
Fターム[4F211AG21]の内容
プラスチック等のライニング、接合 (31,000) | 一般形状、構造物品(用途物品優先) (2,336) | 部分(細部) (371)
Fターム[4F211AG21]の下位に属するFターム
中部、胴部 (4)
端部(上下部、頭底部、前後部) (160)
内側、内面 (12)
外側、外面(←表面) (8)
内部構造 (5)
リブ又は突起を有するもの(←凹部、孔) (102)
分岐を有するもの(←「とって」) (22)
ヒンジ部を有するもの (2)
Fターム[4F211AG21]に分類される特許
21 - 40 / 56
マイクロチップ基板の接合方法およびマイクロチップ
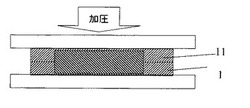
【課題】空隙部を有するマイクロチップ基板の熱融着による接合において、基板の熱変形を低減する接合方法を提供すること。
【解決手段】表面にマイクロチャネル有する第1のマイクロチップ基板と、第1のマイクロチップ基板のマイクロチャネルを有する面と密着する面を有する第2のマイクロチップ基板とを接合する方法であって、第1のマイクロチップ基板及び/又は第2のマイクロチップ基板が空隙部を有し、第1のマイクロチップ基板及び/又は第2のマイクロチップ基板がプラスチック材料からなり、空隙部に、空隙部と同様の形状を有する、プラスチック材料よりも熱膨張係数の低い素材よりなる基板を嵌め込み、加圧しながら加熱して融着するマイクロチップの接合方法。
(もっと読む)
樹脂部品の固定構造

【課題】発泡樹脂成形体をベースとしたトリム本体に樹脂部品をトリム本体側の溶着用ボスを介して溶着一体化する際、溶着強度を強化する。
【解決手段】発泡樹脂成形体からなるドアトリムロア20bにポケットバックカバー30を固定する際、ドアトリムロア20bに溶着用ボス26を立設するとともに、ポケットバックカバー30の取付片31には、取付孔32の近傍位置に車体パネル側に向いて突設し、溶着ホーン40による加工時に溶着ホーン40と干渉するエリアに延長リブ34、あるいは環状フランジ35等の突起部を形成し、溶着ホーン40による溶着加工時、ドアトリムロア20b側の溶着用ボス26と突起部34,35とを一体に溶着加工することで、突起部34,35を溶融させた樹脂が気泡内に入り込んで、カシメ加工部26aにおける樹脂の比率を高め、かつ容積を増大させることで溶着強度を高める。
(もっと読む)
コネクタパイプを有するブロー成形中空体及びその製造方法
【課題】 コネクタパイプをホースへブロー成形により一体的的に成形する場合に、コネクタパイプとホースとの間の接続強度及び/又は気密性を向上させる技術を提供する。
【解決手段】 ホース1の外周を略リング状に取り囲む溶着座面補強部材2をホース1にブロー成形技術によりインサート成形させ、溶着座面補強部材2は通常平坦である溶着座面部3が設けられており、溶着座面部3にコネクタパイプ5の一端を溶着させる。溶着座面部3及びホース1には貫通穴が形成されており、該貫通穴を介してコネクタパイプ5はホース1と連通している。
(もっと読む)
クッション用表皮及びその製造方法
【課題】本発明の目的は、裏面が裏布で補強された複数の合成樹脂製のシート材の端縁を溶着して得られるクッション用表皮において、その溶着部が外部に露出して、縫目模様を想起させるように異なる色が破線状に連なった破線模様が形成されたクッション用表皮を提供することにある。
【解決手段】裏面が裏布で補強された合成樹脂製のシート材の上部シート材2aと左右の側部シート材2bとの端縁、上部シート材2aと後部シート材2cとの端縁、或いは後部シート材2cと左右の側部シート材2bとの端縁をリボンを介して溶着した。そして、その溶着部が接合部3において外部に露出して、前記シート材とは異なった色の合成樹脂による帯状部が破線状に連なった破線模様を形成した。
(もっと読む)
フィルム接合体およびこのフィルム接合体を形成するためのスプライシングテープ、ならびにこのスプライシングテープによるフィルムの接合方法
【課題】フィルムの端部間に段差などが発生せず漏れ出てしまった接着剤などによる製品への付着が発生せず、突き合わせ部に適正なスプロケットホールを具備したフィルム接合体及びこのフィルム接合体を形成するためのスプライシングテープ、ならびにこのスプライシングテープによるフィルムの接合方法を提供する。
【解決手段】フィルムの端部同士を突き合わせて、端部間に跨がるように貼り合わされるスプライシングテープ20または24であって、片面に第1粘着層が6設けられたポリイミド製芯材シート4と、第1粘着層6を介して剥離可能に配置された保護テープ8とを備え、場合によっては反対側の面に補強用テープ22を配置し、ポリイミド製芯材シート4と第1粘着層6と保護テープ8には、スプロケットホールに対応する若干大きめの貫通孔122,144を形成しておき、このテープを用いてフィルム10,10の端部間を貼り合わせたことを特徴としている。
(もっと読む)
ライナの製造方法及び分割ライナ
【課題】ライナの生産性を向上させることが可能な技術を提供することを目的とする。
【解決手段】 ライナ300の製造方法であって、(a)端部近傍に突起360を有する第1の分割ライナ300bを準備する工程と、(b)前記突起360と嵌合するための嵌合穴355を有する係合部材350を備えた第2の分割ライナであって、前記第1の分割ライナ300bと接する端部において、前記係合部材350が折り曲げ可能に形成された第2の分割ライナ300aを準備する工程と、(c)前記第1と第2の分割ライナ300b、300aの端部を合わせ、前記係合部材350を折り曲げて前記嵌合穴355に前記突起360を嵌め込む工程と、(d)前記第1と第2の分割ライナ300b、300aの接合部にレーザ光を照射して前記第1と第2の分割ライナ300b、300aとを接合する工程と、(e)前記係合部材350と前記突起360とを除去する工程と、を備える。
(もっと読む)
樹脂成形品の固定構造
【課題】樹脂成形品同士を溶着固定する樹脂成形品の固定構造であって、成形金型費用を低減するとともに、金型設計上におけるレイアウト自由度を向上させる。
【解決手段】ドアトリム10は、ベースとしてのドアトリム本体20の表面下側に、ポケットカバー30が溶着固定されている。そして、ポケットカバー30の裏面には、プレート状の溶着用リブ40が突設形成され、これを受ける取付孔50がドアトリム本体20に横長状に開設されている。そして、溶着用リブ40に横長状の係止孔42を開設し、溶着用リブ40を取付孔50に差し込んだ際、取付孔50縁部に取付方向に沿って延びるフランジ51にアンダー形状の係止爪52を形成し、溶着用リブ40の係止孔42内に係止爪52が係着することで、溶着用リブ40自体に仮組み付け機能をもたせ、別途係止爪52を形成するためのスライド機構を廃止することにより、金型構造の簡素化を図る。
(もっと読む)
溶着構造
【課題】各部材を成形するための型構造の複雑化を招かず、しかも、安定した高い接合強度を得ることができる溶着構造を提供する。
【解決手段】マニホールド本体14の吸気管側溶着リブ22、及び、ガス導入室ハウジング17のハウジング側溶着リブ23を、互いに平行をなすとともに高低差を有する2箇所の垂直平面部30,31と、それらの間に位置する傾斜面部32,33とにより構成した。加えて、垂直平面部30,31及び傾斜面部32,33を、交互に連なって環状をなすようにした。
(もっと読む)
筐体へのフィルム圧着方法、筐体圧着用フィルムおよびフィルムを圧着された筐体
【課題】圧着後の筐体端面の処理を要しない、立体構造を有する筐体に対するフィルムの圧着方法を提供する。
【解決手段】フィルムを構成する保持層を保持してフィルムを構成する加飾層を筐体に圧着する圧着ステップと、筐体に圧着された加飾層を残して、筐体から保持層を除去する除去ステップとを有するよう、筐体へのフィルム圧着方法を構成する。筐体の形状に合わせて切断され、筐体に圧着される加飾層と、加飾層とともに筐体に圧着された後に筐体から除去される保持層とを有するよう、筐体圧着用フィルムを構成する。
(もっと読む)
筐体へのフィルム圧着方法、圧着治具およびフィルムを圧着された筐体
【課題】圧着後の筐体端面の処理を要しない、立体構造を有する筐体に対するフィルムの圧着方法を提供する。
【解決手段】筐体を、筐体の形状に合わせた形状を有し、筐体の周縁近傍に加熱可能な突出部を有する圧着治具に載置し、フィルムを圧着治具に載置された筐体に圧着し、突出部を加熱することによりフィルムを切断するよう、筐体へのフィルム圧着方法を構成する。筐体の形状に合わせた形状を有し、筐体の周縁近傍に加熱可能な突出部を有するよう、フィルムを圧着される筐体を載置する圧着治具を構成する。圧着治具に載置され、フィルムを圧着された後に、圧着治具の周囲に構成された突出部を加熱することによりフィルムを切断して、フィルムを圧着された筐体を構成する。
(もっと読む)
複合構造体およびその製造方法
【課題】複数の樹脂部材がどのような形態で接合される場合でも適用可能な汎用性の高い、複合構造体およびその製造方法を提供する。
【解決手段】構造体1は、第一樹脂部材10と、第一樹脂部材10の端部にインサート成形された第二樹脂部材20と、インサート成形後に第二樹脂部材20に溶着された第三樹脂部材30とを有する。第一樹脂部材10は、第二樹脂部材20と相溶性がなく、かつ第二樹脂部材20よりも融点が高い熱可塑性樹脂、または第二樹脂部材と相溶性のない熱硬化性樹脂で形成される。第三樹脂部材20は、第二樹脂部材20と相溶性のある樹脂で形成される。
(もっと読む)
樹脂成形体の接合部構造
【課題】樹脂成形体同士を水密性を持たせて組み合わせるようなもので、接合部において厚みを必要とする場合に、ヒケや変形を防止する構造として使用することができる接合部構造を提供する。
【解決手段】樹脂成形体2は接合部5と接合部5以外の一般部とからなり、接合部5は一般部よりも大きな厚みを有しており、該接合部5の端縁には、肉抜き溝7を形成するとともに、該肉抜き溝7を形成した端縁よりも内方には中空部8を形成してなる。
(もっと読む)
表皮付部品設置部構造
【課題】主に、芯材に貼着された表皮材の形状を容易且つ確実に整え得るようにする。
【解決手段】芯材2と、この芯材2よりも大き目に形成された表皮材3とを備えて、芯材2の表面2aに表皮材3を貼着すると共に、芯材2の裏面2b側に表皮材3の端末部4を廻り込ませて貼着することにより表皮付部品1を構成し、この表皮付部品1を車体部に取付け、或いは、表皮付部品1に取付部品を取付けてなる表皮付部品設置部構造において、車体部の表皮付部品1に対する取付部分、または、表皮付部品1に対する取付部品の取付部分の少なくとも一方に、芯材2の裏面2b側に貼着された表皮材3の端末部4を押えて表皮材3の形状を整える表皮押用突起部31を設けるようにしている。
(もっと読む)
樹脂部品の結合構造
【課題】かしめ部を目視検査により容易に管理することができる樹脂部品の結合構造を提供する。
【解決手段】樹脂部品の結合構造は、かしめ突起18を立設した樹脂製の第1のカバー5と、かしめ突起18が挿通するかしめ用孔19を形成した第2のカバー6とを備える。かしめ突起18を、かしめ用孔19に挿通した状態でカバー同士を当接させ、かしめ突起18の先端を潰して、かしめ用孔19の径よりも大きくしたかしめ部とすることにより、カバー同士を固定する。第2のカバー6の、かしめ部と当接する面を正面から見て、その面にかしめ用孔19と同軸の円または円弧となるラインがあり、このラインをかしめ部の直径の良否判定基準としている。
(もっと読む)
カード補強用プラスチック粘着板
【課題】本発明は、キャッシュカード等のプラスチック製、紙製またはそれらの複合体カードの、厚みの薄いカードの保管や使用時の利便性を向上させたカード補強用プラスチック粘着板を提供する。
【解決手段】カードと同じ大きさのプラスチック板の片面に粘着剤を塗布し、その塗布面に、はみ出し部分と切れ目を形成した剥離のできるフイルムを貼り合わせたことを特徴とするカード補強用プラスチック粘着板。
(もっと読む)
補修用ボスの形成方法およびこれを用いた熱かしめ部の補修方法
【課題】 補修用ボスの形成方法とこのボスを用いた不良熱かしめ部の補修方法を提供する。
【解決手段】 本発明になる補修用ボスの形成方法は、適当な体積のレーザ光を透過する熱可塑性樹脂からなる発明なるペレットを被結合体の嵌合穴をに合わせて成形品の上に載置し、適当な荷重を印加することでペレットを成形品の表面に押し付けながら、レーザ光をペレットを通して成形品の表面に導き、ここでレーザ光を吸収させて発熱させる。この発熱により、成形品とペレットの接触面が溶融して溶着することでペレットが成形品に溶着することで補修用ボスが形成できる。その後この補修用ボスの上から再度熱かしめを行って不良熱かしめ部を補修する。
(もっと読む)
衛生用品等向けの伸縮性層材料およびその製造方法
伸縮性層材料100は、層102,104のうち少なくとも1つに連結された伸縮性層106を含む。伸張していない状態から始まる伸縮性層106の伸張は、層102、104の伸張を生じさせ、伸縮性層106の戻りが伸張していない状態に戻ることにより、層102、104が引っ張られた状態から皴のある状態となる。伸縮性層106と層102、104のうち少なくとも1つとは、剥離しないように溶接により接続される。伸縮性層106は、拡散接着剤の線108、108'により、層102、104のうち少なくとも1つに固定される。溶接による接続は、拡散接着剤の線108、108'を避けて設けられる。好適には、材料は縦伸張方向を横切る方向に伸張するウェブ100の形状であり、拡散接着剤の線108、108'は、ウェブの側面に沿って伸張する。 (もっと読む)
固着具と成形品部材
【課題】合成樹脂の成形品部材に対して強固な固定強度を得ると共に供給する固着具の嵌め込み方向を一定にする必要のない固着具と成形品部材を提供する。
【解決手段】本発明の固着具は、短い円柱状の本体両端にそれぞれ突起部が設けられている。さらに本体の外側周面上に突出させてローレット(凹凸条)を有する3つの大径部が設けられている。この3つの大径部は、本体の中央部にそれぞれ小径部を挟んで形成されている。成形品部材11は、突出形成されたボス12に予め形成されている第1の孔13と第2の孔14とが設けられている。本願のボス12に設けられた孔は、第1の孔13が固着具の3つの大径部の外径より所定値小さい孔径、第2の孔14は第1の孔13よりさらに所定値小さい孔径の2段で形成されている。第1の孔13と第2の孔14とを合わせた深さは、固着具の全長とほぼ等しい深さに形成されている。
(もっと読む)
便器
【課題】合成樹脂製の便器を簡単強固に且つ正確に組み立て固着できる便器を提供する。
【解決手段】本願発明の便器は、スカート部2とボウル部3とリム部4とからなる合成樹脂製の便器1において、スカート部2の上端部21の内周縁部に上側段部221と下側段部222とからなる接合段部22を階段状に形成し、ボウル部3の上端縁部に上方に突出する支持突片31と該支持突片31の頂面からやや下方に位置する外周面から外方に突出する接合突片32とを形成し、リム部4の下面に下方に突出する溶着突片41を形成し、スカート部2の下側段部222にボウル部3の接合突片32を載置固着すると共に、スカート部2の上端部21とボウル部3の支持突片31と間に有底溝部5を形成し、更に、リム部4の溶着突片41を有底溝部5に振動溶着してなることを特徴とする。
(もっと読む)
樹脂部材の振動溶着法
【課題】一方の樹脂部材をしっかりと固定することにより、他方の複雑な構造を有する樹脂部材との不完全な溶着を防ぎ、全体を万遍なく溶着することのできる樹脂部材の振動溶着法を提供する。
【解決手段】熱可塑性合成樹脂からなる樹脂部材どうしの接合面を溶着させる方法であって、ひとつの樹脂部材を固定用治具1で固定し、他の樹脂部材に振動溶着装置からの振動を与えて溶着する方法において、上記固定用治具1は、保持型で挟み込んで固定するセット固定部11と磁力により固定する磁気固定部12とからなり、上記磁気固定部12を該セット固定部11を適用できない狭窄部に適用してひとつの樹脂部材を固定するとともに、他の樹脂部材に振動溶着装置からの振動を与え、溶着させる樹脂部材の振動溶着法。
(もっと読む)
21 - 40 / 56
[ Back to top ]