
Fターム[4F211TW22]の内容
プラスチック等のライニング、接合 (31,000) | 成形品の後処理・後加工 (334) | 機械的処理 (125) | バリ取り(脱型後の) (15)
Fターム[4F211TW22]に分類される特許
1 - 15 / 15
ガスタンクの製造システム及びガスタンクの製造方法
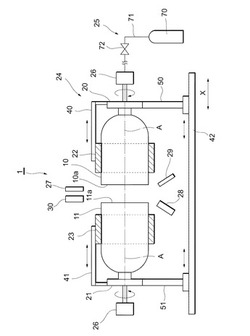
【課題】製造時に生じるガスタンクのライナの歪みを低減する。
【解決手段】タンク製造システム1は、2つの分割ライナ10、11をその接合部10a、11aが対向するように同軸上に支持する一対の支持部材20、21と、支持部材20、21に支持された各分割ライナ10、11を軸周りに囲み、支持部材20、21と軸が一致するように配置された一対のリング部材22、23と、各分割ライナ10、11に対して設けられた支持部材20、21とリング部材22、23を軸方向に一体的に移動させ、2つの分割ライナ10、11の接合部10a、11a同士を当接可能な移動機構24と、分割ライナ10、11の内側にエアを供給するエア供給機構25と、当接した2つの分割ライナ10、11の接合部10a、11aにレーザ光を照射し、2つの分割ライナ10、11を接合するレーザ照射部27と、を有している。
(もっと読む)
加飾部品の製造方法および加飾部品、これを用いた家電製品

【課題】家電製品に用いる外観部品に係り、基材としてリサイクル材を用いつつも外観装飾性に富んだものであって複雑な形状を有するものであっても、適切に加飾することを課題とするものである。
【解決手段】樹脂成形体を用いた基材と加飾材と接着材とを用いて加飾部品を製造する製造方法において、基材成形体の損失正接tanδと加飾材・基材・接着材の軟化点を考慮し、真空成形機内に加飾材と接着材とからなる樹脂フィルムと樹脂成形体とを配置する工程と前記加飾材を前記樹脂成形体に真空密着させる工程とを含むようにしたものである。
(もっと読む)
接合構造体
【課題】2つの成形体を振動溶着にて接合するにあたり、振動溶着後に接合部から外部にくみ出すバリ除去のための端末処理を必要としない接合構造体を提供する。
【解決手段】第1成形体と第2成形体の少なくとも一方に熱可塑性樹脂を含み、該第1成形体と第2成形体を振動溶着により溶着した接合構造体であって、接合構造体端部のバリが凸曲面状にされた接合構造体。
(もっと読む)
操作チェーンの接続用工具
【課題】出先で手軽に操作チェーンの長さを調整するとともに、溶着結合されたボール部の精度を高く保ち、安定した品質の操作チェーンを得る。
【解決手段】合成樹脂製の操作チェーンの両端を加工アーム12,13が保持して加工し、一対の加工アームを回動により開閉させる枢着部14が一対の加工アームの基端を枢着する。一対の加工アームを開閉操作するために把持する一対の把持アーム16,17を枢着部から一対の加工アームとは反対方向に延びて設ける。操作チェーン両端の一対の半割状のボール部を保持して互いに圧接するボール圧接部18を一対の加工アームに設ける。ボール圧接部に保持された一対の半割状のボール部を加熱手段により加熱して軟化させた状態でボール圧接部で互いに圧接して、一対の半割状のボール部が互いに溶着し結合して単一のボール部を形成する。
(もっと読む)
窓枠部材接合方法
【課題】溶着面にずれが発生する、縦及び/又は横窓枠部材の側面に擦傷が生成される等の問題を発生せしめることなく、合成樹脂製縦窓枠部材と合成樹脂製横窓枠部材とを接合する方法を提供する。
【解決手段】第一のクランプ手段から縦窓枠部材26を開放すると共に第二のクランプ手段4から横窓枠部材28を開放する開放工程において、第一のクランプ手段における一対のクランプ部材の一方8を他方6から離隔する片側クランプ開放と第二のクランプ手段における一対のクランプ部材の一方18を他方16から離隔する他側クランプ開放とを、同時ではなくて片側クランプ開放段階と他側クランプ開放段階とのいずれか一方を遂行した後に他方を遂行する。
(もっと読む)
バリ処理方法
【課題】 合成樹脂部材同士を溶着又は接着によって接合するに当たって、確実に適切なバリ処理を行なうことができるバリ処理方法を提供する。
【解決手段】 第1の合成樹脂部材1は、合成樹脂部材1,2同士が接合される本接合面13と、本接合面13に沿って設けられ第1の合成樹脂部材1の表面Fから突出した第1の削代部11とを備えている。前記本接合面13と第1の削代部11の一側面14とで第1の合成樹脂部材1の接合面12が構成されている。また、第2の合成樹脂部材2は、上記第1の合成樹脂部材1と同様の構成を備えている。このような第1の合成樹脂部材1と第2の合成樹脂部材2とが溶着又は接着された際に発生するバリBを、第1の削代部11及び第2の削代部21と共に除去するようにした。
(もっと読む)
便座
【課題】 従来技術より底板及び着座面板の外周縁及び接着部の設計の自由度が高く、高い加工精度が必要でなく、振動溶着時の加圧によって割れ等の不具合が生じず、溶着ビート又は溶着ヒゲが外周縁に突出することを防止する便座を提供すること。
【解決手段】 便座1は、底板2と、底板2に被せて振動溶着法により一体化する着座面板3と、底板2と着座面板3が合わさる外周縁4と、外周縁4と間隔をおいた位置で底板2及び着座面板3が溶着して接合する溶着部5と、外周縁4と溶着部5の間に形成される空間6と、を備え、底板2に形成され、空間6に位置し、底板2及び着座面板3の溶着の際に発生する溶着ビート等9が外周縁4の外へ突出するのを防止する障害壁7を設けた構成である。
(もっと読む)
枠部材接合方法
【課題】主層とその表面に積層された表面層とから構成された2個の合成樹脂製枠部材の接合すべき端を加熱溶融し、相互に押し付けて接合する接合方法において、表面層間から流出した溶着バリを切除した部位における主層の露顕を回避乃至充分に抑制して、化粧処理を施さずとも溶着バリを切除した部位の外観を充分に良好なものにする。
【解決手段】表面層間から流出した溶着バリの幅を表面層の表面にて充分に小さい幅に規制し、そして溶融端全体ではなくて流出した溶着バリのみを冷却して、溶融端全体が未だ充分に冷却されていない間に溶着バリを切除する。
(もっと読む)
樹脂板の接合方法
【課題】単純な接合工程で、接合面に生じる段差を抑えて熱可塑性樹脂製の樹脂板を接合する。
【解決手段】接合する二枚の樹脂板を重ね、接合させる端部同士を揃えて形成させた端面に、その端面を覆う大きさで同じ熱可塑性樹脂製である接合板の、一方の面を当て、前記接合板と前記端面とを加熱溶解させて接着させて、上記接合板に二枚の前記樹脂板の端部をそれぞれ接合させた後、前記接合板の他方の面が接着可能に軟化している間に、上記接合板を、二枚の前記樹脂板の端部同士が接する箇所である接合線で折り曲げて、上記接合板の他方の面同士を接着させる。
(もっと読む)
溶着バリの成形処理方法及びその装置
【課題】溶着バリを容易に短時間で除去できる溶着バリの成形処理方法及びその装置の提供を目的とする。
【解決手段】ボウル保持治具100の外壁面保持部101に保持させたボウル本体1の溶着部11と、蓋保持治具110の蓋外壁面保持部111に保持させた蓋2の溶着部21とを、加熱部材によって溶融状態に加熱した後、溶着するとともに、その溶着に際して、上記溶着部11、21の外周側にはみ出した溶着バリ3を、ボウル保持治具100に設けた第1の押圧部102と、蓋保持治具110に設けた第2の押圧部112とで厚さ方向に押圧し溶着バリ3の基端側に手で折ることができる薄肉部31を形成する。
(もっと読む)
溶着バリの成形処理方法
【課題】成形時間が短く、設備コストも安価な溶着バリの成形処理方法を提供する。
【解決手段】合成樹脂成形の複数部品1,2を溶着した後に、成形品3の溶着バリ3aを成形処理するための溶着バリの成形処理方法であって、複数部品1,2を溶着した直後の溶着バリ3aが流動性を有する状態で、押圧治具11により、溶着バリ3aを溶着界面部分に押し付けて、成形品3の外面に略フラットに押し潰すようにする。複数部品1,2を溶着した直後の溶着バリ3aが流動性を有する状態を利用して、溶着バリ3aを押し潰すことができる。
(もっと読む)
グラフィック基材用の移動ハードコートフィルム
グラフィック基材の保護方法が開示される。1つの方法は、基材上にハードコート組成物をコーティングし、ハードコート層を形成し、ハードコート層を硬化し、硬化ハードコート層を形成し、硬化ハードコート層上に熱可塑性層を配置し、透明ハードコート複合フィルムを形成し、更にグラフィック基材上に透明ハードコート複合フィルムを熱及び圧力で積層することを包含する。熱可塑性層は軟化してグラフィック基材に付着し、保護グラフィック基材を形成する。同様に、汚れ及び引っかき傷抵抗性硬化ハードコート複合フィルムも開示される。  (もっと読む)
(もっと読む)
光学素子の製造方法
【課題】外界の温度変化に応じて生じる形状変化を低減し、接着耐久性を向上させ、光学素子の品質の向上を図ること。
【解決手段】線膨張係数が等しい素材で形成されている第1光学基材と第2光学基材L2とを接着してホログラム光学素子を製造する光学素子の製造方法において、接着されるべき第1光学基材及び第2光学基材を互いに略等しい熱的条件下において形成するために、第1光学基の熱エネルギー量と等しくなるように第2光学基材を加熱して、第1光学基材及び第2光学基材に与えられた熱エネルギー量が等しくなるように加熱する第2光学基材加熱工程を含む光学素子の製造方法。
(もっと読む)
レゾネータ
【課題】
解決しようとする課題は、溶着バリにより導伝管の導伝管有効内径が狭まり、レゾネータの固有音響周波数f0が小さくなってしまうので、該溶着バリを後加工にて処理する必要があるという点である。
【解決手段】
熱可塑性樹脂のブロー成形による共鳴箱と一体の導伝管の端部に該導伝管の径を太くする向きに広がる段部を設け、熱可塑性樹脂製の吸気管の溶着座に設けられた導伝穴の外周部と該段部の縁部とを溶着してなるレゾネータを提供することにより前記課題を解決した。
(もっと読む)
導管の融着方法
導管のための融着方法が開示される。この方法は、第1導管部分(10)の第1端縁(18)を第2導管部分(12)の第1端縁(20)に対して取り外し可能に位置決めする工程と、第1導管部分(10)の端縁(18)と第2導管部分(12)の端縁(20)を互いに面削り(facing)する工程と、第1導管部分(10)の端縁(18)と第2導管部分(12)の端縁(20)を位置合わせする工程と、第1導管部分(10)の端縁(18)と第2導管部分(12)の端縁(20)のうち少なくとも一部を溶融する工程と、第1導管部分(10)の溶融端縁を第2導管部分(12)の溶融端縁に接当させる工程と、これら互いに接当された端縁間の圧力を維持することによって融着接合領域(22)を形成する工程と、その結果、融着接合領域(22)の周囲に延成される外側ビードの少なくとも一部を除去する工程とを含む。この方法を使用するための融着装置(14)も開示される。  (もっと読む)
(もっと読む)
1 - 15 / 15
[ Back to top ]