
Fターム[4F212VL31]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 成形、処理の操作単位 (2,871) | 射出成形 (44)
Fターム[4F212VL31]に分類される特許
1 - 20 / 44
空気入りタイヤの製造方法及び空気入りタイヤ
非空気入りタイヤの製造方法およびそれを用いた非空気入りタイヤ
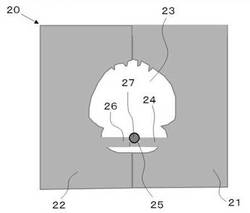
【課題】インジェクション成型法によりコード入り非空気入りタイヤを製造する方法を提供する。
【解決手段】タイヤ周方向に延在する補強部材を内部に含む非空気入りタイヤにおいて、タイヤ周方向に延在する補強部材27を型内表面から型内部に伸びる支持体24によって型内部に係止した状態でタイヤ材料を射出してインジェクション成型した非空気入りタイヤの製造方法である。タイヤ断面高さを100としたとき、タイヤ外径からタイヤ半径方向に20〜95の範囲に補強部材の係止支持を設定し、支持体26のタイヤ径方向の長さは1〜40の範囲にある。補強部材27の最内径の周長を100として補強部材27の最内径側の露出部の長さは0〜13であり、支持体26により接地面以外のタイヤ外表面に切り欠き部が形成される。タイヤ材料は、好適には熱可逆架橋エラストマーである。
(もっと読む)
タイヤ内面への保持体形成方法および、それに用いる形成装置

【課題】タイヤの最内周側に存在するインナーライナ層を損傷させることなしに、吸音部材等の機能部材を、タイヤ内面に十分確実に取り付けることができる、タイヤ内面に機能部材の取り付けるための方法および、その方法に用いる装置を提供する。
【解決手段】空気入りタイヤ1の内面2に、タイヤ1に所要の機能を付与する機能部材4を取り付けるに当り、製造されたタイヤ1の内面2に向けて樹脂材料を射出して、タイヤ内面2に、前記機能部材4を保持する樹脂製の部材保持体3を一体的に固着させて成形する。
(もっと読む)
タイヤ側面への装飾形成方法および装飾形成装置
【課題】生産性を損なうことなくタイヤ側面に形成する装飾のデザイン自由度を向上させる。
【解決手段】加硫済みのタイヤTの側面に装飾を形成する方法であって、加流済みのタイヤTの側面にキャビティ3aを有する金型3を押し当て、該キャビティ3a内に射出装置5から熱可塑性エラストマーを射出、充てんすることによりタイヤTの側面に射出成形部Mを一体化して上記装飾とすることを特徴とするものである。
(もっと読む)
ノーパンクチューブ、及びチューブ長尺材の成形方法
【課題】
全体が弾性変形可能に成形された立体ネット体の使用により、乗り心地性を確保したうえで、軽量化を図ったノーパンクチューブの提供である。
【解決手段】
環状のリム23に着脱可能に取付けられる同じく環状のタイヤ外皮21の環状空間部22に、全体視でリング状にわん曲させると共に、横断面視で僅かに圧縮弾性変形させて嵌め込まれる直棒状をしたチューブC1 であって、当該チューブC1 は、熱可塑性樹脂から成る多数本の樹脂糸群が任意に絡み付くことにより全体が弾性変形可能に成形された立体ネット体Nにより、前記タイヤ外皮21の環状空間部22の中心Kの周長よりも僅かに長い長さを有するように直棒状に形成されて、前記環状空間部22に前記チューブC1 が直棒状のまま嵌め込まれて、当該チューブC1 の長手方向の両端面11は互いに反対方向に押し合って突き合わされた構成とする。
(もっと読む)
タイヤ成型方法及びタイヤ成型装置
【課題】複雑なステッチャー制御機構を要することなく、タイヤ内面形状に対応した曲面を有する成型ドラムの表面にストリップゴムを順次巻き付けて、容易にかつ精度よくタイヤを成型することができるタイヤ成型方法及びタイヤ成型装置を提供する。
【解決手段】タイヤ内面形状に対応した曲面を有する成型ドラム1の表面1bにストリップゴムSを順次巻き付けてタイヤを成型するタイヤ成型方法であって、ストリップゴムSは、丸形の断面形状を有する。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】摩耗の進行具合に関係なく通電性能が良好に確保されるとともに、トレッドゴムに設けられる導電部のボリュームを低減できる空気入りタイヤと、その空気入りタイヤの製造方法を提供する。
【解決手段】非導電性ゴムで形成されたトレッドゴム10に、導電性ゴムで形成され且つ接地面からトレッドゴム10の側面に至る導電部13が設けられている空気入りタイヤにおいて、その導電部13が、トレッドゴム10の表面に形成され、トレッドゴム10の側面からタイヤ幅方向内側に延びて接地端Eを超えた位置で終端する外皮部13aと、接地端Eよりもタイヤ幅方向外側の位置からタイヤ周方向に沿って螺旋状に延びて接地端Eよりもタイヤ幅方向内側の位置に至り、外皮部13aからタイヤ径方向内側に突出してトレッドゴム10の底面に達することなく終端する突起部13bとを有する。
(もっと読む)
タイヤ、タイヤの製造方法、及びタイヤの解体方法
【課題】少なくとも樹脂材料の部材とゴム部材とで構成され、樹脂材料の部材とゴム部材とを効率的に解体可能なタイヤを提供すること。
【解決手段】樹脂材料で形成された環状のタイヤケース17と、タイヤケース17の径方向外側に設けられたトレッド30と、タイヤケース17とトレッド30との間に設けられ、タイヤケース17及びトレッド30にそれぞれ接着され、未発泡の発泡剤Pを含有する未発泡ゴム層29と、をタイヤ10が有すること。
(もっと読む)
タイヤ、及びタイヤの製造方法
【課題】熱可塑性樹脂材料を用いて形成され、且つ、弾性率が高く、転がり抵抗が抑制されたタイヤの製造方法、及び、該製造方法により製造されたタイヤを提供する。
【解決手段】分子内にハードセグメント及びソフトセグメントを有する熱可塑性エラストマーを含む原料熱可塑性樹脂材料を、100J/cm3〜1000J/cm3のせん断エネルギーで、10分〜30分混練する混練工程と、前記混練工程を経て得られた熱可塑性樹脂材料によって、タイヤ骨格体を形成するタイヤ骨格体形成工程と、を含むタイヤの製造方法である。
(もっと読む)
タイヤ、及びタイヤの製造方法
【課題】熱可塑性樹脂材料を用いて形成され、且つ、弾性率が高く、転がり抵抗が抑制されたタイヤの製造方法、及び、該製造方法により製造されたタイヤの提供。
【解決手段】スクリュー長Lとスクリュー径Dとの比(L/D)が60〜150であるスクリューを備えた2軸混練機を用い、分子内にハードセグメント及びソフトセグメントを有する熱可塑性エラストマーを含み、固有粘度が0.5dl/g〜5.0dl/gである原料熱可塑性樹脂材料を、前記ハードセグメントを構成するポリマーの融点よりも5℃〜50℃高い温度で、10分〜30分混練する混練工程と、前記混練工程を経て得られた熱可塑性樹脂材料によって、タイヤ骨格体17を形成するタイヤ骨格体形成工程と、を含むタイヤの製造方法。
(もっと読む)
タイヤ及びその製造方法
【課題】熱可塑性樹脂材料を用いて形成され、且つ、耐衝撃性に優れたタイヤ、及び、生産性に優れたタイヤの製造方法を提供する。
【解決手段】少なくとも、熱可塑性樹脂材料で形成された環状のタイヤ骨格体17を有するタイヤ10であって、前記熱可塑性樹脂材料が、ポリエステル系熱可塑性エラストマーと、オレフィン−(メタ)アクリル酸共重合体およびオレフィン−(メタ)アクリレート共重合体を酸変性してなる酸変性共重合体の少なくとも一方の共重合体と、を含有するタイヤ10である。
(もっと読む)
タイヤ及びその製造方法
【課題】熱可塑性樹脂材料を用いて形成され、且つ、耐衝撃性及び破断性に優れたタイヤ、並びに、生産性に優れたタイヤの製造方法を提供する。
【解決手段】少なくとも、熱可塑性樹脂材料で形成された環状のタイヤ骨格体17を有するタイヤ10であって、前記熱可塑性樹脂材料が、ポリアミド系熱可塑性エラストマーと、オレフィン−(メタ)アクリル酸共重合体と、オレフィン−(メタ)アクリレート共重合体を酸変性してなる酸変性共重合体と、を含有するタイヤ10である。
(もっと読む)
タイヤ、及びタイヤの製造方法
【課題】引張弾性及び破断性に優れたタイヤ、及びこのタイヤの製造方法を提供する。
【解決手段】少なくとも、熱可塑性樹脂材料で形成され且つ環状のタイヤ骨格体を有するタイヤであって、前記熱可塑性樹脂材料が、ポリアミド系熱可塑性エラストマーと、前記ポリアミド系熱可塑性エラストマー以外の熱可塑性エラストマーを酸変性してなる酸変性エラストマー又は前記ポリアミド系熱可塑性エラストマー以外の熱可塑性エラストマー及び該エラストマーを酸変性してなる酸変性エラストマーの混合物と、を含むタイヤ10である。
(もっと読む)
タイヤ製造方法及び装置
【課題】簡単な構造及び制御方法でタイヤ成形用回転体に対し、未加硫の帯状ゴム材料を安定した状態で巻き付けることができるタイヤ製造方法及び装置を提供する。
【解決手段】タイヤ成形用の回転体Rに対し、押出装置から未加硫のゴム材料Wを直接帯状に押し出してタイヤ構成部材を成形するタイヤ製造方法及び装置において、前記ゴム材料Wを回転体Rに巻き付け後切断する際に、鋭利な端面を有するカッタ32で粘着保持部材33にゴム材料Rを押し込みながら切断し、切断後もその先端を粘着保持部材33で粘着・保持する。
(もっと読む)
タイヤ、及び、タイヤの製造方法
【課題】タイヤ骨格部材が樹脂材料で形成されている場合でも、リム組みされた状態での内圧保持性能の高いタイヤ、及び、このタイヤの製造方法を提供する。
【解決手段】タイヤ骨格部材17のビード部12の表面には、リム20のビードシート部21、及びリムフランジ22に当接するように、チェーファー24が形成されている。チェーファー24は、少なくとも、ビード部12の表面で、リム20のビードシート部21及びリムフランジ22に当接する位置に形成されており、リム20にタイヤ10が組み付けられると、リム20に密着してタイヤ10内の気体充填空間を密閉する。チェーファー24の弾性率は、タイヤ骨格部材17の弾性率よりも低くなっている。
(もっと読む)
タイヤ成型設備
【課題】成形ドラム面に一定のテンションでストリップゴムを貼り付けることが可能なタイヤ成型設備を提供する。
【解決手段】タイヤ内面形状に対応した曲面を有する成型ドラム1と、成型ドラム1の表面にストリップゴムを押し出す押出機2と、押出機2と成型ドラム1を駆動する駆動装置12と、を備え、駆動装置12は、押出機2を成型ドラム1に対して前進・後退させるための押出機駆動部11と、押出機2のスクリュー2cを回転させるスクリュー駆動部10と、成型ドラム1をドラム軸1a周りに回転させるドラム回転駆動部12と、成型ドラム1を左右方向に移動させるための第1ドラム駆動部15と、成型ドラム1を垂直軸周りに回転させる第2ドラム駆動部14と、成型ドラム1を垂直軸に対して、押出機2に近づく側と遠ざかる側の間で傾斜させる第3ドラム駆動部13と、傾斜角度θの大きさに対応して、スクリューの回転数を制御する制御部20と、を備えた。
(もっと読む)
タイヤ用ビード部材の製造装置、タイヤ用ビード部材の製造方法及びタイヤ用ビード部材
【課題】タイヤ用ビード部材を製造する際における未加硫ゴムの射出時間を短縮して、ゴム焦げを抑制する。
【解決手段】環状のビードコア14が配置される第1成形型11と、該第1成形型11に重ねた際に、前記ビードコア14の径方向外側において該第1成形型11との間にビードフィラー用のキャビティ18を形成するように構成され、該キャビティ18内に前記ビードフィラー用の未加硫ゴムを射出可能なように該キャビティ18に開口すると共に流路方向に沿って延びる溝が内壁面に形成されたノズル26が設けられた第2成形型12と、を有している。ノズル26の内壁面に溝を設けることで、該溝における未加硫ゴムの通過抵抗を、ノズル中央部よりも小さくして、ノズル26内における通過抵抗の原因である乱流の発生を抑制する。
(もっと読む)
タイヤ、タイヤの製造方法、及び、タイヤ製造用成形型
【課題】タイヤ構成部材が熱可塑性材料で形成されていても、ビードコアの位置精度が高くしかもビードコアを露出させる部位がタイヤ構成部材に形成されないタイヤ、タイヤの製造方法、及び、タイヤ製造用成形型を提供することを課題とする。
【解決手段】空気入りタイヤ10は、熱可塑性材料からなるビードコア18と、熱可塑性材料からなるタイヤ骨格部材17とを備えている。タイヤ骨格部材17は、ビード部12を構成してビードコア18を覆っている。この空気入りタイヤ10を製造するには、タイヤ骨格部材17のうちビード部12の内側部分12Kを成形する。次に、内側部分12Kでタイヤ内側が覆われるビードコア18を熱可塑性材料で成形する。更に、外側部分12Jを成形してビードコア18のタイヤ外側を覆う。
(もっと読む)
タイヤ、及び、タイヤの製造方法
【課題】タイヤ構成部材が熱可塑性材料で形成されていても内圧保持性能が高いタイヤ、及び、タイヤの製造方法を提供することを課題とする。
【解決手段】空気入りタイヤ10は、熱可塑性材料からなるタイヤ骨格部材17と、タイヤ骨格部材17のビード部構成部分12Mに設けられ、リム20と接するゴムチェーファー24と、を備えている。この空気入りタイヤ10をリム20に組み付けると、ゴムチェーファー24がリム20に当接している。従って、リムフィット性が良好であり、タイヤ内に空気を充填してもビード部12とリム20との間から気体が抜け難いので、タイヤ骨格部材17が熱可塑性材料で形成されていても内圧保持性能が高い。
(もっと読む)
タイヤ、及び、タイヤの製造方法
【課題】タイヤ構成部材が熱可塑性材料で形成されていても内圧保持性能が高いタイヤ、及び、タイヤの製造方法を提供することを課題とする。
【解決手段】空気入りタイヤ10は、熱可塑性材料からなるタイヤ骨格部材17と、タイヤ骨格部材17のビード部構成部分12Mに設けられ、リム20と接する熱可塑性チェーファー24と、を備えている。この空気入りタイヤ10をリム20に組み付けると、熱可塑性チェーファー24がリム20に当接している。従って、リムフィット性が良好であり、タイヤ内に空気を充填してもビード部12とリム20との間から気体が抜け難いので、タイヤ骨格部材17が熱可塑性材料で形成されていても内圧保持性能が高い。
(もっと読む)
1 - 20 / 44
[ Back to top ]