
Fターム[4F209PA04]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 表面成形の区分 (2,868) | 機械的手段によるもの (2,645) | 成形用ローラを用いるもの (786) | 一対のローラ間で表面成形するもの (330)
Fターム[4F209PA04]に分類される特許
321 - 330 / 330
レンズシートの製造方法
【解決手段】熱可塑性樹脂をシート状に押出成形し、得られたシートを挟圧体と賦形ロールの間に挟圧しながら通すことによりエンボッシングするレンズシートの製造方法である。この方法において、挟圧距離を100mm以上とする。
【効果】 挟圧距離を100mm以上とすることによって、溶融樹脂を賦形ロールのプリズム凹溝の深部まで行き渡らせることができ、賦形率90%以上でプリズム凸条を成形することができる。これにより、充分な正面輝度を示し、他の成型法で得られるものと遜色のない品質を有するレンズシートを製造することができる。
(もっと読む)
表面に微細な凸形状を有するポリカーボネート樹脂シートの製造方法および表面に微細な凸形状を有するポリカーボネート樹脂シート

【課題】プロジェクションテレビ等のシート用やモアレ現象を利用した装飾表示板等に有用な表面に微細な凸形状を有するポリカーボネート樹脂シートNの溶融押出方法を提供する。
【解決手段】第1ロール2として鏡面ロールおよび第2ロール3として型付ロールを第2ロールが引取ロール側になるように配置し、溶融押出されたシート状のポリカーボネート樹脂を当該2本のロールの間に挟持押圧し、このシートを引き取り、シート表面が微細な凸形状を有するシートを製造するに当たり、(i)型付ロールとしてロール表面に底面積が0.00785〜0.785mm2、最大深さが0.005〜0.5mmの微細な凹形状をロール表面の単位面積{2.54cm×2.54cm(1インチ×1インチ)}当り30〜80%の範囲で彫刻したロールを使用し、(ii)第1ロールの線速度V1と第2ロールの線速度V2との比率(V1/V2)を0.60〜0.95にする。
(もっと読む)
低反射性部品及びその製造方法並びに表示装置

【課題】光学部品等の部品自体の光の反射率を低くして、部品の視認性向上や作動の際の省エネルギーを行う。
【解決手段】ピッチが30〜300nmの範囲内、深さが60〜400nmの範囲内の微細な凹凸が平面上で連続したナノ構造体を基材の一面に対して形成し、この基材の一面にメッキを被覆してナノ構造体を転写した後、メッキ層から基材を剥離し、剥離したメッキ層を焼成し、焼成したメッキ層を金型として用いて樹脂を射出成形することにより、射出成形された成形品の表面にナノ構造体を形成する。
(もっと読む)
回転ロール装置
【課題】 光学用プラスチックシートに凹凸模様を賦形するためのロール装置に於いて、2個の対峙して配設されている回転ロール間のオフセットに起因するこじり現象の発生、剛性不足による弾性変形を回避し、高精度な賦形成形を行うことができる回転ロール装置を得る。
【解決手段】 本発明はレンティキュラ板のような表裏両面に凹凸模様を賦形するための回転ロール装置に於いて、一方の回転ロール軸のロール駆動軸は軸方向位相調整手段に接続されており、他方のロール駆動軸3bはラジアルころがり軸受27とスラストころがり軸受28によって軸方向には変位不能に軸支され、且つ、該スラストころがり軸受28はカラー部34aとスペーサ部34bとが一体成形された介装部材34を介して前記ロール駆動軸3bを軸支するように構成されて成る回転ロール装置を提供するものである。
(もっと読む)
樹脂シートの製造方法及び装置
【課題】成形時の幅方向の厚さ分布が大きい樹脂シートを製造した際に、所望の断面形状を得ることができる。
【解決手段】ダイ12より押し出したシート状の樹脂材料14を、型ローラ16と該型ローラ16に対向配置される少なくとも1つのニップローラ18とで挟圧すると共に、型ローラ16と樹脂材料14との間のエアーを吸引手段22で吸引しながら、型ローラ16表面の凹凸形状を樹脂材料14に転写する。
(もっと読む)
押出された熱可塑性樹脂から板材を製造する方法
熱可塑性樹脂(3)から板材を製造する方法であって、特にTFTモニター用の板材(6)が先細に押出されることを特徴とする。  (もっと読む)
(もっと読む)
フィルムの製造装置及びその製造方法
【課題】樹脂を硬化させることにより所望の凹凸パターンを備えたフィルムを製造する製造装置であって、不完全形状の生じにくいフィルム製造装置を提供する。
【解決手段】所望の形状が表面に刻まれた型ロール14と押しロール17との間に未硬化の樹脂層22を通過させ樹脂層22を前記形状に成型するフィルムの製造方法であって、樹脂層の幅を型ロール14の幅よりも狭く、厚さを型ロール14と押しロール17との間隔よりも厚く形成しておくことにより、型ロール14と押しロール17との会合部に樹脂層を構成する樹脂が滞留しながら幅方向に押し広げられる滞留部23を形成する。この滞留部において、気泡が脱気されるため、不完全形状が生じにくい。
(もっと読む)
マイクロ複製のための工具を製造する方法
硬質面内に三次元成形用パターン(N)を電気機械彫刻することを含む方法。該硬質面は、該三次元成形用パターン(N)に従ってマイクロ複製するように構成されている。該成型用パターンは、光再指向フィルム(2)の光学素子(5)のマイクロ複製用となることができる。 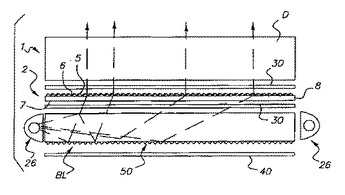 (もっと読む)
(もっと読む)
多層フィルムのエンボス処理方法
この発明は多層フィルムのエンボス処理方法に関する。エンボス処理装置を用いた多層フィルムのエンボス処理方法において、この装置は、少なくとも一つの樹脂材料を供給するための材料供給装置と、それぞれに供給された材料をフィルムとして送出するT型プレートと、T型プレートから送出されたフィルムの表面をエンボス処理するための冷却および搬送のための冷却ローラーと、T型プレートから所定の間隔をおいて位置し、冷却ローラーから搬送されるフィルムをエンボス処理するエンボス処理ローラーと、エンボス処理されたフィルムを移送する移送ローラーとを備えており、製造されるフィルムの一方の面が高度な印刷性と透明性を備えるように、冷却ローラーは滑らかな外表面を有するように形成されており、移送ローラーは冷却ローラーからフィルムを搬送し、T型プレートから所定の間隔をおいて、エンボス処理ローラーが冷却ローラーから搬送されるフィルムに当接する側とは反対に位置しており、冷却ローラーとフイルムの間には、空気または不純物の混入を阻止するためT型プレートから送出されるフィルムが冷却ローラーと接触する位置に、長尺方向に真空吸引チャンバーが形成されており、これにより原料供給装置から供給された異なる熱変形温度を有する樹脂材料はT型プレートを通過し、3層構造のフィルムとなる。この3層構造のフィルムは、冷却ローラーに接するベースフィルム層と、エンボス処理ローラーと接触することによりエンボス模様の形成されるエンボス処理フィルム層および、ベースフィルム層とエンボス処理フィルム層との間を接着するための接着フィルム層を含む。そして冷却ローラーから搬送されたフィルムに当接するエンボス処理ローラーを用いて、フイルムのエンボス処理フィルム層上にだけエンボス模様が形成される。その後フィルムは冷却ローラーにより冷却され、次いで移送ローラーを通過して冷却ローラーから分離される。 (もっと読む)
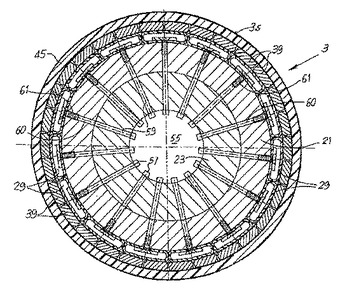
連続ウェブ材料加工装置用可変クラウンローラ及び前記ローラを備えた装置
連続ウェブ材料加工装置用加圧ローラが、ローラの側面(3S;7S)に調節可能なクラウンを付与して、前記側面を変形する調整システム(29;50)を包含する、側面(3S;7S)を備える。
 (もっと読む)
(もっと読む)
321 - 330 / 330
[ Back to top ]