
Fターム[4F211TN43]の内容
プラスチック等のライニング、接合 (31,000) | 接合操作 (2,918) | 接着方法 (841) | 特定の接着剤 (498) | 熱可塑性接着剤一般 (54)
Fターム[4F211TN43]に分類される特許
1 - 20 / 54
マイクロ波樹脂溶着体及びそれによる溶着方法
【課題】樹脂製の成型体の熱容量が均一でなくても、また、樹脂製の成型体相互間の溶着を均一に高精度で行うことができること。
【解決手段】 0.1〜500μmの粉体からなる鉄粉Fに0.01〜10μmのガラス膜によってガラスコーティングし、そして、前記ガラスコーティングされた鉄粉Fを総量に対して0.1〜50重量%の樹脂バインダーを入れて分散し、圧縮成形して抵抗値1〜103Ωcm、比重6〜8とし、それを複数の合成樹脂成型体相互間に配置し、マイクロ波による誘電加熱で前記複数の合成樹脂成型体相互間を溶融、溶着するものである。したがって、鉄粉Fがガラスコーティングされているから、鉄粉Fの発熱効率が向上し、鉄粉Fがガラスコーティングの絶縁のため、鉄粉F間の放電の発生条件が限定され、その放電頻度を低下させることができる。そして、ガラスコーティングすることで鉄粉Fの保温条件が良くなり、エネルギ損失の少ない溶着ができる。
(もっと読む)
繊維強化熱可塑性樹脂の接合方法

【課題】本発明は、繊維強化熱可塑性樹脂の接合方法であって、接合強度を向上することができる方法である。特に、被接合面に含まれる強化繊維が連続繊維、あるいは数平均繊維長が10mm以上の非連続繊維である場合に、その接合強度を向上することができるものである。
【解決手段】本発明は、二つの繊維強化熱可塑性樹脂を接合する際に、少なくとも一方の繊維強化熱可塑性樹脂の被接合面に熱可塑性樹脂材料を予め配置させ、その後、二つの繊維強化熱可塑性樹脂を接合する繊維強化熱可塑性樹脂の接合方法である。
(もっと読む)
レーザー光を用いた接合方法及びこの接合方法に用いられるレーザー接合剤
【課題】第1及び第2部材の接合面の形状が複雑な場合や、第1及び第2部材の接合面間の隙間が狭い場合であっても、レーザー接合剤を接合面の全体に付着させることができるようにして接合強度を向上させるとともに、シール性が必要な場合に確実にシールできるようにする。
【解決手段】レーザー光を透過させる第1部材1と、該第1部材1と同種又は異種材料からなる第2部材2とをレーザー光を用いて接合する接合方法である。流動性を有するレーザー接合剤3を第1部材1及び第2部材2の接合面1a,2aに付着させる。その後、第1部材1側からレーザー光Lを照射して第1部材1と第2部材2とをレーザー接合剤3を介して接合する。
(もっと読む)
積層体の製造方法及び積層体、それを用いた包装容器
【課題】接着剤及びアンカーコート剤を使用しないことにより、VOC(揮発性有機化合物)の発生を完全に無くし、環境対策や省エネルギー対策に優れた積層体の製造方法及び積層体、その積層体を用いた包装容器を提供する。
【解決手段】異なる種類の熱可塑性樹脂フィルムまたはセロファンフィルムからなる第1の基材1と第2の基材6が巻かれたロール体21,22からそれぞれ繰り出され、第1の基材5は大気圧プラズマ処理装置23により熱接着性改質層が形成された面を有し、第2の基材8は熱接着性改質層が形成された面またはエアコロナ処理された面を有し、これらの面を対向させた間に、接着剤及びアンカーコート剤を塗布することなく、溶融樹脂フィルム27(第1の基材5と合わさる面にオゾン処理を行いながら)を押し出して、冷却ニップロール25にて連続貼合する。また、第2の基材を使用しなければ、押出ラミネート方式にも使用できる。
(もっと読む)
樹脂材のレーザー溶着方法および樹脂成形品
【課題】 簡易で安価な構成で、溶着強度が安定した樹脂材のレーザー溶着方法および樹脂成形品を提供する。
【解決手段】 レーザー光103を吸収する吸収性樹脂材102と、レーザー光103を透過させる透過性樹脂材101とを重ね合わせて加圧し、その接合面に透過性樹脂材101側からレーザー光103を照射して走査することで、両樹脂材を溶融させて、両樹脂材を溶着する樹脂材のレーザー溶着方法において、透過性樹脂材101は、走査軌跡103a内の領域の略中心Oに対向する箇所にゲート106が設けられた成形型104のキャビティ105に、流動性の樹脂材が注入されることで成形されており、走査軌跡103aに沿ってレーザー光103を照射する。
(もっと読む)
金属と樹脂の複合体及びその製造方法
【課題】β型チタン合金製の合金成形物と樹脂を強固に一体化した複合体とする技術を提供する。
【解決手段】市販のβ型チタン合金を弗素イオン含む硫酸水溶液でエッチングし、さらに特殊な化成処理を行う特異的な表面処理を行う。これによって表面がミクロンオーダーの粗度を有し、かつ数十ナノメートルオーダーの超微細凹凸も形成される。この処理を施したチタン合金板1とPBT系、PPS系、または芳香族ポリアミド樹脂系の樹脂組成4との射出接合によって、強固な一体化品を得る。また、β型チタン合金板と硬質の結晶性樹脂を含む樹脂組成物(例えばPBT、PPS、6ナイロン、66ナイロン等)との圧融着、β型チタン合金板と被着材(金属合金またはFRP等)との接着剤接合によっても強固に一体化した金属と樹脂の複合体。
(もっと読む)
光学フィルム積層体の製造方法
【課題】光学的な指向軸が所定角度を成すようにして3層以上の光学フィルム積層体を製造する場合において、使用する光学フィルムの面積歩留を向上させ、また、作業性を向上させる。
【解決手段】長尺状の第一の光学フィルム10をその長手方向と交差する切断線で切断してなる、第一光学フィルム片を互いに隣接させつつ略帯状に配置して光学的な指向軸が長手方向と交差する第一フィルム層を形成する形成工程1と、長尺状の第二の光学フィルム20をその長手方向と交差する切断線で切断してなる、第二光学フィルム片を互いに隣接させつつ略帯状に配置して光学的な指向軸が長手方向と交差する第二フィルム層を形成する形成工程2と、第三の光学フィルム30からなる第三フィルム層、前記第一フィルム層及び前記第二フィルム層を積層した状態で複数の光学フィルム積層体に切断する切断工程6とを備えた、光学フィルム積層体の製造方法による。
(もっと読む)
複合偏光板及びそれを用いた液晶表示装置
【課題】偏光子の一方の面に透明保護フィルムが積層され、他方の面には、コア層を挟んでスキン層を有する3層構造の位相差フィルムが積層された構造であって、偏光子と位相差フィルムとの間の接着力が高められた複合偏光板を提供する。
【解決手段】偏光子10の一方の面に第一の接着剤層41を介して透明保護フィルム20が積層され、偏光子10の他方の面には第二の接着剤層42を介して位相差フィルム30が積層されている複合偏光板であって、位相差フィルム30は、スチレン系樹脂からなるコア層31の両面に、ゴム粒子を含有する(メタ)アクリル系樹脂組成物からなるスキン層32,32が形成された3層構造であり、位相差フィルム30と第二の接着剤層42との間にはプライマー層45が介在している複合偏光板、及びそれを用いた液晶表示装置が提供される。
(もっと読む)
構造用部材
【課題】 FRP製補強部材を有する構造用部材について、接着部材の強度低下を防止し、強度ばらつきを押さえ、かつ作業工数を削減して低コスト化が可能な部材構造を提供することを課題とする。
【解決手段】 強化繊維を含んだ繊維強化樹脂製の補強部材が主構造材に取り付けられた構造用部材であって、前記補強部材は凸状の主補強部および接着部を少なくとも備え、前記接着部の一部に凸状の接着面加工部が形成されていることを特徴とする構造用部材。
(もっと読む)
繊維強化樹脂製中空体
【課題】高い接合強度で2つの部材が接合された、繊維強化樹脂製中空体を提供する。
【解決手段】平板状の繊維強化樹脂製の第1の部材20と、第1の部材20と接合して中空体を形成したとき、該第1の部材の平板から立ち上がる壁体を形成する側板部31、32を有する繊維強化樹脂製の第2の部材30とが、接合した繊維強化樹脂製中空体であって、第1の部材20は、平板本体21と、平板本体21の片面に凸条22、23を備え、第2の部材30と接合した際に、該凸条の外側面24、25が、第2の部材の壁体の内側面34、35と密着するように傾斜しており、第2の部材30は、壁体の内側面34、35が第1の部材20の平板から遠ざかるにつれて内側に傾斜しており、第1の部材の凸条の外側面24、25と、第2の部材の内側面34、35とが接着剤41を介して接合されている繊維強化樹脂製中空体10。
(もっと読む)
防錆フイルムの貼付治具
【課題】装置本体のコンパクト化を図り、ホイール意匠の変更にも容易に対応できるようにする。
【解決手段】本発明の防錆フイルムの貼付治具は、上面に防錆フイルムを収容するための円形の凹陥部11が設けられた位置決め台1と、当該位置決め台1の凹陥部11に着脱自在に装着し得る取付け治具本体2と、位置決め台1の下方部位に所定長の支柱7を介して配設された円板状の台座3と、台座3の下部に一体的に取り付けられた吸引機4と、必要に応じて吸引機4の下部に取り付けられたキャスター5とを備えている。
(もっと読む)
面光源用光学シート及びその製造方法
【課題】大面積の表示装置に好ましく用いられる、反りやたわみが無く、巻き癖(カール)も無い面光源用光学シートを効率的に製造する方法を提供する。
【解決手段】ロール巻き状の基材フィルム13をロールから巻きだして、プリズム部16の賦形型を表面に有するドラムに供給する供給工程と、プリズム部形成用樹脂が充填された賦形型に基材フィルムを圧着した後、そのプリズム部形成用樹脂を硬化する硬化工程と、基材フィルムをドラムから剥がして硬化後のプリズム部を基材フィルムに転写する転写工程と、プリズム部が形成されたプリズム部形成シートをロール巻きする巻取工程と、ロール巻き状のプリズム部形成シート20と枚葉状又はロール巻き状の基材シート12とを同時に供給して、基材シート上にプリズム部形成シートの基材フィルム側を貼り合わせる貼合工程と、貼り合わせた後のシートを所定形状に裁断する裁断工程と、を備える。
(もっと読む)
接着剤塗布装置とその使用方法
【課題】空調要素を接着剤供給装置に一体的に取り付ける。
【解決手段】材料を収容する内部空間を有するホッパと、材料を融解するように機能的に接続された少なくとも1つの加熱要素とを有する融解炉本体と、ホッパを気密閉鎖するように機能的に接続された蓋体と、第1弁機構を介して内部空間と連通し、かつ内部空間から排気するための真空ポンプ及び真空発生器の少なくとも1つを有する第1ループと、第2弁機構を介して内部空間と連通し、かつ空気供給源から水分を除去するための少なくとも1つのドライヤフィルタを有し、かつ乾燥空気を内部空間内へ放出する出口を有する第2ループとを有する空調システムと、第1及び第2弁機構を交互に作動させることにより、内部空間から水分を含んだ空気を排除し、代わりに乾燥空気を送入するように第1及び第2ループを作用させる、空調システムと連動する制御システムとを備えている。
(もっと読む)
熱可塑性樹脂材料と金属材料との接合方法
【課題】これまでレーザーを用いて溶着接合が困難であった金属材料とTPE材料のレーザー溶着を可能とし、更には熱可塑性樹脂材料と金属材料をより低出力、かつ広範囲のレーザー条件で溶着接合する。
【解決手段】熱可塑性樹脂材料と金属材料との接合において、接合する界面に熱可塑性樹脂材料と相溶性がある熱可塑性フィルムを介在させ、レーザー光を照射することにより金属材料を発熱させてフィルムを溶融させて溶着接合する熱可塑性樹脂材料と金属材料との接合方法。
(もっと読む)
シート貼着部材の製造装置
【課題】基材の底面または上面と、側面の全部または一部にシートを貼着したシート貼着部材を接着することのできる製造装置を得る。
【解決手段】第1ゾーン10〜第4ゾーン40と、各ゾーン間を移動できる搬送装置を有し、搬送装置はエアシリンダ装置50と真空吸着パッド51を備える。第2ゾーン20は接着剤噴出用のノズル22を、また第3ゾーン30は貼着用成形型31を備える。セットされた基材1は、第2ゾーン20にセットされかつ接着剤62が塗布されたシート2の上に搬送され、そこで、基材1とシート2とが仮接着される。それが、第3ゾーン30に取り付けてある貼着用成形型31内に圧入され、そこで、基材1の底面または上面と、側面の一部または全部にシート2が精緻に貼着したシート貼着部材Bとされる。シート貼着部材Bは搬送装置により第4ゾーン40に運ばれ、そこからベルトコンベア41により機外に搬出される。
(もっと読む)
筐体被覆方法および電子機器筐体
【課題】金属製の筐体本体が樹脂フィルムにより充分な接着強度で被膜される筐体被覆方法、および充分な接着強度で合金製の筐体本体が被膜された電子機器筐体を提供する。
【解決手段】金属製の筐体本体を樹脂フィルムで被覆する筐体被覆方法において、筐体本体を型に載せ該型を加熱することにより該筐体本体を加熱する筐体加熱工程と、樹脂フィルムを加熱により軟化させるフィルム加熱工程と、樹脂フィルムを筐体本体に被覆する被覆工程とを有する。さらに、上記筐体本体の、上記樹脂フィルムにより被覆される面、及び/又は、上記樹脂フィルムの上記筐体本体側の面に、加熱により軟化して接着作用を成す接着層を形成する接着層形成工程を有し、上記筐体加熱工程は、上記筐体本体を、上記接着層形成工程により形成された接着層が軟化する温度にまで加熱する工程であることが好ましい。
(もっと読む)
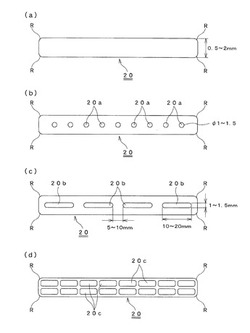
ベルトの継手加工方法
【課題】ベルトの両端を継ぎ合わせることができる継手加工方法を提供する。
【解決手段】ベルト20の一方の端部21に複数の突起23を設ける。他方の端部22には、突起23と同一外形を有する凹部24を設ける。凹部24の外周壁に接着剤を塗布する。各突起23が各凹部24に嵌め合わされるように両端部21、22を突き合わす。突き合わせ部分Bを下型の上に載置する。可動部材12によってベルトの側部を押圧し、可動部材12と側壁11Bによって突き合わせ部分Bを挟圧する。両端部21、22は接着剤を介して継ぎ合わされ、無端状ベルトが得られる。
(もっと読む)
吸音材
【課題】軽量且つ吸音性能、特に低周波数での吸音性能に優れる吸音材を開発することを目的とする。
【解決手段】フィルム、好ましくは目付が7〜180g/m2のフィルムとメルトブローン不織布、好ましくは目付が30〜500g/m2、好ましくは密度が0.010〜0.04g/cm3の範囲のメルトブローン不織布が接着剤により接合されてなる、吸音材の総重量(総目付)当たりの吸音率積分値が1.5を超えるという、軽量、且つ低周波数領域の吸音性に優れることを特徴とする吸音材を提供するものである。
(もっと読む)
複合部品間の接続を生成するための方法
【課題】 複合部品間の接続を生成するための方法を提供することである。
【解決手段】 本発明は、複合材料でできており、および、互いに直角に延びる構造上の部品、例えばフランジ、および、形状のウェブを共に接続する方法に関する。この方法は、− 他の構造上の部品に対して当接し、または、近接する構造上の部品の1つに接続領域を形成するように互いに対して所望の位置に構造上の部品を配置する工程と、− 接続領域内に熱可塑性材料を流出をさせる工程と、− 熱および圧力の影響を受けて構造上の部品を共に融合させる工程とを含んでいる。
(もっと読む)
ポリウレタンフォーム積層体およびその製造方法
【課題】フレームラミネート法によっても表面材などに凹凸やしわなどが発生せず積層することができるポリウレタンフォーム積層体の製造方法を提供する。
【解決手段】表面材11と裏面材18との間に介在するポリウレタンフォーム14の投入厚みを1.5〜3.0mmとし、表面材11側または裏面材18側で、後に接着する側のポリウレタンフォーム14の溶融厚さ14bを、先に接着する側のポリウレタンフォーム14の溶融厚さ14aより多くし、また溶融接着後の溶融接着層14a,14bを含むポリウレタンフォーム14の全厚さを0.8mm以下とする。これにより、先の溶融厚さ14aをこれまでと同様に確保しても後の溶融厚さ14bをそれ以上として、均一な溶融層を形成して接着できるようにし、しかもそのまま残るポリウレタンフォームの全厚さを小さくして復元力の影響を抑えることで、表面材に凹凸やしわなどが発生しないようにする。
(もっと読む)
1 - 20 / 54
[ Back to top ]