
Fターム[4F209AG23]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 一般形状、構造物品(用途物品優先) (3,776) | 部分(細部) (474) | 端部(上下部、頭底部、前後部) (110)
Fターム[4F209AG23]の下位に属するFターム
フランジ部を有するもの (6)
Fターム[4F209AG23]に分類される特許
81 - 100 / 104
熱可塑性樹脂フイルムのエンボス加工装置およびエンボス加工熱可塑性樹脂フイルムの製造方法

【課題】
熱可塑性樹脂フイルムにエンボス加工を施す際に粉を発生させることがなく、それによる製品欠点が発生しないようにする熱可塑性樹脂フィルムのエンボス加工装置及びエンボス加工熱可塑性樹脂フィルムの製造方法を提供する。
【解決手段】
熱可塑性樹脂フイルムの側縁部に搬送方向に沿った凹凸のエンボス模様を帯状に形成するためのエンボス加工装置において、熱可塑性樹脂フィルムを圧接するエンボスベルトを有し、熱可塑性フィルムを圧接する側のエンボスベルト表面にエンボス模様が形成された、熱可塑性樹脂フイルムのエンボス加工装置。
(もっと読む)
巻取中にストリップを安定化させる方法及び装置
ハブを有するスプール上に複合ストリップを巻き取るためのスプール巻取組立体が開示される。組立体が巻き取るストリップ(10)は、細長いプラスチックストリップであって、平坦なベース部分と、ベース部分から直立した、複数の横方向に間隔を隔てた長手方向に延在するリブ部分とを有し、複数の細長い補強部材はそれぞれのリブ部分の内部を長手方向に延在し、リブ部分と補強部材とは複合リブを形成している。組立体は、メインフレーム(202)と、メインフレームに対してスプールを回転可能に支持するためのスプールホルダ(204)と、メインフレーム(202)に対してスプール(50)を駆動するためのスプール駆動ユニット(206)と、スプール(50)に対して横方向に動くために取り付けられたキャリッジ(240)と、キャリッジ(240)に取り付けられたベンダー(90)であって、スプール(50)のハブ(55)に向けて供給されるストリップ(10)を受けるための、及び、ストリップ(10)を変形させて、屈曲ベース部分を与えるための、上記ベンダーと、ストリップ(10)をベンダー(90)に通して駆動するための、ベンダー(90)に機能的に結合されたベンダー駆動ユニット(210)と、を備えていることを特徴とする。 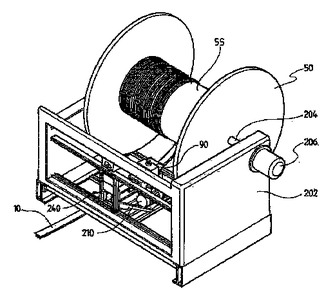 (もっと読む)
(もっと読む)
管端部の面取り方法および管端部の面取り装置

【課題】管端部の板厚が偏肉していたり、内径と外径との軸がズレている場合等においても、確実に管端部の面取りができる管端部の面取り方法及びその装置を提供する。
【解決手段】型に設けた環状溝24に面取りする管の管端部19aを押圧して、該管端部19aの内外面を同時に面取りする方法であって、前記環状溝24を、内面取り型18に設けた内周面取り部20と、外面取り型14に設けた外周面取り部21により奥細状に形成し、前記内面取り型18を前記外面取り型14に嵌装し、該内面取り型18と該外面取り型14の少なくとも一方を、該内外の面取り型14、18を支持するベース2に対して管径方向及び/又は管軸方向に移動可能に設け、前記環状溝24と前記管端部19aとを対向配置し、該管端部19aの内面を前記内周面取り部20に押圧すると同時に、前記管端部19aの外面を前記外周面取り部21に押圧して管端部19aの面取りをする。
(もっと読む)
自動車用内装部品の製造方法
【課題】樹脂基材とその表面に積層される加飾材とからなる積層構造体における端末処理方法であって、均一な加熱処理が行なえるとともに、巻込み時にシワや蛇行等の外観不良を回避でき、美麗な端末処理が行なえる。
【解決手段】積層構造体20,100の巻込みシロ26,123の端末処理方法であって、巻込みユニット70における巻込みコマ71の端面71bに真空吸引力を作用させて、巻込みシロ26を吸着保持した状態でヒーター81による加熱処理を施し、加熱ムラをなくすとともに、加熱軟化処理後は巻込みコマ71により巻込みシロ26を吸着保持しながらテンションを加えつつ、本体裏面側に巻込み処理することで、シワの発生を可及的に防止でき、美麗な製品外観を確保する。
(もっと読む)
アクリルフィルム
【課題】表面処理や印刷を施しても、巻き取り外観不良が生じ難いアクリルフィルムを提供する。
【解決手段】メタクリル樹脂とアクリルゴム粒子を含有するアクリルフィルムの側端部にナーリング加工を施す。そのナーリング高さは3〜30μmであり、ナーリング加工が施されていない部分の厚みは50〜500μmである。メタクリル樹脂としては、メタクリル酸アルキルを50〜100重量%、アクリル酸アルキルを0〜50重量%、及びこれら以外の単量体を0〜49重量%の割合で重合させてなる重合体が好ましく用いられ、アクリルゴム粒子としては、アクリル酸アルキルを50〜99.9重量%、これ以外の単官能単量体を0〜49.9重量%、及び多官能単量体を0.1〜10重量%の割合で重合させてなる弾性重合体を含有する粒子が好ましく用いられる。
(もっと読む)
ゴムホース製造
【課題】一端側が内外径共に縮径状に賦形されたゴムホースを製造する際の内外径の縮径作業の簡略化と品質向上を図る。
【解決手段】ホース一端側の外径縮径用の外径縮径ジグ150の装着に際し、作業者は、外径縮径ジグ150を、ガイドシャフト部118を案内にしてゴムホース素材PGHの側に押し込む。これにより、ゴムホース素材PGHは、その端部側から外径縮径ジグ150の縮径賦形嵌合孔152に入り込み、その外径において縮径賦形嵌合孔152で縮径され、内径は、縮径賦形シャフト部114にて縮径される。こうした外径縮径ジグ150の嵌め込み装着は、縮径賦形シャフト部114と同軸のガイドシャフト部118により、ゴムホース素材PGHに対してセンター合わせができた状態での装着となる。
(もっと読む)
車両用成形天井の製造方法
【課題】成形天井を成形した後に端材を不織布層にて表皮材から容易にはがすことができ、基材の端縁処理を簡単にすることで生産性を向上させる。
【解決手段】成形面が所要曲面に形成された成形型18,19に基材1を表皮材7とともにセットして加熱・加圧し該基材と表皮材とを接着させることにより成形天井20を製造する方法であって、基材と表皮材との間に成形後も該基材と表皮材とをはがれ易くする不織布層12を予め介在させ、成形天井の裏側から基材に切り込みを入れて該基材の端材1aのみを該不織布層にて表皮材からはがし、接着剤を該表皮材の端材をはがした部分に塗布し該表皮材を該基材の端縁に巻き込んで接着することで該端縁を該表皮材によって被覆する。
(もっと読む)
不正開封表示密閉器上の停止フランジを反転させるための装置及び方法
不正開封表示密閉器、特に、不正開封表示密閉器の不正開封バンド上の停止フランジを反転させる装置及び方法を提供する。成形時の軸線方向外側に向いた位置から使用のための軸線方向内側に向いた位置に不正開封表示密閉器(12)上の停止フランジ(74)を反転させるための装置は、成形時の停止フランジが支持基部から離間してそこから離れる方向に向くように密閉器を支持するための支持基部(20)を含む。台座(28)は、支持基部から離間した位置で支持基部によって移動可能に担持されている。位置決めリング(40)は、台座によって担持され、かつ台座と共に移動可能であり、支持基部によって担持された密閉器上の停止フランジに係合し、停止フランジを半径方向内側に曲げる。反転リング(64)は、位置決めリングを通って移動し、位置決めリングによって半径方向内側に曲げられた停止フランジに係合してそれを反転させる。 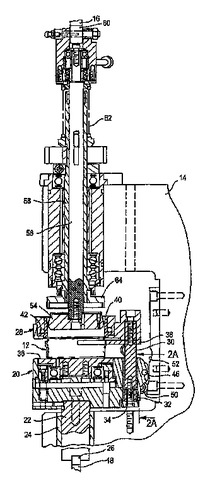 (もっと読む)
(もっと読む)
端末に蓋部を有する長尺トリム材の製造方法
【課題】
長尺トリム材を構成する本体部の端末を裏側に折り曲げて形成された蓋部の折曲げ稜線が前記長尺トリム材の軸線と非直角で交叉する形状であるときに不可避的に発生する特有の不具合を防止して蓋部を成形可能にすることである。
【解決手段】
雄型F1 と雌型F2 とが型合わせされる途中において、雄型F1 の型上面に支持されたモール本体部1の端末の折曲げ予定部C’を雌型F2 に接触させて裏側に折り曲げながら、両型F1 ,F2 により形成される蓋部成形空間V1 に収容する際に、折曲げ稜線(L0 )と鋭角(α)をなす側の折曲げ予定部C’のポリマー材料を前記鈍角(β)の側に流動させて成形する。
(もっと読む)
エルボ型EF継手及びその製造方法
【課題】 低コストでかつ所定の融着性能を有するエルボ型EF継手を提供する。
【解決手段】 エルボ型EF継手1は、熱可塑性樹脂からなり、両側の直管部21a、21bとその間の曲管部22を主体とするエルボ形状の継手本体2と、その内周側に配設された電熱線3とを有し、継手本体2は直管から曲げ加工を施して形成された部材であるとともに、電熱線3は直管部21a、21bの内周面に巻回された埋設部31a、31bとこれらの端部同士を連結する渡し部31cからなる。
(もっと読む)
折り曲げ装置
【課題】90度超を含む様々な曲げ角度による樹脂シートの1工程による折り曲げを可能とし、かつ該シートの材料破壊や折り皺を伴わずに、精度の高いシャープな折り曲げを省スペースで実現する折り曲げ装置を提供する。
【解決手段】剪断方式によるシャープな曲げと、回転ロール式による90度を超える折り曲げ角度を共に実現すべく、曲げ部材を上/下型に対して相対的に昇降駆動させ、第一段階として精度の高い剪断曲げを行った後、続けて該曲げ部材をその回転軸まわりに回動駆動することで第二段階の回転曲げを追加し、合計して90度を超える曲げ角度を得る。また、上型のエッジの曲率半径を小さくすることでシャープな曲げが、曲げ部材を自転回動させることで曲げ角度の精度の高い調整が、それぞれ可能となる。
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなり、所望ならば製品表面に加飾材23が貼付される。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理する際、加熱治具70に低温用ヒーター71、高温用ヒーター72の2段のヒーター71,72を設け、巻込み支点部213は、高温用ヒーター72により充分に加熱処理し、巻込みシロ24は低温用ヒーター71により加熱処理し、溶融面の凹凸を解消し、円滑な巻込み操作を可能とする。
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなる。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理すると同時に、その後、巻込み駒81により巻込みシロ24を起立させるとともに、加熱治具70として屈折構造、巻込み駒81として回動機構を採用し、巻込みシロ24を加熱しながら巻込み処理するとともに、ヒーター77を巻込みシロ24から垂直方向に離脱させることで、溶融面の凹凸を解消し、円滑で迅速な巻込み処理操作を行なう。
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなり、所望ならば製品表面に加飾材23が貼付される。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理すると同時に、その後、巻込み駒81により巻込みシロ24を起立させるとともに、加熱治具70に当接させて加熱軟化処理した後、加熱治具70と巻込み駒81を併行してスライド操作し、巻込みシロ24の巻込み処理を短時間で行なう。
(もっと読む)
管状体の製造方法
【課題】 屈曲の内側へ肉が偏ることを抑制することができる管状体の製造方法を提供する。
【解決手段】 管状体である燃料ホースは、管状素材であるホース素材15aを加工工程で所定形状とした後、加硫処理を施して得られる。加工工程では、縮径治具であるキャップ31と、マンドレル41とが使用される。キャップ31は、第2押圧部34を有している。この第2押圧部34は、ホース素材15aを所定形状とする際、燃料ホースとした場合に該燃料ホースの屈曲部と普通径部との境界領域となる部位のうち屈曲の内側となる箇所であるコーナー内側部15bの近接位置15cをマンドレル41へ向かって押圧する。
(もっと読む)
合成樹脂製膜材の成形方法およびこれを用いた膜パネルの製造方法
【課題】 成形型を必要とせず、簡易な設備によって膜材に凸曲面を形成することができるとともに、大型化にも容易に対応することが可能となる合成樹脂製膜材の成形方法、およびこれを用いた膜パネルの製造方法を提供する。
【解決手段】 高温高応力下においてクリープ伸びが大きくなる合成樹脂製膜材の成形方法であって、膜材10の周縁部を固定し、次いで当該膜材10の全面を加圧しつつ、少なくとも上記周縁部を加温することにより、上記膜材10を凸曲面状に形成することを特徴とする。
(もっと読む)
印刷版折り曲げ装置
【課題】 折り曲げ機構による印刷版の折り曲げ動作中に誤った手動操作があっても印刷版の折り曲げ動作の完了まで確実に動作する印刷版折り曲げ装置を提供する。
【解決手段】 この印刷版折り曲げ装置は、折り曲げべース板と版固定ブロック及び折り曲げブロック25との間に印刷版が挟まれた状態で折り曲げブロックを略180°回転させることで、折り曲げべース板を挟み込むように印刷版の側縁部を重ね折りしながら版固定ブロックと折り曲げブロックとで印刷版及び折り曲げべース板を押圧することにより印刷版の側縁部を折り曲げるものであり、版固定ブロックと折り曲げブロックは一体として折り曲げ機構を構成し、印刷版の上方に印刷版に対し接近かつ離間可能に設けられ、折り曲げ手段の回転中に折り曲げ機構の上方ヘの移動を規制する移動規制手段35,36を備える。
(もっと読む)
プラスチックで被覆した厚紙のカップにマウスロールを作る方法およびこの方法で作ったカップ
この発明は、プラスチックで被覆した厚紙で作ったカップにマウスロールを作る方法およびこの方法によって作ったマウスロールを備えるカップに関する。このカップを補剛するためのマウスロールは、カップの口でこの厚紙を曲げる適当な打撃工具で作る。この発明によれば、このマウスロールを、この厚紙の対向する面がこのロールの領域でヒートシールによって互いに接着するように、熱を受けてこの厚紙のプラスチック被覆(8)を溶融することによって付加的に安定化する。溶融は、例えば、このマウスロールにその生産段階で向ける高温空気吹付けで行うことができる。  (もっと読む)
(もっと読む)
印刷版折り曲げ装置
【課題】 小さなサイズの印刷版材料をセットした場合でも吸着効率が低下せずに複数サイズの印刷版材料を吸着し固定できる印刷版折り曲げ装置を提供する。
【解決手段】 この印刷版折り曲げ装置は、複数サイズのシート状の印刷版材料をセット可能な印刷版セット部13と、セットされた印刷版材料の端縁部を折り曲げる折り曲げ機構部と、を備え、印刷版材料を吸着して固定するために負圧にされる吸着溝71〜82が印刷版セット部の表面に形成されており、複数サイズの内の最小サイズに対応する領域内に存在する吸着溝71〜76を常時吸着可能状態にする。
(もっと読む)
筒状フィルム製造方法とその装置
物体に使用する筒状フィルムの製造方法とその方法を実行するための装置とのさらなる発展のために、筒状フィルム製造時の製造処理状況の複雑さを低減すると同時に、材料の無駄をほとんどなくすように、以下の組み合わせを示唆する:
フィルムウェブの2つの側部の各々を、ウェブの搬送方向に延びる各折り曲げ端に沿って上向きに折り曲げるための、少なくとも1つの事前折り曲げステーション;
2つの上向きに折り曲げられた側部を、フィルムウェブの中央部上にほぼ対称に押圧するための、少なくとも1つの平坦化ステーション;
各側部、特に横の各縁の近傍と、各側部と空間的に関係する中央部の部分とを結合することにより、筒状フィルムを形成するための、少なくとも1つの結合ステーション。  (もっと読む)
(もっと読む)
81 - 100 / 104
[ Back to top ]