
Fターム[4F212VL32]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 成形、処理の操作単位 (2,871) | 押出成形 (213)
Fターム[4F212VL32]に分類される特許
1 - 20 / 213
空気入りタイヤの製造方法
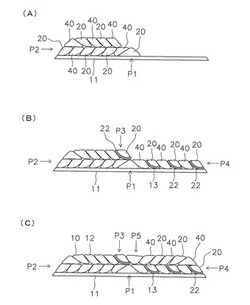
【課題】トレッドゴムの成形効率を高めるとともに、トレッドゴムに含まれる導電性ゴムを減らすことができる空気入りタイヤの製造方法を提供する。
【解決手段】トレッドゴムの成形工程は、非導電性ゴムからなるゴムリボン20とゴムリボン40を同時に巻き付ける2ショット段階を含む。2ショット段階では、隣り合うゴムリボン20とゴムリボン40とが相互に接するようにして螺旋状に巻き付けられ、リボン巻き付け位置が、接地面からタイヤ径方向内側に延びるとともにタイヤ幅方向の一方側に延びてトレッド端に至るL字状経路を通る。リボン巻き付け位置がL字状経路を通る際に、巻き付け最中のゴムリボン20に導電性ゴム22を部分的に設けて、接地面からトレッド端まで螺旋状に連続して延び且つタイヤ子午線断面では断続的に現れる導電部13を導電性ゴム22により形成する。
(もっと読む)
ゴム部材の製造装置及びゴム部材の製造方法

【課題】接合部が他の部分に比べて肉厚にならず、重量バランスを均一にすることができるゴム部材の製造装置とその方法を提供する。
【解決手段】コム材料を混練して送り出す押出機12と、押出機12から供給されたゴム材料を吐出する口金16と、口金16に対向する支持面34を有する支持部材18とを備え、支持面34と口金16とを相対的に移動させて支持面34上に口金16から吐出されたゴム材料を板状のゴム部材Mに成型するゴム部材の製造装置10において、口金16と支持面34との間に形成され、口金16から吐出されたゴム材料が溜まり、口金16に対する支持面34の移動方向前方L1に開口部53を有するゴム溜まり室56と、開口部53を開閉するシャッタ58とを備えることを特徴とする。
(もっと読む)
ストリップおよび空気入りタイヤの製造方法
【課題】ストリップに耳部を形成することで成形されたインナーライナーの厚さを均一し、カーカスプライの接着性を改善し、タイヤ走行時の繰り返し屈曲変形にともなう亀裂成長を抑制する。
【解決手段】円筒ドラム上で螺旋状に巻回させることによりタイヤ用インナーライナーを形成するためのポリマー組成物のストリップ10であって、前記ストリップ10は、スチレン−イソブチレン−スチレントリブロック共重合体を5質量%以上40質量%以下と、天然ゴム、イソプレンゴム及びブチルゴムよりなる群から選択される少なくとも1種のゴム成分を60質量%以上95質量%以下含むポリマー成分100部に対して、硫黄を0.1部以上5部以下含むポリマー組成物のポリマーシートよりなり、前記ストリップ10本体の厚さは0.05mm〜1.0mmで耳部の厚さは本体の厚さより薄く、耳部の幅は0.5mm〜5.0mmである。
(もっと読む)
ストリップおよび空気入りタイヤの製造方法
【課題】空気入りタイヤのインナーライナーとカーカスプライの接着性を改善し、走行時の繰り返し屈曲変形にともなう亀裂成長を軽減する。
【解決手段】円筒ドラム上で螺旋状に巻回したタイヤ用インナーライナーを形成するための熱可塑性エラストマー組成物のストリップであって、タイヤ内側の第1層と、カーカスに隣接配置される第2層で構成され、少なくともいずれかはイソブチレン主体の重合体ブロックと芳香族ビニル系化合物主体の重合体ブロックとからなるイソブチレン系ブロック共重合体であって、少なくとも一つのブロックがβ−ピネンを含むランダム共重合体であるイソブチレン系変性共重合体を含むエラストマー組成物であり、ストリップは本体とその両側に耳部を有し、ストリップ本体の厚さは0.05mm〜1.0mmであり、耳部の厚さはストリップ本体の厚さより薄く、耳部の幅は0.5mm〜5.0mmであるインナーライナー形成用のストリップ。
(もっと読む)
ゴム成形装置
【課題】熱入れ加工時の発熱を充分に分散して、ゴム温度を均一に保持することにより、均一な形状のゴム部材を安定的に成形することができるゴム成形装置を提供する。
【解決手段】練りゴムをオープンロール11により熱入れした後、所定形状に成形するゴム成形装置であって、オープンロール11を幅方向に、練りゴムの熱入れを行う生産側領域およびゴム替えの準備を行う準備側領域に分割する分割ガイド板12が設けられており、ゴム替えに際して前記準備側領域に投入された練りゴムの押圧力により、分割ガイド板12が生産側領域方向に移動して、準備側領域と生産側領域とが切り替えられるように構成されており、さらに、分割ガイド板の移動範囲が、下記式を満足するように構成されているゴム成形装置。0.5<L1/L≦0.9但し、L :オープンロールの全幅L1:生産側領域のロール幅。
(もっと読む)
ストリップ、その製造方法および空気入りタイヤの製造方法
【課題】リボン状のストリップに耳部を形成することでインナーライナーの厚さを均一にする。
【解決手段】円筒ドラム上で螺旋状に巻回させることによるタイヤ用インナーライナーを形成するためのストリップ10であって、(A)スチレン−イソブチレン−スチレントリブロック共重合体に、有機化処理粘土鉱物を含む熱可塑性エラストマー組成物からなる第1層と、(B)スチレン−イソプレン−スチレントリブロック共重合体、スチレン−イソブチレンジブロック共重合体のいずれかを含む熱可塑性エラストマー組成物からなる第2層の積層体で構成されており、前記ストリップはストリップ本体10Aとその両側に配置される耳部10Bを有し、前記ストリップ本体の厚さT1は0.05mm〜1.0mmであり、前記耳部の厚さT2は前記ストリップ本体の厚さより薄く、耳部の幅W2は0.5mm〜5.0mmであるインナーライナー形成用のストリップ。
(もっと読む)
二重トレッドキャップを有する空気入りタイヤ
【課題】転がり抵抗とトラクションとの間の従来の兼ね合わせを軽減することができるタイヤを提供する。
【解決手段】空気入りタイヤ用のトレッドは、トレッドベース層と、トレッドベース層の半径方向外側の第1のトレッドキャップ層と、トレッドベース層の半径方向外側に位置し、かつ第1のトレッドキャップ層の半径方向外側に位置するとともに第1のトレッドキャップ層に軸線方向に隣接して位置する第2のトレッドキャップ層と、空気入りタイヤの内側トレッド縁部の所にトレッドベース層および第1のトレッドキャップ層に軸線方向に隣接して配置された第1のトレッドスカートと、空気入りタイヤの外側トレッド縁部の所にトレッドベース層および第2のトレッドキャップ層に軸線方向に隣接して配置された第2のトレッドスカートと、を含む。
(もっと読む)
ゴム押出成形装置
【課題】エアー溜まりの形成が抑制された高品質なタイヤが得られうる、ゴムシートを成形するゴム押出成形装置1の提供。
【解決手段】このゴム押出成形装置1は、その吐出部にダイプレート8を備えており、このダイプレート8の口金14のゴム吐出流路12の内面に、ゴムの吐出方向に延びる4本以上16本以下の凸条15が形成されており、この凸条15が、ゴム吐出流路12の幅方向に間隔をおいて並んでおり、これらの凸条15の配列ピッチWPが、5mm以上20mm以下であり、凸条15の断面形状が半円であって、その半径Rが、0.5mm以上0.8mm以下である。このゴム押出成形装置1によって押出成形されたゴムシートの面には、押出方向に延びる複数本の溝が形成される。
(もっと読む)
タイヤ成型装置
【課題】ゴム部材をタイヤに当てて巻き付ける際に、曲率半径を複数持つ複雑な形状のタイヤに対して、容易かつ正確に、巻付装置を垂直に押し付けることができるようにする。
【解決手段】連続したゴム部材を巻付装置により回転駆動される被成型体に螺旋状に巻き付けてタイヤを成型するタイヤ成型装置であって、前記巻付装置を、互いに直交するY軸及びX軸に沿ってそれぞれ駆動制御する手段、Y軸及びX軸と直角なZ軸の回りで旋回駆動制御する手段、及び、前記Z軸の旋回位置において被成型体の表面に対して接離する方向に直線駆動制御する手段を備えたタイヤ成型装置である。
(もっと読む)
ゴムストリップの製造装置、及びこれを用いた製造方法
【課題】断続的に形成されるゴムストリップの形状を安定させる。
【解決手段】ゴムストリップGSを断続的に形成するゴムストリップの製造装置1である。投入されたゴムGを混練りして予成形口Yから間欠的に押し出させる押出しヘッド7を取り付けたゴム押出機2、上下のカレンダロール8a、8b間で最終厚さのゴムストリップGSに圧延成形するカレンダロール手段10と、前記上下のカレンダロール8a、8b間を接近・離間させる状態を選択的に切り替えるロール間隔切換手段9とを具えるカレンダ機3、及び、ギヤポンプ6の回転及びカレンダロール8Aの回転のオン、オフをそれぞれ制御しうる制御手段4を具える。前記制御手段4は、前記カレンダロール8Aの回転のオフに先駆けて、前記ロール間隔切換手段9を作動し、前記上下のカレンダロール8a、8bを離間状態にさせる。
(もっと読む)
ストリップ、その製造方法および空気入りタイヤの製造方法
【課題】タイヤのユニフォミティとともにインナーライナーとカーカスプライの接着性を改善しタイヤ走行時の繰り返し屈曲変形にともなう亀裂成長を軽減する。
【解決手段】中子体の外周面の円周方向に巻きつけて、タイヤの仕上げ断面形状に近い形状のインナーライナーを形成するためのストリップであって、前記ストリップは、スチレン−イソブチレン−スチレンブロック共重合体に、少なくとも粘着付与剤、ブチル系ゴムおよび天然ゴムの1種を含む熱可塑性エラストマー組成物であり、前記ストリップは、厚さ(T1)が0.02〜1.0mmのストリップ本体と、該ストリップ本体の両側に形成され、前記厚さ(T1)より小さい厚さ(T2)で、幅(W2)が0.5mm〜5.0mmの耳部を有している。
(もっと読む)
タイヤ成形方法
【課題】ファイナルゴム混練とプロファイル成形の間に発生する中間在庫をなくしサイクルタイムの大幅削減を実現可能なタイヤ成形方法を提供する。
【解決手段】非加硫性ゴムを混練する工程と、この非加硫性ゴムを押出機1により連続混錬する工程と、を有するタイヤ成形方法であって、押出機1による工程は、加硫系薬品を供給し、加硫性ゴムを連続混練する工程と、加硫性ゴムを熟成する工程と、熟成された加硫性ゴムを所定の断面形状のタイヤ部材として連続押し出し成形する工程と、を有することを特徴とする。
(もっと読む)
シート状ゴム成形装置及び方法
【課題】金型構成を複雑化させることなく、かつ、成形時間も短縮化可能なシート状ゴム成形装置を提供する。
【解決手段】ダイヘッド3からシート状のゴムを押し出して、所定の幅および高さを有するタイヤ構成部材を成形するシート状ゴム成形装置Aであって、所定断面形状の開口部32を有するダイボディ30と、ダイボディ30の前方側に配置され、開口部32の高さ寸法を変更可能な可変ダイリップ31と、を備え、可変ダイリップ31は、高さ方向の一方に位置する第1可動体310と、他方に位置する第2可動体311とにより構成され、ダイヘッド制御部60は、成形開始時に第1・第2可動体310,311を閉じた状態から、第1可動体310を開方向へ駆動し、所定の高さに到達した後、第1・第2可動体310,311の位置を保持し、成形終了時に第2可動体311を閉方向へ駆動するように、可変ダイリップ31を制御する。
(もっと読む)
タイヤの製造方法
【課題】台タイヤにクッションゴムを配設したときに、ユニフォーミティにすぐれた台タイヤを得ることを可能とするタイヤの製造方法を提供する。
【解決手段】タイヤの製造方法において、クッションゴムが配設される貼付面を有する台タイヤの最外層に位置するベルトから貼付面までの厚さを円周方向に測定して最厚の位置を検出し、押出成型装置から押し出されるクッションゴムの円周方向への巻回を最厚の位置から開始するようにした。
(もっと読む)
ゴムストリップの切断装置および切断方法
【課題】鋭利な切断刃を用いなくても、ゴムストリップを切断することができる。
【解決手段】ストリップワインド工法により形成される帯状のゴムストリップを搬送コンベアにより搬送しながら、切断刃を用いて切断するゴムストリップの切断装置であって、切断刃を回転軸の周りに螺旋方向に設け、切断刃の刃先を非鋭利に形成し、回転軸をゴムストリップの搬送方向と直交する方向に配置し、ゴムストリップの搬送速度に合わせ、回転軸をゴムストリップの搬送方向と同方向に回転させることにより、ゴムストリップを幅方向に対して傾斜する方向に切断するように構成されていることを特徴とする。
(もっと読む)
ストリップ、その製造方法および空気入りタイヤの製造方法
【課題】タイヤのユニフォミティとともにインナーライナーとカーカスプライの接着性を改善しタイヤ走行時の繰り返し屈曲変形にともなう亀裂成長を軽減するタイヤの製造方法を提供する。
【解決手段】中子体Nの外周面22の円周方向に巻きつけて、インナーライナーを形成するためのストリップ10であって、ストリップ10は、タイヤ最内層に配置される第1層を備える単層、もしくは第1層とカーカスプライに隣接して配置され、熱可塑性エラストマー組成物よりなる第2層の複合層よりなり、第1層は、スチレン−イソブチレン−スチレンブロック共重合体に、少なくとも粘着付与剤、ブチル系ゴムおよび天然ゴムの1種を含む熱可塑性エラストマー組成物であり、ストリップ10は、厚さT1が0.02〜1.0mmのストリップ本体と、ストリップ本体の両側に形成され、厚さT1より小さい厚さT2で、幅W2が0.5mm〜5.0mmの耳部を有している。
(もっと読む)
タイヤ成形装置及びタイヤ成形方法
【課題】ストリップビルド工法でタイヤ形状を成形する場合に、ストリップゴムに対して無理な力を作用させることを抑制し、品質の良いタイヤ成形を可能にする。
【解決手段】成型用口金2aからストリップゴムを押し出す押出機2と、押し出されたストリップゴムSが巻き付けられる成形ドラム1と、を備え、押出機2の成型用口金2aを成形ドラム1に対して離間/接近させるための押出機駆動部10と、成型用口金2aに対する成形ドラム1の相対的高さ位置を変更させるための傾斜機構と、押出機駆動部10と傾斜機構を制御する相対位置関係制御部20bと、を備え、ストリップゴムSの巻き付け開始時は、成型用口金2aの高さが成形ドラム1の回転中心と同じ高さになるようにし、巻き付け開始後は、成型用口金2aの高さが成形ドラム1の巻き取り頂部と同じ高さになるように、巻き付け終了時は、再び、巻き付け開始時と同じ位置関係になるように制御する。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】通電性能や燃費性能を保持しながら、優れた高速耐久性能を発揮できるようにした空気入りタイヤとその製造方法を提供する。
【解決手段】トレッド部3に設けられるトレッドゴム10が、非導電性のゴムで形成され且つ接地面を構成するキャップ部12と、キャップ部12のタイヤ径方向内側に配されるベース部11と、導電性のゴムで形成され且つ接地面からトレッドゴム10の底面に至る導電部13とを備える。導電部13は、接地面からタイヤ径方向内側に延びてベース部11の外周面に達する第1導電部13aと、第1導電部13aからタイヤ幅方向の一方に延びてトレッドゴム10の底面に至る第2導電部13bとを有する。ベース部11は、ベース本体部11aよりもゴム硬度を大きくした補強ゴム部11bを局部的に含み、補強ゴム部11bが、非導電性のゴムで形成され且つ第2導電部13bにタイヤ径方向内側から接している。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】通電性能を保持しながら転がり抵抗の低減効果を向上できる空気入りタイヤと、その空気入りタイヤの製造方法を提供する。
【解決手段】トレッドゴム10が、非導電性のゴムで形成されたキャップ部12と、非導電性のゴムで形成されたベース部11と、導電性のゴムで形成された導電部13とを備える。ベース部11は、タイヤ幅方向に沿って断続的に形成されていて、そのベース部11の欠落箇所14にキャップ部12を形成するゴムが充填されている。導電部13は、接地面からタイヤ径方向内側に延びてベース部11の外周面に達する第1導電部13aと、その第1導電部13aからタイヤ幅方向に向かってトレッドゴム10の側面に至る第2導電部13bとを有する。第2導電部13bは、ベース部11と交差して延びるように、タイヤ幅方向に間隔を設けながらタイヤ周方向に沿って螺旋状に形成されている。
(もっと読む)
空気入りタイヤの製造方法及びビードエーペックスゴム
【課題】ビードエーペックスゴムの形状を改善することで、ビード部の耐久性や美観及び耐リムずれ性を向上させる。
【解決手段】ビードコアの外面5nに、未加硫のビードエーペックスゴム8Rを接続する接続工程を含む空気入りタイヤ1の製造方法である。ビードエーペックスゴム8Rの内側面9は、ビードコアの外面5nに沿ってのびる底辺14と、底辺14の両端からそれぞれ外面5nと離れる向きに傾斜してのびる一対の斜辺15、15とからなる。内側面の全幅AWが、ビードコアの外面5nの幅CWよりも小である。接続工程は、ビードエーペックスゴム8Rをビードコアの外面5nに押圧することにより、内側面の斜辺15を変形させてビードコアの外面5nに沿わせる段階を含む。
(もっと読む)
1 - 20 / 213
[ Back to top ]