
Fターム[4F212VA03]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | タイヤ成形の区分 (2,899) | タイヤ及びその部品の成形 (1,312) | タイヤのモールド成形 (58)
Fターム[4F212VA03]に分類される特許
1 - 20 / 58
空気入りタイヤ及びタイヤ成形用金型
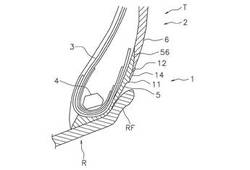
【課題】リムストリップとサイドウォールゴムとの界面及びその付近でのクラック等の製品不良を低減できる空気入りタイヤ及びタイヤ成形用金型を提供する。
【解決手段】リム装着時にリムフランジRFの外周との間隔が一定となるようにタイヤ周方向CDに延びる第1周方向凸条11がビード部1のタイヤ幅方向外側に設けられた空気入りタイヤTにおいて、第1周方向凸条11よりもタイヤ径方向外側又は内側に間隔をおいて、第1周方向凸条11よりも突出高さの低い第2周方向凸条12がタイヤ周方向CDに延設され、かつ第1周方向凸条11と第2周方向凸条12とに連なる第1径方向凸条14がタイヤ径方向に延設されており、リムストリップ5とサイドウォールゴム6との界面56は、第1周方向凸条11と第2周方向凸条12との間でタイヤ外表面に達している。
(もっと読む)
タイヤ製造方法

【課題】円周方向に沿って配列されるラグ同士の間隔及び円周方向に対する傾斜角度を一定とし、ラグ部材をタイヤケースに対して容易に、かつ、精度良く配置することが可能なタイヤの製造方法を提供する。
【解決手段】加硫済みラグ部材と、円周方向に沿って複数の位置決め凹部を有する加硫済みタイヤケースとをそれぞれ個別に形成し、得られた加硫済みのラグ部材を複数の位置決め凹部に沿って加硫済みタイヤケースの外周面上に配列し、接着層を介して加硫する形態とした。
(もっと読む)
空気入りタイヤの製造方法、及び空気入りタイヤ
【課題】軽量としながらも、耐カット性及び操縦安定性を向上させる。
【解決手段】中子工法において、第1の短冊プライ片をタイヤ周方向に順次貼り付けて第1のカーカスプライ部を形成する第1ステップと、第2の短冊プライ片をタイヤ周方向に順次貼り付けて第2のカーカスプライ部を形成する第2ステップとからなるカーカス形成工程を含む。少なくともタイヤ上半分領域においては、周方向で隣り合う第1の短冊プライ片間、及び前記第2の短冊プライ片間に、第1、第2の間隙部が形成される。第2の短冊プライ片は、第1の間隙部を跨りその周方向側縁部が前記第1の短冊プライ片の周方向側縁部と重なり部を形成する。
(もっと読む)
空気入りタイヤの加硫方法および加硫装置
【課題】加硫工程でのインナーライナの擦れ故障を防止し、加硫モールド閉型時のグリーンタイヤのゴム噛みを防止する空気入りタイヤの加硫方法及び加硫装置を提供する。
【解決手段】グリーンタイヤ15の内部に最終シェーピング圧力を負荷した際に、レーザ変位計13によりグリーンタイヤ15の最大外径DTを逐次計測し、計測した最大外径DTと、予め把握している加硫モールドにおけるグリーンタイヤ15の最大外径に相当する位置の内径DMとを制御部10により比較して径寸法差dを算出し、算出した最大外径DTが予め把握している加硫モールドの内径DMよりも小さく、かつ、径寸法差dが予め設定されている許容範囲内になるように、制御部10により制御弁14を制御して最終シェーピング圧力を逐次調整する。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】タイヤ性能を低下させることなく、ウェアインジケータの識別性を向上することを可能にした空気入りタイヤ及びその製造方法を提供する。
【解決手段】トレッド部1の表面にタイヤ周方向に連続的に延在する周方向溝10を形成し、この周方向溝10に溝底から隆起するウェアインジケータ20を設けた空気入りタイヤにおいて、ウェアインジケータ20の表面にトレッド部1の表面とは異なる色のゴムから形成された識別部30をタイヤ径方向外側に突出するように設ける。
(もっと読む)
プレキュアトレッドの製造方法、プレキュアトレッドの加硫成型モールド、タイヤ
【課題】プレキュアトレッドの貼付面を形成するためのモールド接触表層ゴムの削り取り作業を不要とできるプレキュアトレッドの製造方法等を提供する。
【解決手段】本発明に係るプレキュアトレッドの製造方法は、台タイヤのトレッド貼付面に加硫接着される貼付面となる貼付予定面を有した未加硫のトレッドゴムを加硫成型してプレキュアトレッドを製造するプレキュアトレッドの製造方法において、2つの未加硫のトレッドゴム8;8の貼付予定面7;7同士を互いに接触させた状態で加硫成型し、加硫成型された一方のプレキュアトレッドゴム13aの貼付予定面8aと他方のプレキュアトレッドゴム13bの貼付予定面8bとの境界に沿って切断して分割することによって、当該切断面が貼付面6;6として形成されたプレキュアトレッド5;5を製造した。
(もっと読む)
生タイヤの加硫方法
【課題】ブラダークリースやブラダーパンクなどの欠陥の発生を抑制することができ、しかも生産性の低下を抑制することができる生タイヤの加硫方法を提供する。
【解決手段】ブラダーと、ブラダー内に加熱加圧媒体を給排気する給排気手段と、ブラダーの上端を支持した状態で昇降する上部リングとを備えたタイヤ加硫機を用い、生タイヤをシェーピングした後に加硫を行う生タイヤの加硫方法であって、上部リングを上昇させると共に、ブラダー内をバキューム状態にするタイヤセット準備工程と、ブラダーの外側に生タイヤをセットするタイヤセット工程と、ブラダーを生タイヤの内周面の全面にわたって適正な圧力で接触させるために、ブラダー内に加熱加圧媒体を供給すると共に、上部リングを下降させるシェーピング準備工程と、シェーピング準備工程の後、生タイヤのシェーピングを行うシェーピング工程を備える生タイヤの加硫方法である。
(もっと読む)
剛性中子、及びそれを用いたタイヤの製造方法
【課題】加硫時の熱膨張による中子本体の変形を抑えてタイヤのユニフォミティーを向上させる。
【解決手段】中子本体をなす複数の中子セグメントは、アルミニウム又はアルミニウム合金からなる熱膨張が大きい半径方向外側の外セグメント部と、ステンレス合金からなりかつ前記外セグメント部に取り付く熱膨張が小さい半径方向内側の内セグメント部とから形成される。加熱前の常温状態の中子本体において、周方向で隣り合う中子セグメント同士は、内セグメント部の周方向端面間では隙間がなく、かつ外セグメント部の周方向端面間では、熱膨張用の隙間Gを有する。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】 エアシール性を十分に確保しながらリム組み作業性を改善することを可能にした空気入りタイヤ及びその製造方法を提供する。
【解決手段】タイヤ周方向に延在して環状をなすトレッド部1と、該トレッド部1の両側に配置された一対のサイドウォール部2と、これらサイドウォール部2のタイヤ径方向内側に配置された一対のビード部3を備えた空気入りタイヤTにおいて、少なくとも一方のビード部3のヒールに面取り部4を形成し、該面取り部4の深さをタイヤ周方向に沿って徐々に変化させる。
(もっと読む)
空気入りタイヤ
【課題】タイヤ表面に形成されるベントスピューの意図しないちぎれや折れを抑制して、トレッド面やデザイン面の不測の破損を有効に防止できる空気入りタイヤを提供する。
【解決手段】本発明の空気入りタイヤは、タイヤ表面1から突出するベントスピュー2を有し、ベントスピュー2を、タイヤ表面1と連続的な曲面を介してつないでなることを特徴とする。
(もっと読む)
空気入りタイヤの製造方法
【課題】未加硫タイヤの加硫時間を短縮し加硫故障を抑制可能にすると共に、耐久性を改良したタイヤが得られるようにした空気入りタイヤの製造方法を提供する。
【解決手段】未加硫タイヤ20を成形し、その未加硫タイヤ20の内周面21に熱伝導率が0.349W/mK以上の粉体を含む熱伝導性材料30を霧状に吹き付けた後に、この未加硫タイヤ20を金型に挿入し加硫することを特徴とする。
(もっと読む)
タイヤモールド、空気入りタイヤの製造方法、及び、空気入りタイヤ
【課題】ベントホールの閉塞時期を遅らせてライトネスの発生を抑制することができるタイヤモールドと、そのタイヤモールドを用いた空気入りタイヤの製造方法と、そのタイヤモールドを用いて加硫成型された空気入りタイヤとを提供する。
【解決手段】未加硫タイヤの外表面に押し当てられるタイヤ成型面にベントホール7を設けてあるタイヤモールドにおいて、ベントホール7の開口部を包囲する外縁領域Xの表面を、その外縁領域Xの周辺領域Yの表面よりも平滑な平滑面8により形成した。これにより、未加硫ゴムによるベントホール7の閉塞時期を遅らせて、ライトネスの発生を抑制することができる。
(もっと読む)
台タイヤ製造方法
【課題】品質の安定性に影響を及ぼすバフ掛け工程を省略することにより、製品タイヤの品質を安定させる。
【解決手段】トレッドゴムを貼着するトレッド領域を有する加硫済み台タイヤの製造方法であって、未加硫の台タイヤのトレッド領域に被覆材を付着させた状態で加硫金型により外側から包囲し、台タイヤにおけるサイド領域を第1加熱手段により加熱し、トレッド領域を第2加熱手段により加熱し、第2加熱手段によってトレッド領域に与えられる熱量が、第1加熱手段によってサイド領域に与えられる熱量よりも小さい熱量で加硫成型する。
(もっと読む)
タイヤおよび該タイヤの加硫装置
【課題】スピュー49の基端周囲におけるゴムの欠落を抑制することで外観不良を効果的に抑制する。
【解決手段】スピュー49の周囲でタイヤTの外表面に凹部50を形成するとともに、該凹部50の底面50aからスピュー49を突出させる一方、該スピュー49の先端をタイヤTの外表面より半径方向内側に位置させることで該スピュー49の基端側を凹部50内に位置させたので、タイヤTがストッパー等に衝突してスピュー49に大きな外力が作用しても、この外力はスピュー49の基端から凹部50の深さe分以上離れた位置に作用することになる。この結果、スピュー49は基端と外力の作用点との間で屈曲変形して前記外力が吸収分散される。これにより、ゴムが加硫直後の脆弱なものであっても、スピュー49がその基端周囲におけるゴムと共にもげて欠落するような事態が抑制される。
(もっと読む)
空気入りタイヤの製造方法
【課題】製造コストの増大を抑制しつつ、タイヤの耐久性を向上しうる。
【解決手段】トレッド部2からサイドウォール部3をへて両側のビード部4に至るとともに、カーカスコード11の配列体12をトッピングゴム13で被覆したカーカスプライ6Aからなるカーカス6を具えた空気入りタイヤの製造方法である。この製造方法では、環状をなす中子16を用いて未加硫の生タイヤ1Lを形成する生タイヤ成形工程と、該生タイヤ1Lを中子16とともに加硫する加硫工程とを含む。生タイヤ成形工程は、ポリエチレンテレフタレート又はポリエチレンナフタレートからなるカーカスコード11を未加硫の生トッピングゴム13Lで被覆して生カーカスプライ6Lを形成する工程を含む。カーカスコード11は、加硫工程前における180°Cでの乾熱収縮率が1〜3%であるとともに、生トッピングゴム13Lのムーニー粘度が35〜70(ML1+4、130℃)である。
(もっと読む)
スパイクタイヤ用加硫金型およびスパイクタイヤ
【課題】型抜きに起因してスパイクピン打込み孔を形成する突起部によってスパイクピン打込み孔の周囲にクラックが形成されるのを防止する。
【解決手段】スパイクタイヤ用加硫金型1は、複数個のセクターモールド2によって円環モールド3を形成してなる。セクターモールド2に配設された突起部10は、先端側部分10bに基端側部分10aに比べて径の大きい膨出部11を有する。突起部10のうち、ラジアル線m上の位置から離れた位置にある突起部10の先端側部分10bの膨出部11は、円環モールド3の周方向断面で見て、ラジアル線mを含む平面に近い側の外面部分である第1外面部分11aと、平面から遠い側の外面部分である第2外面部分11bとで構成され、第1外面部分11aから突起部10の軸線sまでの距離である第1膨出距離X1、X2、・・・、Xnが、第2外面部分11bから突起部10の軸線sまでの距離である第2膨出距離Y1、Y2、・・・、Ynよりも小さい。
(もっと読む)
タイヤ成型用折返しブラダーの製造方法および装置
【課題】エッジ部のシャープ性を維持しながら、ブラダーの各部における形状、ゲージを容易に規定の範囲内とする。
【解決手段】内型11の周囲に成形された円筒状部材12の軸方向一側部を、内型11の外側に外嵌されたインサート20と内型11とにより挟持した後、円筒状部材12の軸方向他側部を折返してインサート20の外側に重ね合わせ、次に、内型11、インサート20、外型61の内部に密閉収納された円筒状部材12を加硫してタイヤ成型用折返しブラダーを製造するようにしたので、加硫時における円筒状部材12の形状、ゲージは、内型11、インサート20、外型61により強力に規定される。これにより、ブラダーの各部における形状、ゲージは容易に規定の範囲内となり、エッジ部におけるシャープ性も充分となる。
(もっと読む)
空気入りタイヤ及び空気入りタイヤの製造方法
【課題】サイドウォール部における振動吸収性を充分に高め、乗り心地性や操縦安定性を向上させる。
【解決手段】サイドウォール部3は、タイヤ1Aを正規リムJにリム組みしかつ50kPaの内圧を充填した無負荷の仮組み状態において、カーカス6が前記サイドウォール部3の外面So及び内面Siとともタイヤ軸方向の内外に蛇腹状に屈曲を繰り返す蛇腹状部15を具える。
(もっと読む)
タイヤの製造方法及びタイヤ
【課題】樹脂材料を用いて形成されたタイヤ骨格部材の外周面に対して補強コード部材を凹凸が発生しないように配設できるようにする。
【解決手段】タイヤ骨格部材半体17Aの製造には、タイヤ外面側を成形する外金型42と、タイヤ内面側を成形する内金型44とを有する金型40を用いる。補強コード部材配設工程では、金型40を開き、外金型42におけるタイヤ骨格部材半体17Aの外周部を成形する部位に円筒形状の被覆コード部材26を配設する。この際、被覆コード部材26を外金型42に形成された凹部42Aに配設する。
(もっと読む)
ラグ部材挿入装置及び加硫済みラグ部材のセット方法
【課題】複数のラグ部材を一度に加硫モールドに挿入配置することが可能となるラグ部材挿入装置、及びこのラグ部材装置を用いた加硫済みラグ部材のセット方法を提供する。
【解決手段】本発明のラグ部材挿入装置は、タイヤの、上下の加硫モールド6間に配置され、両加硫モールドの閉作動に伴って、ラグタイヤの加硫済みラグ部材5を加硫モールド6のラグ形成溝6c内に挿入配置するに当たり、上下の伸長方向に付勢され、加硫モールド6の開閉作動に伴って伸縮変形されるセンターポスト2と、センターポスト2の上下の端部に一端をヒンジ連結され、他端部に契合爪を有する、上下に対をなす揺動アーム3と、センターポスト2の中間部から突設されて加硫モールド6の半径方向外方に向けて水平姿勢で付勢され、対となる揺動アーム3との協働下で、先端に加硫済みラグ部材5を付勢力に抗して掛合保持する押し込みロッド4とを具えてなる。
(もっと読む)
1 - 20 / 58
[ Back to top ]