
Fターム[4F209AR17]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 調整制御量(制御の対象) (800) | 粘度 (14)
Fターム[4F209AR17]に分類される特許
1 - 14 / 14
凹凸パターンの形成方法
【課題】
凹凸パターンおよび凹凸形状の制御が行い易い凹凸パターン形成方法を提供する。
【解決手段】
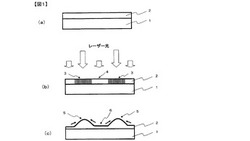
基材上に硬化性成分を含む活性エネルギー線硬化性組成物を積層する工程(A)、前記積層された活性エネルギー線硬化性組成物にマスクを介さずにレーザー光を照射する工程(B)、および前記積層された活性エネルギー線硬化性組成物を加熱する工程(C)をこの順に有し、
前記工程(B)において、デジタルミラーデバイスを介してレーザー光の照射量をパターン状に変化させ、かつ該パターンがレーザー光の照射量を段階的に変化させながら照射する領域を有することを特徴とする、凹凸パターンの形成方法。
(もっと読む)
光学フィルムの製造方法

【課題】精密かつ再現性よく凹凸形状の転写された外観に優れる光学フィルムを安定して連続加工し得る製造方法を提供すること。
【解決手段】本発明の光学フィルムの製造方法は、透明基材フィルムの少なくとも一方の面に活性エネルギー線硬化型樹脂組成物を塗布して塗布層を形成する塗布工程と、該塗布層が形成された透明基材フィルムを、凹凸ロールと該凹凸ロールと対向配置されるニップロールとの間に供給して、該塗布層に凹凸ロール表面の凹凸を形状転写させる転写工程と、該塗布層を硬化して、凹凸層を形成する硬化工程とを含み、該塗布層の幅が該ニップロールの幅よりも広い。
(もっと読む)
半導体装置の製造方法
【課題】エッチング耐性の高いレジストを用いて、被加工膜を制御性良くエッチングすることができる半導体装置の製造方法を提供する。
【解決手段】実施形態の半導体装置の製造方法では、半導体基板1上方に被加工膜を形成し、前記被加工膜上にネガ型レジスト3を形成する。前記ネガ型レジスト3上に光硬化性レジスト4が形成され、前記光硬化性レジスト4に、凸部の一部に遮光部が設けられた凹凸パターンを有するテンプレート5の主面側が加圧される。前記テンプレート5の裏面から前記テンプレート5に光が照射され、光が照射されていない前記ネガ型レジスト3及び前記光硬化性レジスト4が現像され、前記テンプレート5の凹凸パターンが前記ネガ型レジスト3及び前記光硬化性レジスト4に転写される。前記ネガ型レジスト3及び前記光硬化性レジスト4に転写された凹凸パターンをマスクとして、前記被加工膜がエッチングされる。
(もっと読む)
樹脂シートの製造方法
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】連続樹脂シートを製造するシート製造工程と、形状ロールを用いて転写型を転写する転写工程と、を備えた樹脂シート製造方法とし、シート製造工程では、シート表面を構成する形状転写層(A)と形状転写層(A)の内側に隣接する主層(B)とを備えた多層構造の樹脂シートを製造する。主層(B)のMFR(JISK7210に準拠し温度200℃、荷重49Nで測定された測定値)に対する形状転写層(A)のMFRの比率は、1.5以上とする。
(もっと読む)
インプリント用硬化性組成物、硬化物および硬化物の製造方法
【課題】低粘度かつ低揮発性のインプリント用硬化性組成物を提供する。
【解決手段】分子量310以上、25℃における粘度が30mPa・s以下で、炭素原子、酸素原子および水素原子のみから構成される(メタ)アクリレート化合物を全重合性単量体中30重量%以上の割合で含むことを特徴とするインプリント用硬化性組成物。
(もっと読む)
ナノインプリントリソグラフィー用の高耐久性レプリカモールドおよびその作製方法
【課題】化学的、熱的および機械的なストレスに対して高い耐久性を有し、熱NILおよび光NILを含む種々のナノリソグラフィー技術に好適に用いることができるレプリカモールドおよび、簡便かつ安価にレプリカモールドを作製する方法を提供する。
【解決手段】一般式(I):
(式中、Xは−Y−Aで示され、複数のXが存在する場合、Xは同一または異なっていてもよく、Aはラジカル重合可能なエチレン性不飽和結合を有する基またはエポキシ基であり、Yは、主鎖が炭素、酸素およびケイ素よりなる群から選択される3〜10個の元素からなる連結基である)で示されるT単位が複数個組み合わさって構成された重合性シルセスキオキサンを含む樹脂組成物を用いて、レプリカモールドを作製する。
(もっと読む)
インプリント用の転写フィルムの製造方法、及びインプリント用の転写フィルム
【課題】従来の塗布工程とインプリント工程の両立という技術的困難性を緩和し、且つ低粘度で流動性の高い塗布液を用いても幅方向の広がりを防止する。
【解決手段】微細なパターンが形成されたスタンパと貼り合せた後、エネルギー線を照射して硬化性樹脂を硬化させてスタンパのパターンを転写するための、インプリント用の転写フィルムの製造方法であって、基材フィルム2の一方の面上に、未硬化で液状の硬化性樹脂組成物からなる硬化性樹脂薄膜層11を形成し、カバーフィルム6を貼合した後、パターン露光を施し、硬化性樹脂硬化部12を設けることで幅方向のみならず加工流れ方向の塗膜流動も抑制することができ、より高い塗膜厚みの均一性を確保した状態でロール体に巻き取ってインプリント用の転写フィルム10を製造する。更には、枚葉で供給されるインプリント用の転写フィルムの製造方法を提供する。
(もっと読む)
微細構造シート製造方法及び装置
【課題】表面に規則的な微細凹凸パターンを正確に形成することができる微細構造シート製造方法及び装置を提供する。
【解決手段】基材シートWの表面に紫外線硬化樹脂Rを塗布し、パターンローラ30に密着させて、紫外線を照射することにより、基材シートWの表面に微細凹凸パターンを転写形成する場合において、ニップ点における紫外線硬化樹脂の粘度を10mPa・s以上、100mPa・s以下にするとともに、パターンローラ30に対する紫外線硬化樹脂の接触角を40°以下にする。これにより、ニップ時にパターンローラ30の各凹部に空気が入り込むのを防止でき、パターンローラ30の表面に形成された凹凸の形状を正確に基材シートに転写することができる。
(もっと読む)
微細構造転写装置および微細構造転写方法
【課題】アスペクト比1以上の高アスペクト比微細構造体を高スループットで形成すること。
【解決手段】1対の円筒形加圧加熱ロールから構成された微細な構造を転写するための微細構造転写装置を用い、金型と基材表面の接触部の圧力が1MPa以上であり、且つ、基材の進行方向と平行な加圧部分の幅Wが数式1を満たす条件でパターン転写を行う。
W≧128・η・a/P ・・・・ 数式1
上記数式1において、η:基材表面の粘度(Pa・s),a:ロールの周速度(mm/s),P:加圧部圧力(Pa)である。
(もっと読む)
光ナノインプリントリソグラフィ用光硬化性組成物およびそれを用いたパターン形成方法
【課題】モールドへの付着性が良好な組成物を提供する。
【解決手段】
(a)Q−eスキームにおける極性因子(e値)が正である重合性化合物を10質量%以上および前記e値が負である重合性化合物を10質量%以上含む重合性化合物を合計88〜99質量%と、
(b)光重合開始剤0.1〜10質量%と、
(c)界面活性剤の少なくとも1種0.0005〜5.0質量%と、
を含む光ナノインプリントリソグラフィ用光硬化性組成物。
(もっと読む)
凹凸状シートの製造方法及びその方法で製造される凹凸状シート
【課題】凹凸状シートの基底部の厚みのばらつきに起因したムラやスジといった面状不良を防ぐことのできる凹凸状シートの製造方法及びその方法で製造される凹凸状シートを提供する。
【解決手段】シートWに放射線硬化樹脂液を塗布し、凹凸ローラ13に対向配置されるニップローラ14とで挟圧することでシートW上の樹脂液層に凹凸ローラ表面の凹凸を転写形成する凹凸状シートの製造方法において、樹脂液層の粘度ηが10mPa・s以上1000mPa・s以下の範囲となるように調整するとともに、挟圧の実効圧力をP(MPa)、樹脂液層の粘度をη(mPa・s)としたときのPとηの関係が、−2.5≦log10P≦(1/2)×log10η−3の範囲となるようにPを設定する。
(もっと読む)
賦形シートの製造方法
【課題】金型離型性が良好で、種々の厚さを有する樹脂層を有する樹脂層シートを用いてパターンを形成できる賦形シートの製造法を提供すること。
【解決手段】エネルギー線硬化型樹脂組成物の積層シートを金型ロール及び圧接ロールからなる一対のロールに、樹脂層シートの樹脂層面と金型ロールとが接触するように供給する工程と、樹脂層に金型ロール上のパターンを押圧転写して、賦形された樹脂層を得る工程と、賦形された樹脂層にエネルギー線を照射して硬化された樹脂層を得る工程とを含有する賦形シートの製造方法であり、エネルギー線硬化型樹脂組成物が複素粘性率1×106dPa・s以上で、金型ロールが該組成物の粘度が1×106〜1×108dPa・sとなる表面温度を有し、圧接ロールが該組成物の粘度が1×101〜1×105dPa・sとなるような表面温度を有する賦形シートの製造法。
(もっと読む)
凹凸状シートの製造方法及び装置
【課題】表面に規則的な微細凹凸パターンが形成された凹凸状シートを、欠陥なく高品質で、かつ高ラインスピードで生産性よく製造する。
【解決手段】シートWの表面にエンボスローラ13表面の凹凸を転写形成する凹凸状シートの製造方法である。放射線硬化樹脂液が塗布されることにより、表面に樹脂液層が形成されているシートを連続走行させ、シートを回転するエンボスローラ13に巻き掛け、樹脂液層にエンボスローラ表面の凹凸を転写し、シートがエンボスローラに巻き掛けられている状態で樹脂液層に放射線を照射し、樹脂液層の反応率が60%以上になった状態でシートをエンボスローラより剥離する。
(もっと読む)
レンズシートの製造方法
【解決手段】熱可塑性樹脂をシート状に押出成形し、得られたシートを挟圧体と賦形ロールの間に挟圧しながら通すことによりエンボッシングするレンズシートの製造方法である。この方法において、挟圧距離を100mm以上とする。
【効果】 挟圧距離を100mm以上とすることによって、溶融樹脂を賦形ロールのプリズム凹溝の深部まで行き渡らせることができ、賦形率90%以上でプリズム凸条を成形することができる。これにより、充分な正面輝度を示し、他の成型法で得られるものと遜色のない品質を有するレンズシートを製造することができる。
(もっと読む)
1 - 14 / 14
[ Back to top ]