
Fターム[4F212VA11]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | タイヤ成形の区分 (2,899) | タイヤ構成部材の製造 (552)
Fターム[4F212VA11]に分類される特許
541 - 552 / 552
ゴムシートの製造方法
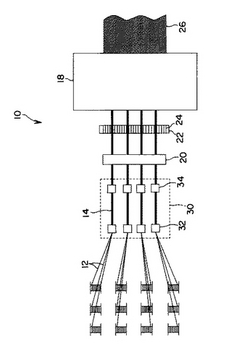
【課題】 櫛歯ロールからのスチールワイヤの飛び出しを抑制して、作業性よくゴムシートを製造する。
【解決手段】 複数本のスチールワイヤ12を束ねてガイド板20に引き揃え、次いで櫛歯ロール22に導いた後にカレンダー処理を施してゴムシート26を製造する方法であって、前記複数のスチールワイヤ12を前記櫛歯ロール22に導く前に、該複数本のスチールワイヤ12の端部側の少なくとも一部に対して撚り合わせを行う。
(もっと読む)
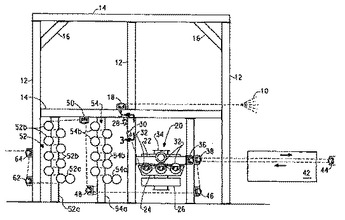
撚回状ビードワイヤの製造方法及び製造装置
周方向に回転する環状芯金(2)に、該環状芯金(2)の円環径に対して小径に巻回された鋼線(3)を、該環状芯金(2)の略径方向に沿って、相対的に、該環状芯金(2)を横断する面に対しての一側方では接近方向移動させ、次に環状芯金(2)をくぐらせた後、他側方では離間方向移動させる疑似直線反復運動を繰り返すようにして巻き取り、螺旋状に絡み付けるようにした撚回状ビードワイヤの製造方法及びその製造装置である。このような製造方法及び製造装置により、鋼線に捻り応力を生じさせず、環状芯金(2)に倣うように絡み付けることができるため、所望の撚回状ビードワイヤを適正に容易に製造することができる。  (もっと読む)
(もっと読む)
ポリエステルタイヤキャッププライコードおよびその製造方法
【課題】高弾性率を有し、かつゴム中で長時間高温に曝露された場合の耐熱接着性および強力保持率が著しく改善された、ポリエステルタイヤキャッププライコードおよびその製造方法を提供する。
【解決手段】ポリエステル繊維材料にゴムとの接着性を付与するに際して、処理液として(A)キャリアーを含む処理液、(B)ブロックドイソシアネート水溶液、(C)エポキシ化合物の分散液、(D)レゾルシン−ホルムアルデヒド−ラテックス(RFL)混合液の4者を組合せて、1段または2段以上の多段処理より、該ポリエステル繊維材料に処理を施し、かつ少なくとも(A)キャリアーを含む処理液が配合された第1処理液で処理した後、少なくとも(D)RFL混合液が配合された第2処理液で処理し、最終段の第2処理液で処理した後、0.2cN/dtex以上に調整されたノルマライジング張力下で熱処理を施すことを特徴とするポリエステルタイヤキャッププライコードの製造方法。
(もっと読む)
タイヤを製造するための方法および装置
ロボットアーム(38a、38b)が、加工されるタイヤ(2)を支えるドラム(15)を回転駆動し、エラストマー材料の連続細長要素を供給する送出ノズル(23)の前に好都合に動かして、タイヤの構成要素(5a、5b)を形成する。送出ノズル(23)は、少なくとも1つの選択バルブ(25)を通して、それぞれ個別の配合物を供給するよう設計された2つ以上の押出機(19、20、47)に接続される。選択バルブ(25)は、送出ノズル(23)を押出機の1つの出口に接続し、ノズルと他の押出機との間の連通を中断する。非作動中の押出機の出口は、少なくとも1つの排出管に接続され得る。それゆえ、送出ノズル(23)から製造対象を離す必要なく、タイヤの構成要素の製造に使用される配合物の種類を交換することが可能である。  (もっと読む)
(もっと読む)
撚りスチールコードの撚り欠陥部検出装置および撚りスチールコードへのゴム引き圧延装置

【課題】トッピング工程に於いて、撚り欠陥部を有するスチールコードをトッピングを行う前に検知する装置、及び、スチールコードの撚り欠陥部検出装置を設けたスチールコードのゴム圧延装置を提供すること。
【解決手段】リールから引き出されて走行する複数のスチールコードを通過させる複数の溝部と、該複数本のスチールコードの全部に対してコード走行方向と交わる方向に延びるとともに前記溝部から浮き出した撚りスチールコードを感知するコード感知センサー部を有するスチールコードの撚り欠陥部検出装置であり、リールから引き出された複数本のスチールコードを整列させる前またはは整列中に、圧延幅方向全体にわたって、複数の該溝部とコード感知センサー部からなる撚り欠陥部検出機構を設けたスチールコードのゴム圧延装置。
(もっと読む)
タイヤ・ビード・アセンブリの形成
エラストマー材料からなるある長さのエーペックス・フィラー7を用意するステップであって、そのエーペックス・フィラーが、支持体上のビード・コア・リング16に軸方向に隣接して位置する環状ベース部と、そのベース部およびビード・コア・リングから軸方向的に離れる方向に延在する環状テーパー部とを有するステップと、前記ある長さのエーペックス・フィラーの先端部を筒状のフォーマー30上に保持するように前記先端部を把持するステップと、把持手段6を用いて前記ある長さのエーペックス・フィラーの後端部を把持するステップと、前記ある長さのエーペックス・フィラー7が前記筒状のフォーマー30に1巻き巻かれるように前記筒状のフォーマーを回転させ、一方で、前記把持手段および前記把持された後端部を前記筒状のフォーマー30に向かって動かすステップと、前記先端部と後端部とを接合させるステップと、ベース部がビード・コア・リング16を径方向に囲んでビード・コア・リング16に接着し、テーパー部が概ね径方向外向きに延在するように、エーペックス・フィラー7を裏返すステップとを含むタイヤ・ビード・アセンブリを形成する方法。  (もっと読む)
(もっと読む)
切断装置
本発明は、コード角度を有する互いにほぼ平行なコードを備えた未加硫ゴムのウェブから、ベルト層を切断方向で切り出す切断装置であって、切断方向に対して横方向に自由に移動可能な刃と、切断中に刃の横方向移動を検出する第1の検出器と、の検出器に動作可能に接続され、刃の横方向移動についての検出手段からの移動情報に基づいて制御命令を与える制御コンピュータと、制御手段に動作可能に接続され、切断中に、制御命令に基づいて刃の切断方向を調整する少なくとも1つのアクチュエータと、を有する切断装置に関する。  (もっと読む)
(もっと読む)
タイヤ用の補強体を製造する装置
【課題】本発明はタイヤ補強体を製造するための装置に関する。
【解決手段】この装置は回転軸線Rのまわりに回転する回転ディストリビュータ(6)を備えている。この回転ディストリビュータは少なくとも1つの曲がり管(61)を備えており、この曲がり管(61)は、半径方向内側からワイヤを受け入れるための通路を備えており、且つ半径方向外側から外方にガイドを形成している。本発明の装置はディストリビュータまで送るための部材を備えており、この送り部材は回転軸線Rに対して実質的に垂直である管状部分(53)を備えており、この管状部分(53)と曲がり管(61)との間には、空間が半径方向に設けられている。また、回転ディストリビュータと送り部材との間の空間には、カッターブレード(7)が配置されている。送り部材およびディストリビュータは互いに連結されており、これらの部品の両方とも回転することができる。前述にカッターブレード(7)は、調整の目的で回転することができるが、切断中には回転することができないブレードホルダ(70)に取付けられている。回転ディストリビュータは、実質的にその回転軸線R上に配置されている入口穴(52)を有する中央管(51)を備えており、管状部分(53)はこの中央管(51)から延びている。
(もっと読む)
コードで補強されたゴムシートの製造装置および製造方法
本発明は、コード素材やコードの配列角度、シートの幅などを種々に変化させて、タイヤ用のベルト材、ボディプライ材等のコードで補強されたゴムシートを、コンパクトな装置で多品種少量生産を可能にすることにあり、一対の同方向に回転する円筒状回転体の表面、または円筒の側面に複数本の小径ローラ群が配置されている円筒状回転体の表面に、連続的にゴム被覆コード群を巻き付けることによるコードで補強されたゴムシートの製造装置およびその製造方法に関する。 (もっと読む)
車両の車輪用タイヤを製造するための半製品の製造方法及び装置
押出機(11)又は供給リール(13)から出てくる連続細長要素(10)が、円筒状の形成支持部材(15)上で互いに接近して連続的に配置されたコイル(S)の状態に巻き付けられる。押込要素(27)は、形成支持部材(15)上に形成された各コイル(S)を、前に形成されたコイル(S)に対して付勢し、コイルをカッター(34)のところに並進させる。コイル(S)の切断に続いて、互いに平行に接近し、半製品自体の長手方向伸長を横切って配置された細長補強要素を備える連続半製品(9)が得られる。  (もっと読む)
(もっと読む)
空気圧タイヤ及びその製造方法
空気圧タイヤ(1)であって、少なくとも1つのカーカスプライ(2a)と、カーカスプライ(2a)に結合された少なくとも1つの輪状強化構造(3)と、を有するカーカス構造(2)、カーカス構造(2)に対し半径方向外部位置にエラストマ材料から造られたトレッドバンド(6)、カーカス構造(2)とトレッドバンド(6)との間に挟まれたベルト構造(5)、及びカーカス構造(2)上の一対の軸方向対向サイドウォール(7、8)を含み、トレッドバンド(6)が:i)軸方向に間隔を空けて配置され、半径内部方向に沿って先細状にされた複数の第1セクター(9)と、ii)軸方向に間隔を空けて配置され、半径外部方向に沿って先細状にされた複数の第2セクター(10)とを含み、第1(9)及び第2(10)のセクターがトレッドバンド(6)の横展開部に沿って軸方向に次々に横並びで位置決めされ、さらに標準DIN53505に準拠して測定された第1のセクター(9)の23℃におけるショアA硬度と、標準DIN53505に準拠して測定された第2のセクター(10)の23℃におけるショアA硬度との間の比が1.10よりも大きい空気圧タイヤ(1)が記載される。  (もっと読む)
(もっと読む)
タイヤキャッププライとして使用されるテープを作製するための装置および方法
タイヤのカーカスにおける補強、ブレーカおよびキャッププライとして用いることができるテープを作製するための装置および方法が使用される。テープは、複数のシングルエンドコードを溶液型のセメント中に浸漬することで作製される。ディップパンに入る前にコードを束ね、浸漬時に単一平面に固定されているようにする。溶剤およびエラストマー成分を含んだセメントを乾燥させることで、溶剤の大部分が蒸発するようにする。エラストマー成分が残ってコードを被覆し、これによってテープが形成される。
 (もっと読む)
(もっと読む)
541 - 552 / 552
[ Back to top ]