
Fターム[4F209AG23]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 一般形状、構造物品(用途物品優先) (3,776) | 部分(細部) (474) | 端部(上下部、頭底部、前後部) (110)
Fターム[4F209AG23]の下位に属するFターム
フランジ部を有するもの (6)
Fターム[4F209AG23]に分類される特許
41 - 60 / 104
インプリント用のロール状転写フィルムの製造方法、およびインプリント用のロール状転写フィルム
【課題】従来の塗布工程とインプリント工程の両立という技術的困難性を緩和し、且つ流動性の高い塗布液を用いても幅方向の広がりを防止する。
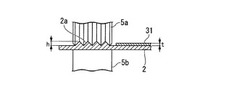
【解決手段】微細なパターンが形成されたスタンパと貼り合せた後、エネルギー線を照射して硬化性樹脂を硬化させてスタンパのパターンを転写するための、ロール状で供給されるインプリント用のロール状転写フィルムの製造方法であって、基材フィルム2の一方の面上に、未硬化で液状の硬化性樹脂組成物からなる硬化性樹脂薄膜層31を形成し、基材フィルム2の幅方向両端側に硬化性樹脂薄膜層31の厚みtより高いナーリング加工の高さhを有するナーリング加工2aを施した後、ロール体に巻き取ってインプリント用のロール状転写フィルムを製造する。
(もっと読む)
折曲げ装置

【課題】本発明は、損傷や白化を生ずることなく、樹脂板を目標角度にシャープに折曲げることができる折曲げ装置を提供する。
【解決手段】可撓性を有する樹脂板の折曲げ端部を突出させて固定する曲げ型31と、樹脂板を曲げ型31のウェッジ部35aに沿って所定の角度に塑性変形するように折曲げる折曲げ機構部32と、から成る折曲げ装置3であって、折曲げ機構部32は、ウェッジ部35aに対して平行に対峙する曲げローラ37と、曲げローラ37をウェッジ部35aに倣って移動させて折曲げ動作させる曲げ動作機構34と、曲げローラ37を回転駆動するローラ駆動機構55と、折曲げ動作において、曲げローラ37と樹脂板との接触面において相対速度がゼロとなるように、ローラ駆動機構55を制御する制御手段と、を備える。
(もっと読む)
光学フィルムおよびその製造方法
【課題】巻きズレを抑制しながらも、フィルム同士の貼り付き、巻き緩み、シワおよび折れの発生を十分に抑制する光学フィルムを提供すること。
【解決手段】幅手方向(TD)両端のエンボス領域10はそれぞれ独立して、凸領域2の面積率が20〜80%であり、かつ、以下に示す(I)または(II)の要件を満たす光学フィルム;(I)エンボス領域10が凸領域2を搬送方向で間欠的に形成してなる間欠的凸列1のみを2列以上で有し、巻き込みエアの抜けを阻害するように、各間欠的凸列1の凸領域ユニット2の配置を、搬送方向で隣り合う任意の2つの凸領域ユニット間および幅手方向で隣り合う任意の2列の凸列間について制御する;(II)エンボス領域が凸領域を搬送方向で連続的に形成してなる連続的凸例を1列以上で有する。
(もっと読む)
折曲成形装置
【課題】繊維強化樹脂複合材のプリプレグを積層した積層体を成形凸型に沿って折り曲げ成形する折曲成形装置において、折曲成形に伴う積層体の積層間剥離を抑える。
【解決手段】本折曲成形装置1は、積層体16の側部を支持するサイドブロック19がリフター上部13の上面に搭載され、リフター上部がヒンジ15により上面を水平から外側を下げるように傾動自在に、かつ、バネ14により上面を水平に戻すように弾性支持され、成形凸型3、両サイドブロック及びこれらの上に載置された積層体をバギングフィルム6で覆って密閉空間1bに閉じ込めて真空吸引可能にされる。真空度の上昇に伴うバギングフィルムからの加圧により、リフター上部がサイドブロックとともに外側を下げるように傾動し、真空を保持しつつリフターを下降させることによって、サイドブロックが成形凸型の傾斜面及びリフター上部の傾斜した上面に案内させて斜め下方向に移動する。
(もっと読む)
熱可塑性樹脂フィルムのエンボス加工方法
【課題】熱可塑性樹脂フィルムにエンボス加工を施す際に、エンボスリングにフィルムが融着しないで、所定のエンボス突起高さが得られる生産性の高い熱可塑性樹脂フィルムのエンボス加工方法を提供する。
【解決手段】熱可塑性樹脂フィルム1の側縁部に搬送方向に沿った突起部のエンボス模様をフィルムに帯状に形成するエンボス加工装置において、エンボス加工を加工する前のフィルム温度をTg−25℃〜Tgまで加熱し、かつ、エンボス加工を施すロールがTg〜融点未満に加熱されている熱可塑性樹脂フィルムのエンボス加工方法。
(もっと読む)
微細形状転写シートの製造装置
【課題】
本発明は、微細形状転写シートの製造装置に関し、成形過程において金型の損傷が発生しても、金型を全面修正する必要がなく、基板上に粘着剤により固定された表面に微細形状が形成された複数の金型片のうち、損傷した金型片のみを交換することにより、低生産コスト化ならびに高生産効率化が可能となる。
【解決手段】
本発明の微細形状転写シートの製造装置は、
微細凹凸形状が片面に形成された複数の金型片からなる金型と、
緩衝材と、
該緩衝材を該金型側へ押圧するためのプレート板とを含む微細形状転写シートの製造装置であって、
前記金型が、前記複数の金型片が粘着剤を介して基板上に固定されたものであり、該粘着剤が該金型片の微細凹凸形状が形成された面とは反対側の面の端部にのみ接着されていることを特徴とするものである。
(もっと読む)
ナーリング加工方法、可撓性帯状基材
【課題】可撓性帯状基材の厚さにかかわらずナーリング部の厚さを調整することが出来、ナーリング部の形状の変更が容易で、ナーリング加工に伴う可撓性帯状基材の破断片の発生がないナーリング加工方法及びこのナーリング加工方法により加工した可撓性帯状基材の提供。
【解決手段】可撓性帯状基材の搬送方向に沿う両側縁部にナーリング部を設けるナーリング加工方法において、前記ナーリング部にインクジェット方式により凸部を形成することを特徴とするナーリング加工方法。
(もっと読む)
成形体の製造方法及び製造装置
【課題】端部を180度折り返した際にも折り返した後の端部の頂点の高さが一定となる成形体の製造方法及び製造装置を提供する。
【解決手段】本発明の成形体の製造方法は、ワーク2の端部2aを加熱手段3により加熱する加熱工程と、第1ブロック5が押圧することによりワークの端部を略垂直に折り曲げる1次折曲工程と、第2ブロック6が押圧することにより略垂直に折り曲げられた部位2bを更に折り曲げて折り返す2次折曲工程と、を備えた成形体の製造方法であって、2次折曲工程において、略垂直に折り曲げられた部位の角部2cに規制部材7を押し当てることにより、更に折り曲げる際に規制部材7が折り曲げられた部位2bの角部2cを押圧して角部2cの高さを規制することを特徴とする。
(もっと読む)
成形体の製造方法及び製造装置
【課題】ワークの端部が加熱により軟化した際に倒れることを防止することができる成形体の製造方法及び製造装置を提供する。
【解決手段】本発明の成形体の製造方法は、ワーク2の端部2aの一面を加熱する加熱手段3と、前記端部の他面を支持する支持部材4と、を備えた装置1により成形体を製造する成形体の製造方法であって、支持部材4により端部2aを支持した状態で加熱手段3により端部2aを加熱する加熱工程と、端部2aが加熱により軟化した後、支持部材4端部2aを折り曲げる折曲工程と、を備える。
(もっと読む)
微細形状転写シートの製造方法
【課題】
微細な凹凸形状が表面に形成された金型にシート状樹脂基材を押圧する微細形状転写シートの製造方法において、微細形状転写シートの表面に金型の剥離跡が残らないようにする。
【解決手段】
本発明の微細形状転写シートの製造方法は、
微細な凹凸形状が表面に形成された金型の該表面にシート状樹脂基材を供給する工程と、
該シート状樹脂基材を該金型に押圧してシート状樹脂基材の表面に金型の微細な凹凸形状を転写する工程と、
該シート状樹脂基材を該金型に押圧する力を開放する際に、シート状樹脂基材の微細な凹凸形状が転写された範囲の端部を金型へ密着させながら開放する工程と、を少なくともこの順番に行うものである。
(もっと読む)
熱可塑性樹脂フィルムロール
【課題】フィルムの製造および加工工程での搬送性を改善し、巻姿が良好でかつ巻芯の粘着テープ跡の少なく、フィルム摩耗塵の混入も少なく、フィルム製造および加工工程での歩留まりを向上させることができるフィルムロールを提供する。
【解決手段】フィルム1幅方向の両端部分の片面または両面に凹凸を有し、該凹凸のある部分6の面積が、0.3%を超え1%未満であることを特徴とする熱可塑性樹脂フィルムロール。
(もっと読む)
合成樹脂製ホースとその製造方法
【課題】 内周面にシール部等の接合部を形成している硬質又は軟質の口元部を有する可撓性ホースを連続自動的に能率よく製造し得る方法を提供する。
【解決手段】 成形回転軸20上に半溶融状態の軟質合成樹脂製帯状材11を一定のピッチでもって螺旋巻きすることにより所定長さのホース主体1を形成する毎に、成形回転軸20上に、内周面にシール部やネジ部等の接合部3を形成している既製の硬質合成樹脂製又は軟質合成樹脂製の短筒状口元部材2'を被せてこの口元部材2'上に上記半溶融状態の軟質合成樹脂製帯状材11を螺旋巻きすることにより口元部材2'に融着した軟質合成樹脂被覆層1bを形成し、この口元部材2'を二分割することによって上記軟質合成樹脂製ホース主体1の両端に、内周面に接合部3を有する硬質又は軟質の口元部2、2を設けた可撓性ホースを得る。
(もっと読む)
分子配向の前に型内で未完成のパイプを拡張する型に対する、未完成のパイプの保持および解除機構
本機構は、溝付きの部品(6)の軸方向の移動が、最初は塑性状態であるパイプ(1)を保持し変形させる硬いボール(5)の径方向の移動をもたらす、という簡単な解決法を提供する。溝付きの部品(6)の溝(7)の形状に応じて、調整可能な保持が達成される。この保持作用は、溝付きの部品(6)が最初の位置に戻ると、簡単に解除される。このとき、パイプ(1)自身は凝固状態となっているので、ボール(5)は最初の位置に戻される。塑性のパイプを保持する適切な位置は、検出器(11)によって検出することができる。塑性のパイプの昇圧は、パイプ(1)を囲む部品に設けられた弾性の継ぎ手(10)によって達成することができる。  (もっと読む)
(もっと読む)
フィルムカーリング装置、これを含むフィルム接合装置、及びこれを利用したフィルムの接合方法
【課題】容器に積層されたフィルムを見栄えよく且つ頑強に容器に接合させ、自動連続的にフィルムの接合工程を行うことができるフィルムカーリング装置、これを含むフィルム接合装置、及びこれを利用したフィルムの接合方法を提供する。
【解決手段】本発明によるフィルムカーリング装置は、対象体に積層されたフィルムが上記対象体の端部を取り囲むようにカールするフィルムカーリング装置であって、前記対象体とかみ合いながら前記対象体を移動させる搬送部、及び上記搬送部と所定の間隔をあけて離間配置され、前記搬送部によって移動する前記対象体を案内するカーリングレールを含む。ここで、上記カーリングレールには、前記対象体の端部が挿入され前記フィルムがカールされるようにするガイド溝が形成される。
(もっと読む)
シートの賦形方法、およびこの方法で製造されたシート
【課題】熱可塑性高分子シートに破れを生じさせること無く、厚み方向に伸縮可能な伸縮領域を形成する賦形方法と、この方法で製造されるシートを提供する。
【解決手段】複数の成形ブレード2を備える固定金型5および移動金型6で熱可塑性高分子シート10の厚み方向に伸縮可能な伸縮領域を賦形する賦形方法であって、複数の成形ブレードは、シートへの投影断面形状が相似形の曲線および屈曲線の少なくともいずれか一方が相似の中心を囲んで並ぶ形状であり、互いに接触せずに交互に噛み合うように固定金型および移動金型のそれぞれからシートの厚み方向に伸び出しており、固定金型と移動金型との間にシートを導入する工程と、固定金型と移動金型との成型ブレードを噛み合わせ隣接する成型ブレードの先端の間でシートを延伸させる工程とを含む賦形方法と、この方法で製造されるシートした。
(もっと読む)
樹脂フィルム加工装置
【課題】 端面処理にばらつきがなく、安定した研磨性能の樹脂フィルムを加工する加工装置を提供する。
【解決手段】 固定ステージ2にバッキングフィルム5を固定し、押圧プレート3を加熱した状態で、固定ステージ2に固定されたバッキングフィルム5に押圧し、バッキングフィルム5の端面部分を熱破壊してシーリングを行う。押圧プレート3は、プレート移動部4に、所定の傾斜角度に保持されるとともに、バッキングフィルム5の厚み方向に平行な方向に移動させてバッキングフィルム5に押圧される。
(もっと読む)
光学フィルム、及びその製造方法
【課題】 光学フィルムの製造の高速化に伴い、フィルムをロール状に巻き取った後のエンボス部高さを確保する。光学フィルムの生産における高速化+長尺化に確実に対応する。フィルムの高品質化を果たし、近年の偏光板用保護フィルム等の薄膜化、広幅化、及び高品質化の要求に応え得る、光学フィルム、及びその製造方法を提供する。
【解決手段】 溶液流延製膜法または溶融流延製膜法によるロール状光学フィルムの製造方法は、ナーリング加工の処理温度をT(℃)、ベースフィルムのガラス転移温度をTg(℃)、ベースフィルムがエンボスリングに接している時間をs(秒)としたときに、下記の関係式を満たす条件でナーリング加工を行ない、ロール状光学フィルムを製造する。
0.75≦(T−Tg)×s≦1.00
(もっと読む)
溶接によりチューブを製造する方法
本発明は、フレキシブルなプラスチックの管状の本体を製造するための積層板の溶接方法に関するものであって、溶接方法が、溶接棒を囲んで積層板を成形する段階と、溶接される前記積層板の両端部を加熱する段階と、前記両端部を一体に圧縮し、そして一部分を冷却する段階と、溶接部分を広げるように、溶接部分を変形する段階と、前記溶接部分を冷却する段階と、を含んでいる。 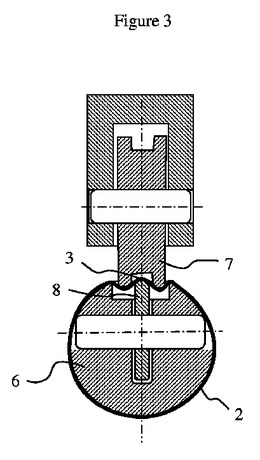 (もっと読む)
(もっと読む)
筒状保温材、保温材付きパイプ、筒状保温材の製造方法、及び保温材付きパイプの製造方法
【課題】生産性を低下させることなく、保温材による保温性能を向上させる。
【解決手段】保温材付きパイプ10は、樹脂製のパイプ12の外周面12Aに積層された第一発泡材14、第二発泡材16、第三発泡材18で被覆された構成とされている。よって、第一発泡材14、第二発泡材16、第三発泡材18の三層分の層厚となる(全体(合計)の層厚が厚くなる)。一方、各第一発泡材14、第二発泡材16、第三発泡材18の単体の層厚自体は薄くできるので(厚くならないので)、各第一発泡材14、第二発泡材16、第三発泡材18単体の反発力を小さくできる(大きくならない)。よって、第一発泡材14、第二発泡材16、第三発泡材18の端部14A,16A,18A同士の接合強度を高くする必要がない。したがって、生産性を低下させることなく、保温性能が向上される。
(もっと読む)
インプリント方法およびインプリント装置
【課題】樹脂を所定の厚さにするために樹脂の拡散を待つことなく樹脂を充填することができ、樹脂の充填時間を短縮することが可能となるインプリント方法およびインプリント装置を提供する。
【解決手段】インプリントにおいて、
モールドにおける第1と第2の端部の前記基板に対する間隔を、異なる間隔として前記モールドを前記基板に配置する第1の工程と、
前記モールドまたは/および前記基板を、前記基板上の未硬化樹脂が設けられた側に移動させ、
前記移動の進行方向側から見て前記モールドの前方の端部より外側から、前記未硬化樹脂をモールドと基板との間に流入させて、該樹脂を充填する第2の工程と、
前記モールドまたは/および前記基板の姿勢を制御し、前記モールドにおける第1と第2の端部の前記基板に対する間隔を、前記第1の工程により配置された間隔とは異なる間隔にする第3の工程と、を有する構成とする。
(もっと読む)
41 - 60 / 104
[ Back to top ]