
Fターム[4F211AG21]の内容
プラスチック等のライニング、接合 (31,000) | 一般形状、構造物品(用途物品優先) (2,336) | 部分(細部) (371)
Fターム[4F211AG21]の下位に属するFターム
中部、胴部 (4)
端部(上下部、頭底部、前後部) (160)
内側、内面 (12)
外側、外面(←表面) (8)
内部構造 (5)
リブ又は突起を有するもの(←凹部、孔) (102)
分岐を有するもの(←「とって」) (22)
ヒンジ部を有するもの (2)
Fターム[4F211AG21]に分類される特許
41 - 56 / 56
ファンの製造およびアセンブリ
ファン(20)を作製する方法は、バックプレート(22)およびバックプレート(22)から延在する複数のブレード(24)を備える、サブアセンブリ(48)を作製するステップと、ファンシュラウド(26)を作製するステップと、ファンシュラウド(26)をサブアセンブリ(48)のブレード(24)に隣接して位置付けるステップと、第1の溶接位置で強磁性粒子を提供するステップと、ならびに電磁エネルギーを第1の溶接位置で強磁性粒子に向けて、周辺材料を溶融し、かつファンシュラウド(26)とブレード(24)のうちの少なくとも1つとを構造的に接合するステップとを含む。  (もっと読む)
(もっと読む)
光照射による樹脂の接着方法と、樹脂物品の製造方法およびこの方法を用いて製造された樹脂物品と、マイクロチップの製造方法およびこの方法を用いて製造されたマイクロチップ

【課題】熱融着による接着よりも低い温度において、生産性よく樹脂と樹脂とを接着できる接着方法を提供する。
【解決手段】本発明の樹脂の接着方法は、第1の樹脂1と第2の樹脂2とを接着する樹脂の接着方法であって、(I)第1および第2の樹脂の表面3a、3bに接している、酸素分子を含有する空間10に、波長175nm以下の真空紫外光を照射する工程と、(II)前記照射後の表面3a、3bを互いに接触させた状態で昇温することにより、表面3a、3bを接着面として第1の樹脂1と第2の樹脂2とを接着する工程と、を含む。工程(I)において、第1および第2の樹脂の表面3a、3bにさらに真空紫外光を照射してもよい。この場合、表面3a、3bに到達する真空紫外光の光量は、例えば0.1J/cm2以上10J/cm2以下が好ましい。
(もっと読む)
本管と枝管との通線方法

【課題】本管の管径が小さい場合でも、枝管に管更生材料を反転させながら設置する工法に好適に用いることができる本管と枝管との通線方法を提供すること。
【解決手段】本管P1内に仮配置した通線用の第1の線材1の先端部を枝管P2との合流部Dの近傍まで通し、第1の線材1の先端部に配設した第1の結合体11と、枝管P2が接続された地上側の枡3から本管P1に向けて挿入した通線用の第2の線材2の先端部に配設した第2の結合体21とを、本管P1と枝管P2との合流部Dの近傍で結合させた後、第2の線材2を枝管P2が接続された地上側の枡3から引き上げることにより、第1の線材1を枝管P2が接続された地上側の枡3まで引き上げて本管P1から枝管P2まで通線を行う。
(もっと読む)
繊維強化プラスチック複合部材の継手構造
【課題】
継手部に剪断力が作用した場合にも、繊維強化プラスチック部材の接合面を剥離、又は補強層を剥離する力が作用しない様にし、繊維強化プラスチック部材の継手強度を向上させる。
【解決手段】
芯材3を挾み、表裏に繊維強化プラスチック層4,5を設けた複合部材同士を交差する方向に接合する継手構造に於いて、一方の複合部材1に溝11を形成し、該溝に他方の複合部材2の端部を嵌合させ、前記一方の複合部材と前記他方の複合部材間に掛渡り第1の布状繊維材6を設け、該第1の布状繊維材にプラスチックを含浸させて第1の補強層7を形成した。
(もっと読む)
接合方法および接合体
【課題】2つの基材同士を、高い寸法精度で強固に、かつ低温下で効率よく接合する接合方法、およびかかる接合方法で接合された接合膜を備える接合体を提供すること。
【解決手段】本発明の接合方法は、接合膜を介して互いに接合する第1の基材21と第2の基材22とを用意し、スペーサ25を介してこれらを互いに離間させた状態で保持する工程と、各基材21、22間の隙間26に、シリコーン材料を含有する液状材料30を、毛細管現象によって浸透させる工程と、この液状材料30を乾燥させる工程と、液状材料30の乾燥体にエネルギーを付与することにより、接合膜を介して各基材21、22とが接合されてなる接合体を得る工程とを有する。
(もっと読む)
かしめ装置
【課題】2部材間のかしめ固定を確実に実現することが可能なかしめ装置を提供する。
【解決手段】本発明のかしめ装置5は、第1部材2と第2部材3とをかしめるものであって、第1部材2がボス部22を備える一方、第2部材3はボス部22を挿通可能な挿通孔32を備え、ボス部22が挿通孔32に挿通された状態で、第2部材3を押えることで第1部材2と第2部材3との間のがたつきを抑止する押え治具70を有し、押え治具70は、ボス部22の周方向の少なくとも一部を取り囲む形で第2部材3を押えることが可能な押え面72aを備え、ボス部22を挿通孔32に挿通させ、押え治具70によりボス部22の周方向の少なくとも一部を取り囲む位置で第2部材3を押えた状態で、ボス部22の先端部に超音波ホーン60を当接することにより第1部材2を第2部材3にかしめることを特徴とする。
(もっと読む)
圧縮ガス用容器及びその生産方法
本発明は圧縮燃料ガス用容器に関する。容器は非円筒形状を有し、その容器内にバルクヘッドを備える。容器は、その周囲に巻回される繊維強化材を含む混合物によって包囲される。容器は、所望の容器形状とほぼ同一の形状のライナを具備する。ライナは、ライナの周囲に延在しかつ通路により相互に接続された切片にライナを分割する少なくとも一つの凹部を備える。繊維強化材はライナの周囲に様々な方向に連続的に巻回されて十分な容器強度を確保し、凹部は繊維で埋め尽くされて、凹部内の繊維はバルクヘッドを構成する。本発明はさらに本願請求項記載の容器の生産方法に関する。 (もっと読む)
筐体の製造方法および金型
【課題】2種類の部材を強固に一体化しながらも筐体の小型化および薄型化ができる筐体の製造方法を提供する。
【解決手段】第1の融解点を有する第1の材料にて形成される第1の部材5と、第1の融解点より低い第2の融解点を有する第2の材料から形成される第2の部材6とを有する筐体100の製造方法において、第1の部材5の端部5aが折り曲げられ当該端部5aが第2の部材6の内部に埋没する埋没箇所Zと、第1の部材5および第2の部材6が互いに一方の面のみにて接合する接合箇所Yとを連続して形成し、第1の部材5の端部5aの折り曲げ方向は、第1の部材5の接合箇所Yにおける第2の部材6との接合方向とし、第1の部材5の端部5aの折り曲げ開始位置5cは、埋没箇所Zと接合箇所Yとの境界位置Wにて形成するものである。
(もっと読む)
合成樹脂組立品の製造方法
【課題】 2つの合成樹脂部品を溶着した後に簡便且つ確実な方法により溶着度を判定して、溶着度に関する検査工数を低減するとともに溶着不良の合成樹脂組立品を確実に排除すること。
【解決手段】 インクジェットヘッドに供給されるインクを貯留可能な合成樹脂製のバッファタンクに、頂部25a,26aの位置がバッファタンクの丘部20とフィルム22との溶着面20aよりも低く且つ頂部25a,26aの位置が互いに異なる2つの凸部25,26を形成し、丘部20の溶着面20aにフィルム22を溶着してから、2つの凸部25,26の各々について、その頂部25a,26aがフィルム22と溶着したか否かに基づいてバッファタンクとフィルム22との溶着度を判定する。
(もっと読む)
角隅部が強化されたサンドイッチ構造から物体を製造するための方法およびこのタイプの物体
本発明は、2つのカバー層(16)(そのうちの少なくとも1つがプラスチックカバー層である)間に配置される熱可塑性のコア層(18)を含むサンドイッチ構造から作製される物体の角隅部を製造し、かつそれを強化するための方法に関し、本方法は、2つの物体部分間に角隅部を含む物体を形成する工程と;さらなる繊維強化熱可塑性層(26)がコア部分(24)の露出された表面を実質的に覆うように、角隅部に適合させた形状を有する熱可塑性のコア部分(24)およびさらなる繊維強化熱可塑性層(26)を角隅部に位置決めする工程と;サンドイッチ構造のカバー層(16)をさらなる繊維強化熱可塑性層(26)に結合する工程とを含む。 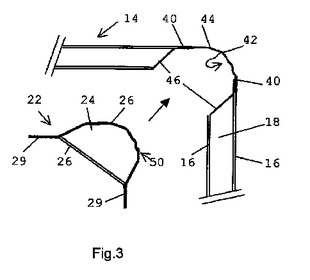 (もっと読む)
(もっと読む)
層間剥離を阻止するための装置及び方法
積層要素(2)の湾曲領域を圧縮するための圧縮装置であって、積層要素が、第1の湾曲経路を辿る第1の表面領域と、第1の表面領域とは反対側の、第2の湾曲経路を辿る第2の表面領域とを有しており、第1の圧縮部材(40)が、第1の表面領域に接して配置されると共に、第2の表面領域に接して配置された第2の圧縮部材(50)に向かわされる、圧縮装置。  (もっと読む)
(もっと読む)
洗面カウンター及びその製造方法
【課題】 製造工数を削減し、洗浄剤を用いないといった環境面に配慮した洗面カウンターの製造方法を提供する。
【解決手段】 下記(A)〜(D)のステップに基づいて洗面カウンター10を製造する。(A)前方は下向きに折曲され、後方は上向きに折曲されたカウンター基材2を準備するステップ、(B)立ち上がり部と平坦部との角に不活性ガスを混入させたホットメルト6を吐出するステップ、(C)前垂れ部、平坦部、立ち上がり部をポストフォーム加工にて熱硬化性樹脂化粧板8を接着するステップ、(D)冷却するステップ。
(もっと読む)
金属ボルトをプラスチックワークピースに連結する方法
【課題】一方の金属ワークピースと他方のプラスチックワークピースとの間に信頼できる連結を可能にする方法を提供する。
【解決手段】金属性のボルトをプラスチックワークピースに連結するための方法は、第1のプラスチックワークピース及び金属性のボルトを設け、ボルトを第1のプラスチックワークピースの表面に圧入させることで実現される。ボルトは、圧入される際に回転し、ボルトの回転速度は、第1のプラスチックワークピースが可塑化するように選択されるので、ボルトは、回転が停止した後で、第1のプラスチックワークピースにポジティブロックで固定される。
(もっと読む)
配管の補修材および配管補修方法
【課題】 経済的で且つ配管補修作業の容易な補修材およびその補修方法
【解決手段】 インナーフィルム1とアウターフィルム2との間に未硬化の樹脂を配置したものにおいて、その樹脂は補修材の長手方向の中間部のみに樹脂部3として存在する。
(もっと読む)
樹脂接合部品とその接合方法
【課題】インナパネルが単品状態で弾性変形による変形量を有している場合でもそれを容認した上で、その影響が形状精度が重要視されるアウタパネル側に接着接合後に表れないようにして、製品の寸法精度の向上を図った方法を提供する。
【解決手段】固定式受け治具を基準にインナパネル3を位置決めする際に、変形をもつ接合フランジ部4が着座することになる受け駒21をその着座フランジ部4に倣わせて変位させた上でロックシリンダ25にてロックする。これにより、押さえ治具16にてインナパネル3とアウタパネル2を接着接合する際に接合フランジ部4を矯正しないようにする。接合後に製品を取り出しても接合フランジ部4は変形に基づく復元力を発生せず、その復元力に基づく製品の精度低下をもたらすことがない。
(もっと読む)
複合フィルム、複合積層体の製造方法、反射鏡の製造方法、画像投影装置および複合フィルムの成形方法
【課題】 被成形物であるフィルム(第1部材)が、成形応力によって所定の伸び量だけ伸びた後に、成形応力の対抗力として第2部材の引張応力を働かせ、打ち消すことで、所定の伸び量以上に伸ばされること防止できるため、フィルム(第1部材)の伸びを求める最終形状に依存せず、制御できる複合フィルム、複合積層体の製造方法、複合フィルムの成形方法を提供する。
【解決手段】 少なくとも第1部材2と第2部材3からなる複合フィルム1において、前記第1部材2が被成形物で、所定の温度/応力下で塑性領域内にある材料で構成され、前記第2部材3が補強物で、所定の温度/応力下で弾性領域内にある材料で構成され、前記第1部材2と前記第2部材3を、伸び量を制御する領域全域に設けてある接合線のみによって接合し、以下の関係、すなわち、(隣接する前記第2部材3によって連結している接合線間の前記第2部材3の総長)≦(隣接する前記第2部材3によって連結している接合線間の直線距離)+(所定の伸び)を有する。
(もっと読む)
41 - 56 / 56
[ Back to top ]