
Fターム[4F209PG12]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 予備成形品及びその製造 (327) | 製造 (132) | 押出し成形方法によるもの (76)
Fターム[4F209PG12]に分類される特許
41 - 60 / 76
光学シートの製造方法及び光学シート

【課題】エンボス形状の高い転写精度を得つつ樹脂シートのアモルファス状態を維持できる結晶性樹脂を含む熱可塑性樹脂からなる光学シートの製造方法を提供する。
【解決手段】表面にエンボス加工が施されたアモルファス状態の透明結晶性樹脂シートからなる光学シートの製造方法であって、表面にエンボス形状が形成された金属製エンボスベルト13を加熱ロール11と冷却ロール12に巻装し、エンボスベルト13上で樹脂シート10をそのガラス転移温度以上の温度でエンボス加工を施した後、樹脂シート10をそのガラス転移温度よりも低い温度に急冷してエンボスベルト13から剥離する。これにより、樹脂シート10に対する形状転写性を維持しつつ、樹脂シート10が結晶性樹脂である場合でもその過度の結晶化による白化を阻止できる。
(もっと読む)
マーキング部付きフッ素樹脂チューブおよびその製造方法

【課題】スクリーン印刷やローラーによる転写印刷などの一般的なマーキング方法でマーキングが可能なマーキング部付きフッ素樹脂チューブ及びその製造方法を提供することを目的とする。
【解決手段】材質がフッ素樹脂で構成されてなり、押出成形法で成形されたチューブと、前記チューブの表面1aに表面粗さRzの値が45nm以上165nm以下とする表面処理がされたマーキング部7と、を有することを特徴とするマーキング部付きフッ素樹脂チューブ1を用いることにより、上記課題を解決できる。
(もっと読む)
インサート成形用フィルム、インサート成形品およびその製造方法
【課題】反射率が低く、かつ反射率の波長依存性が少ないインサート成形用フィルム、加飾層や着色基材の本来の色が十分に再現された意匠性の高いインサート成形品およびその製造方法を提供する。
【解決手段】表面に微細凹凸構造を有するインサート成形用フィルム10であって、前記微細凹凸構造が、複数の凸部を有し、該凸部間の平均間隔が400nm以下であるインサート成形用フィルム10;樹脂材料からなる基材と、前記微細凹凸構造が形成された側とは反対側の表面が前記基材と接するインサート成形用フィルム10とを有するインサート成形品。
(もっと読む)
表面材の製造方法及び製造装置、並びに、表面材
【課題】高品質の表面材を効率良く製造することができる表面材の製造方法を提供する。
【解決手段】本発明に係る表面材の製造方法は、エンボスパターンを有するエンボスロールと、このエンボスロールに隣接する冷却ロールとの間隙に、バッカー層用シート及び表面シートを給送する給送ステップと、この表面シートの表面を前記エンボスロールに対向させると共に、裏面をバッカー層用シートに重ね合わせた状態で、表面シート及びバッカー層用シートを間隙に通し、当該2つのシートが前記間隙を通過するときに当該2つのシートを前記エンボスロール及び前記冷却ロールにより押圧する押圧ステップと、を備え、バッカー層用シートは、溶融状態の熱可塑性樹脂からなり、表面シートは、表面側及び裏面側において熱可塑性樹脂を備える。
(もっと読む)
離型フィルムの製造方法
【課題】環境問題に対処することのできる安価な離型フィルムの製造方法を提供する。
【解決手段】金型により成形品を成形する際、金型に挿入される離型フィルム10の製造方法であって、ポリエステル系エラストマー100重量部に対してシリコーンゴムを1.0〜20.0重量部添加して溶融混練することにより成形材料を調製し、この成形材料により離型フィルム10を成形し、この成形した離型フィルム10を、圧着ロール22・24、金属ロール23、及びこれら22・23・24の下流に位置する巻取管26の間に巻きかけて張架するとともに、離型フィルム10を圧着ロール22と金属ロール23とに挟持させる。
(もっと読む)
転写樹脂シートの製造方法
【課題】転写ロールの表面形状を精度よく、速やかに転写しうる転写樹脂シートの製造方法を提供する。
【解決手段】加熱溶融状態でダイから連続的に押し出された連続樹脂シートを、第一押圧ロールと第二押圧ロールとの間で挟み込んで前記第二押圧ロールに密着させた状態で前記連続樹脂シートを冷却させ、その後に前記第二押圧ロールと該第二押圧ロールに隣接する転写ロールとの間で挟み込むことで、該転写ロールの表面形状を連続樹脂シートに転写する転写樹脂シートの製造方法であって、前記転写ロールと密着する面の連続樹脂シートの表面温度が前記連続樹脂シートの樹脂のビカット軟化点より20℃〜60℃高い温度である。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】転写型の表面形状を精度よく、速やかに転写して、効率よく表面形状転写樹脂シートを製造し得る方法を提供することを目的とする。
【解決手段】本発明は、樹脂を加熱溶融状態でダイから連続的に押し出して連続樹脂シートを製造するシート製造工程と、連続樹脂シートと送出しロールにより連続的に送出される転写型とを第一押圧ロールと第二押圧ロールとで挟み込む押圧工程とを含み、上記押圧工程は、転写型を、連続樹脂シートと、第一押圧ロールまたは第二押圧ロールとの間に挟み込む第1工程と、転写型と連続樹脂シートとを密着させて搬送させる第2工程と、転写型を連続樹脂シートの表面温度がビカット軟化点以下の状態で連続樹脂シートから剥離する第3工程とを含み、転写型は、有機材料で構成されていることを特徴とする表面形状転写樹脂シートの製造方法に関する。
(もっと読む)
樹脂シートの製造方法、光学フィルム、及び、樹脂シートの製造装置
【課題】シート押出成形法により樹脂シートを製造する際に、微細な凹凸パターンを良好な転写性で賦形できるようにする。
【解決手段】シート状樹脂材料を、少なくとも一対の加圧ロール7、8によって加圧しながらその間隙を通過させて樹脂シート9を製造する樹脂シートの製造方法であって、一対の加圧ロール7、8の少なくとも一方のロールとして、ロール芯体と、凹凸パターン部材と、ロール芯体と凹凸パターン部材との間に配され、凹凸パターン部材の熱伝導率よりも低い熱伝導率を有する熱緩衝部材とからなる凹凸パターンロールを使用し、凹凸パターンロールの直前でシート状樹脂材料の表面部分を、赤外線ピーク波長が約2μm以上3.8μm以下となる加熱ヒーター10、11によって加熱し、加熱したシート状樹脂材料の表面部分を凹凸パターンロールによって成形する。
(もっと読む)
押出成形品
【課題】輸送時に起こる押出成形品同士の擦れ、梱包状態からの引き抜き、他の物体との接触により押出成形品の表面に傷が付きにくい。
【解決手段】表面の一部又は全部に押出成形方向と同方向に連続する深さ5μm〜50μmの溝1が、該表面の押出成形方向と直交する方向に50μm〜500μmのピッチで多数連続して形成してある。
(もっと読む)
樹脂の糸曳切断方法、樹脂の糸曳切断装置及び樹脂の成形方法
【課題】溶融樹脂を金型表面に塗布した後、塗布した樹脂を加圧して成形する溶融樹脂の微細転写プロセスにおいて、塗布した溶融樹脂と樹脂を塗布する装置との間に形成される樹脂残留物を良好な状態で切断する技術を提供する。
【解決手段】熱可塑性樹脂を溶融し、該溶融樹脂2をダイ開口部4から吐出しながら下金型表面5に塗布し、前記塗布した溶融樹脂を上金型18で加圧転写する成形方法において、前記ダイ開口部からの溶融樹脂の吐出を停止後、前記ダイ開口部からの溶融樹脂の吸引を行いながら、前記ダイ開口部を前記下金型表面から解離移動することにより、塗布を完了した位置で前記ダイ開口部と前記下金型表面上に塗布した溶融樹脂6との間に連続して形成される樹脂残留物7を延伸して薄い固体のフィルム状に変形させ、その後前記フィルム状に延伸された樹脂10をダイの幅方向にカッター14で切断する。
(もっと読む)
面光源用光学シート及びその製造方法
【課題】大面積の表示装置に好ましく用いられる、反りやたわみが無く、巻き癖(カール)も無い面光源用光学シートを効率的に製造する方法を提供する。
【解決手段】ロール巻き状の基材フィルム13をロールから巻きだして、プリズム部16の賦形型を表面に有するドラムに供給する供給工程と、プリズム部形成用樹脂が充填された賦形型に基材フィルムを圧着した後、そのプリズム部形成用樹脂を硬化する硬化工程と、基材フィルムをドラムから剥がして硬化後のプリズム部を基材フィルムに転写する転写工程と、プリズム部が形成されたプリズム部形成シートをロール巻きする巻取工程と、ロール巻き状のプリズム部形成シート20と枚葉状又はロール巻き状の基材シート12とを同時に供給して、基材シート上にプリズム部形成シートの基材フィルム側を貼り合わせる貼合工程と、貼り合わせた後のシートを所定形状に裁断する裁断工程と、を備える。
(もっと読む)
光学シートの製造方法及び光学シート
【課題】エンボス形状の高い転写精度を得つつ樹脂シートのアモルファス状態を維持できる結晶性樹脂を含む熱可塑性樹脂からなる光学シートの製造方法を提供する。
【解決手段】表面にエンボス加工が施されたアモルファス状態の透明結晶性樹脂シートからなる光学シートの製造方法であって、表面にエンボス形状が形成された金属製エンボスベルト13を加熱ロール11と冷却ロール12に巻装し、エンボスベルト13上で樹脂シート10をそのガラス転移温度以上の温度でエンボス加工を施した後、樹脂シート10をそのガラス転移温度よりも低い温度に急冷してエンボスベルト13から剥離する。これにより、樹脂シート10に対する形状転写性を維持しつつ、樹脂シート10が結晶性樹脂である場合でもその過度の結晶化による白化を阻止できる。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】樹脂(2)を加熱溶融状態でダイ(3)から連続的に押し出して連続樹脂シート(4)を得、この連続樹脂シート(4)を押圧ロール(5)と転写型(6)との間に挟み込むことにより転写型(6)の表面形状を転写して、転写型(6)の表面形状を精度よく、速やかに転写して、表面形状転写樹脂シート(1)を製造し得る方法を提供する。
【解決手段】本発明の製造方法は、転写型(6)が、有機材料で構成されていることを特徴とする。樹脂(2)を連続的に押し出して連続樹脂シート(4)を得るダイ(3)と、押圧ロール(5)と、連続樹脂シート(4)を押圧ロール(5)との間に挟み込むことにより表面形状を連続樹脂シート(5)に転写する転写型(6)とを備えた製造装置(10)により製造される。この製造装置(10)は、転写型(6)が有機材料で構成されている。
(もっと読む)
熱可塑性樹脂シートの製造装置および製造方法
【課題】 表面性や転写性を確保しつつ、フラット性に優れた熱可塑性樹脂シートを製造する。
【解決手段】 本発明による熱可塑性樹脂シートの製造装置は、軸支点が固定された固定ロール2と、軸支点が可動な2本の可動ロール51,52に巻き掛けられかつダイ1から押し出された溶融状態の熱可塑性樹脂Mを固定ロールの表面に押し付ける金属製の賦形用ベルト3と、軸支点が可動な2本の可動ロール61,62に巻き掛けられかつ固定ロールと賦形用ベルトとによってシート状に賦形された熱可塑性樹脂を更に固定ロールの表面に押し付ける金属製の冷却用ベルト4とを備えている。
(もっと読む)
光学用フィルムの成形用冷却ロール、光学用フィルムの製造方法及び光学用フィルム
【課題】溶融押出した熱可塑性樹脂を成形するのに用いられ、光学欠点がなく、かつ高水準の表面均一性を有する光学用フィルムを得ることを可能とする光学用フィルムの成形用冷却ロール、該冷却ロールを用いた光学用フィルムの製造方法、及び該光学用フィルムの製造方法により得られた光学用フィルムを提供する。
【解決手段】タングステンカーバイド溶射が表面に施されており、該タングステンカーバイド溶射が施された表面がバーチカル研磨仕上げされている、光学用フィルムの成形用冷却ロール。
(もっと読む)
幾何学模様が付与された樹脂シート
【課題】
樹脂組成物を溶融押出した後、シート状押出物を幾何学的模様が付された型付ロールと冷却ロールとの間に挟持することにより幾何学模様が付与された樹脂シートにおいて、ロールに付された幾何学模様の樹脂シート表面への転写再現性が向上された樹脂シートを提供する。
【解決手段】
ポリカーボネート樹脂、あるいはポリカーボネート樹脂とポリエステル樹脂との混合樹脂100重量部に対し、メタクリル酸エステル・アクリル酸エステル共重合体を0.05〜1.0重量部含有せしめた樹脂組成物を溶融押出した後、シート状押出物を幾何学模様が付された型付ロールと冷却ロールとの間に挟持する。
(もっと読む)
凹凸状シートの製造方法及び製造装置
【課題】本発明は、樹脂の選択肢が制限されることなく、表面に規則的な微細凹凸パターンが形成された凹凸状シートを、欠陥なく高品質で生産性よく製造するのに好適な凹凸状シートの製造方法及び製造装置を提供する。
【解決手段】本発明によれば、シートWとエンボスローラ13との会合部23に、樹脂及びシートWに透過性の優れたCO2 ガスを供給し、CO2 ガスを巻き込みながら凹凸状シートを製造するので、表面に規則的な微細凹凸パターンが形成された凹凸状シートを、欠陥なく高品質で製造することができる。また、シートWの走行速度を上げることができるため、凹凸状シートの生産性が向上する。
(もっと読む)
高剛性加飾押出シート
【課題】本発明は、適当な屈折率差のあるガラスと熱可塑性樹脂を用いて、ガラスが識別可能なガラス強化熱可塑性樹脂組成物をシート押出して得た板を用いた高剛性加飾押出シートを提供する事を目的とする。
【解決手段】ガラスとの屈折率差が0.01〜0.04である熱可塑性樹脂(A)40〜90質量%とガラス(B)10〜60質量%とを混合したガラス強化熱可塑性樹脂からなる高剛性加飾押出シート。
(もっと読む)
成形工具
成形工具(20)であって、この成形工具(20)は、基材(21)と、成形工具(20)の少なくとも作業面(22)に金属ガラスの層(23)とを有し、この成形工具は、
a)押し出しプレスの成形工具、
b)伸線機のダイス、
c)高分子加工装置のロール、
のうちの一つであることを特徴とする。 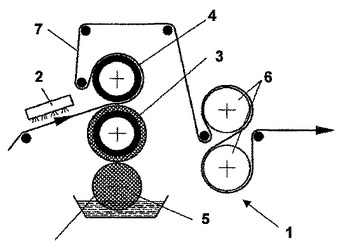 (もっと読む)
(もっと読む)
表面光沢加工印刷物の加工方法および表面光沢加工印刷物
【課題】煩雑な作業工程等を要せず、箔押し機や平板プレス機あるい平板打ち抜き機等公知の機械を用い作製することができる表面光沢加工印刷物の加工方法および表面光沢加工印刷物を提供する。
【解決手段】
上盤と下盤を有し、上盤に適宜の形状の凹凸部が形成されているパターン版を設け、上下運動して、下盤上の熱可塑性樹脂層が積層されている板紙表面を加熱加圧により表面光沢を形成する表面光沢加工印刷物の加工方法であって、前記板紙表面が剥離性を有する耐熱樹脂フイルムないしシートを介して加熱加圧により表面光沢を形成することを特徴とした表面光沢加工印刷物の加工方法およびこの加工方法で得られた表面光沢加工印刷物。
(もっと読む)
41 - 60 / 76
[ Back to top ]