内層管状部とが熱溶着により一体に接合されて一定の径を持つ筒状の強化接続部とされ、かつ該強化接続部には管軸を一致させてEF継手が設けられていることを特徴とする。
(もっと読む)
容器の充填口形成方法
【課題】 容器の充填口部の切断面をきれいに切断すること。
【解決手段】 合成樹脂製の容器10の充填口形成方法であって、刃51を充填口形成部16に横方向から押し付け移動して該充填口形成部16を切断するにあたり、刃51を形成する2つの面51A、51Bのそれぞれが該刃51の移動方向に対してなす角度α、βを異ならせる刃51の傾け装着を行ない、刃51の傾け装着後に、刃51を充填口形成部16に横方向から押し付け移動して該充填口形成部16を切断させるもの。
(もっと読む)
21 - 40 / 104
[ Back to top ]