
Fターム[4F212UN11]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 発泡成形操作 (110) | 加圧発泡法(加圧下加熱後に除圧して発泡) (14)
Fターム[4F212UN11]に分類される特許
1 - 14 / 14
発泡成形体の製造方法
【課題】強度不足が生じ易い部分の強度低下を抑制する、あるいは部分的な強度アップを図ることができる発泡成形体およびその製造方法を提供すること。
【解決手段】キャビティCに発泡粒子を充填する充填工程と、前記可動型11dを圧縮方向に移動させて成形型内10の発泡粒子を部分的に圧縮する圧縮工程と、前記成形型内10の発泡粒子を加熱することにより所定形状に発泡成形体を成形する成形工程とを含み、前記充填工程において、製造しようとする発泡成形体における圧縮部分に存在する単位体積当たりの発泡粒子の個数が非圧縮部分に存在する単位体積当たりの発泡粒子の個数よりも多くなるように、圧縮部分に対応する前記キャビティCの空隙幅を規定幅よりも広げた状態で発泡粒子を充填し、前記圧縮工程において、圧縮部分に対応する前記キャビティの空隙幅が規定幅となるまで前記可動型11dを圧縮方向に移動させることを特徴とする発泡成形体の製造方法。
(もっと読む)
車両用内装部材の製造方法

【課題】スタンパブルシート内に加熱膨張性粒子を含むことでシート膨張時の厚さを厚くできるようにして、且つスタンパブルシートと表皮材とからなる貼合部材の剛性確保、及びスタンパブルシートと表皮材との接着性の両方を十分に満足できる貼合部材を得る。
【解決手段】熱可塑性樹脂、強化繊維及び加熱膨張性粒子を分散含有するスタンパブルシート1を用意する。スタンパブルシート1に表皮材2を重ねてから平板型のホットプレス機21で加熱圧縮してスタンパブルシート1表面に表皮材2を押付けて、スタンパブルシート1に表皮材2が貼り付けられた貼付部材3を製造する。その後ホットプレス機21を開き、加熱された貼付部材3のスタンパブルシート1中の加熱膨張性粒子を膨張させて所定の厚さの膨張貼付部材4を形成する。その後膨張貼付部材4をコールドプレス機に入れて加圧成形し車両用内装部材を成形する。
(もっと読む)
ポリ乳酸樹脂組成物気孔体およびその製造方法
【課題】本発明は、量産時に気孔径が微細であるとともに当該気孔径のばらつきが少ないポリ乳酸樹脂気孔体を安価に安定して提供することを目的とする。
【解決手段】ポリ乳酸樹脂(A)に、JIS K2398 による水との接触角が87度以上のポリマー(B)を含有し、内部に平均気孔径50μm以下の気孔を有することを特徴とするポリ乳酸樹脂組成物気孔体。
(もっと読む)
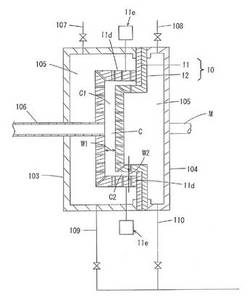
高圧処理方法および高圧処理装置
【課題】超臨界または亜臨界状態の二酸化炭素で高圧処理を行った後に、短時間で減圧ができ、しかも高い回収率で二酸化炭素を回収することのできる高圧処理方法を提供する。
【解決手段】高圧処理チャンバー内で被処理体と高圧二酸化炭素とを接触させることで被処理体の高圧処理を行った後、上記チャンバー内を大気圧まで減圧する高圧処理方法において、上記チャンバーの下流に二酸化炭素の回収容器を配設すると共に、上記チャンバー内の高圧二酸化炭素を上記回収容器の内圧を上昇させながらガス状を含む二酸化炭素として受け入れ、このガス状二酸化炭素を液化して回収する工程を含むことを特徴とする高圧処理方法である。
(もっと読む)
多孔質熱可塑性材料作成のための発泡方法
本発明は、熱可塑性材料の密度を減少させるための方法、および中実または非多孔質材料と同様のまたは向上した機械的特性を有する熱可塑性材料から作られた物品に関する。発泡方法への改善策およびそれらから作られた発泡体の多孔質構造体、および中実または非多孔質熱可塑性材料の衝撃強度を変化させるための方法ならびに該材料の有用な物品への成形のための方法も開示される。一実施形態では、熱可塑性材料の光透過率を実質的に低下させることなく、熱可塑性材料の密度を低下させるための方法が提供される。この方法は、初期密度を有する熱可塑性材料を得ること、および0.1nm乃至100nmの平均の細孔サイズを有する細孔を材料中に形成させて、初期密度より密度が小さく、少なくとも20%の光透過率を有する熱可塑性材料を作り出すことを含む。  (もっと読む)
(もっと読む)
多層発泡高分子体及び関連方法
本明細書に開示される本発明は、内部が成層したセル構造を有する発泡熱可塑性材料体及び製造品、及びその製造方法に関する。ある実施形態において、本発明は、非積層化多層熱可塑性材料シートを備える多層発泡高分子製造品を目的とし、前記多層熱可塑性材料シートは第1及び第2の分離した外層を有し、該第1及び第2の分離した外層は複数の分離した内側発泡層を間に挟んでおり、前記2つの外層及び複数の分離した内側発泡層は互いに一体となっている。熱可塑性材料は、例えばPET(ポリエチレンテレフタラート)、PEEK(ポリエーテルエーテルケトン)、PEN(ポリエチレンナフタレート)、PBT(ポリブチレンテレフタレート)、PMMA(ポリメタクリル酸メチル)、PLA(ポリ乳酸)、ポリヒドロキシ酸(PHA)、熱可塑性ウレタン(TPU)、及びそれらの混合物等の半結晶性高分子とすることができる。二つの外層は平坦な外表面を有する非発泡のスキン層であることができ、また分離した内側発泡層はマイクロセルであることができる。 (もっと読む)
合成樹脂発泡体の製造方法及び合成樹脂発泡体
【課題】 発泡体表面を加熱、溶融させ、非発泡層を形成させる従来の試みは成形方法が複雑になるのに加え、加熱工程、冷却工程に必要以上に時間を消費することや等、得られる表面硬化層の平滑性、厚み、均一性に問題があり、工業的な要望を満たすに至っていない。
【解決手段】 蒸気吹込孔と、加熱及び冷却媒体を流動させ得る空間部とを併有した金型を用い、蒸気を吹込んで発泡性合成樹脂を加熱発泡成形する前加熱工程を行い、発泡圧力を+0.04MPa以上に保ちながら、該空間部に発泡性合成樹脂の溶融温度以上に加熱した加熱媒体を流す後加熱工程を行い、その後、該空間部に冷却媒体を流して金型を冷却させる、更に必要により金型に冷却水を噴霧する冷却を付加して、発泡性合成樹脂の表面溶融を停止させ、発泡の進行を停止させる冷却工程を行って、表面に硬化層を有する合成樹脂発泡体の製造方法。
(もっと読む)
発泡成形品の製造方法および製造装置
【課題】発泡成形品の発泡セル内の余剰ガスを速やかに除去でき、後工程が効率よく行える発泡成形品の製造方法を提供する。
【解決手段】発泡成形品の製造方法は、発泡成形されたワークWを圧力容器11内に収容し、圧力容器内を減圧タンク12と減圧装置13とを備える減圧手段で減圧し、ワークWの発泡セル3,3…内の余剰ガスを除去し、発泡セル内のガス圧が大気圧近傍の圧力となるまで養生する。圧力容器内の減圧は、該圧力容器内に設置されたヒータ16によりワークWを加熱した状態で行うことが好ましい。圧力容器11と減圧タンク12とを接続する配管14の開閉弁15を開いて、圧力容器内を一気に減圧することが好ましい。
(もっと読む)
発泡性ポリ乳酸系樹脂の製造方法
【課題】 本発明は、平均気泡径が小さくて加熱寸法安定性に優れたポリ乳酸系樹脂発泡成形品を得ることができる発泡性ポリ乳酸系樹脂の製造方法を提案する。
【解決手段】 本発明の発泡性ポリ乳酸系樹脂の製造方法は、動的粘弾性測定にて得られた、貯蔵弾性率曲線と損失弾性率曲線との交点Aにおける温度Tが120〜150℃であり且つ上記交点Aにおける貯蔵弾性率が1.0×103 〜1.0×105 Paであるポリ乳酸系樹脂に無機ガスを1.4〜3.5MPaの圧力で気相含浸させることを特徴とする。
(もっと読む)
多層発泡成形体およびその製造方法
【課題】微細発泡セルが均一に分散された発泡体層を外層とし、未発泡体層を内層とする多層発泡成形体を製造できるようにする。
【解決手段】両分割金型1a、1bのキャビティ内に未発泡成形体P1 を配置して型締めする。ついでヒータ2aおよびヒータ2bによって加熱すると同時に、供給用バルブ11aを開き、超臨界流体発生装置10で発生させた超臨界流体を供給口7を介してしてキャビティ内へ注入する。キャビティ内の圧力を臨界圧力以上に維持することにより、超臨界流体(発泡用ガス)を未発泡成形体P1 の発泡体層を形成する所定領域に含浸させる。そののち、キャビティ内の圧力を解放して急激に減圧することで、含浸された超臨界流体による気泡核を成長させ、微細発泡セルが分散された発泡体層を形成して前記キャビティにならう形状に膨脹させる。
(もっと読む)
ポリオレフィン系樹脂架橋発泡体の製造方法
【課題】 加圧発泡法によるポリオレフィン系樹脂架橋発泡体を製造する方法であって、経済性に優れる製造方法を提供すること。
【解決手段】 加圧発泡法によるポリオレフィン系樹脂架橋発泡体の製造において、金型内に金属装入物を装入した金型を用いて、ポリオレフィン系樹脂と架橋剤と発泡剤とを含有するポリオレフィン系樹脂組成物を加圧下加熱することを特徴とするポリオレフィン系樹脂架橋発泡体の製造方法。
(もっと読む)
樹脂発泡体の製造方法及び樹脂発泡体
【課題】 耐熱性や断熱性に優れた変形の少ない発泡体を比較的簡素に得ることができる樹脂発泡体の製造方法及び樹脂発泡体を提供する。
【解決手段】 樹脂に不活性ガスを加圧下で含浸してこれら樹脂と不活性ガスとの混合体を製造する工程と、この混合体に作用する圧力を急激に開放する工程と、混合体を加熱して樹脂発泡体を製造する工程とを備え、不活性ガスの加圧下での含浸工程から混合体を加熱するまでの工程を複数回繰り返す。
(もっと読む)
樹脂発泡体及びその製造方法
【課題】 印刷特性、強度、ガスバリア性、耐傷付性などの特性に優れ、しかも容器に有効に適用される樹脂発泡体及びその製造法を提供する。
【解決手段】 均質の樹脂体からなり、基体層5と表皮層1との間に発泡セル10が等方に分布している発泡層3が形成されていることを特徴とする。
(もっと読む)
ゴム発泡成形体の製造方法及びこの方法により製造されるゴム発泡成形体
【課題】 内部全体に亘って均一かつ微細に発泡した発泡成形体を短時間で製造することができるゴムの発泡成形体の製造方法を提供すること。
【解決手段】 1mm角以下の大きさに成形された未加硫のゴム組成物片4を成形用金型2のキャビティ21に充填し、ゴム組成物片4の加硫温度領域まで加熱し、超臨界流体をキャビティ21内に導入し、5分以上90%加硫点の加硫時間内、未加硫のゴム組成物片を超臨界状態にある流体に晒して含浸させ、その後、超臨界状態にある流体を気化させてゴム組成物片の内部を発泡させ、しかる後に架橋させる。
(もっと読む)
1 - 14 / 14
[ Back to top ]