
Fターム[4F212VP28]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | タイヤ成形に特有の装置、部品 (1,524) | 移送装置、案内装置 (196)
Fターム[4F212VP28]の下位に属するFターム
Fターム[4F212VP28]に分類される特許
81 - 100 / 131
車両の車輪用タイヤを構築する方法およびプラント
車両の車輪用タイヤを構築する方法であって、i)少なくとも1つのカーカス構造体構築ライン(2)においてグリーンタイヤのカーカス構造体を構築するステップであって、前記カーカス構造体が少なくとも1つのカーカスプライと一対の環状固定構造体とを備える、ステップと、ii)少なくとも1つのクラウン構造体構築ライン(3)においてグリーンタイヤのクラウン構造体を構築するステップであって、前記クラウン構造体がベルト構造体とトレッドバンドとを備える、ステップと、を含み、クラウン構造体を構築するステップii)が、ベルト構造体を構築する少なくとも1つのステップiii)を含み、そのステップiii)が、a)少なくとも1つの第1構築ドラム(7)の上で、第1半径方向内側ベルト層と前記第1ベルト層の半径方向外側の少なくとも1つの第2ベルト層とを備える環状組立体(4)を構築するステップと、b)前記環状組立体(4)を少なくとも1つの補助ドラム(8)上に移送するステップと、c)前記少なくとも1つの第2半径方向外側ベルト層の上に第1ベルト層の端部が少なくとも部分的に重なるように、第1半径方向内側ベルト層の軸方向に対向する端部を折り返すステップと、d)前記環状組立体(4)を前記少なくとも1つの補助ドラム(8)から少なくとも1つの第2構築ドラム(7’)上に移送するステップと、を含む方法が記載されている。上記方法が行われる、タイヤ構築用のプラント(1)もまた記載されている。  (もっと読む)
(もっと読む)
ゴム状シートの搬送巻取り方法、及びその装置
【課題】ライナに、搬送される帯状の未加硫のゴム状シートを重ねて巻取り芯に巻き取り、シート・ライナ巻取体を精度よく、能率よく形成できかつ装置の簡易化に役立つ方法、及びその装置を提供する。
【解決手段】ライナロール体LRからライナLを巻き戻す巻戻し点と、巻戻された前記ライナLを巻取り芯10に巻き付ける巻付け点とを結ぶライナ線を、巻取り芯を上としたライナ傾斜部Lcとしたシート巻上げ装置6、未加硫のゴム状シートSの先端部Ssをシート保持・移動装置4をを用いて前記ライナ傾斜部Lc供給しライナLの巻取りとともにシート・ライナ巻取体SLを形成する。
(もっと読む)
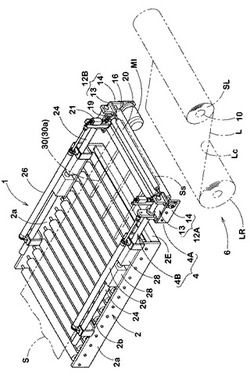
タイヤ用のプライ材料の切断搬出装置

【課題】送出し部分をコンベヤ面上で滑らせて移動させる際の移動方向のズレ、送出し部分の先端部での折れ曲りやコード配列の乱れなどを防止する。
【解決手段】長尺帯状のプライ材料2の供給方向前端側を切断位置P1を超えて前方側に切断長さL毎に送り出して供給するプライ供給手段5と、プライ材料2の送出し部分2Aを乗り継がせて載置するコンベヤ面6Sを有する搬出コンベヤ6と、切断位置P1にて送出し部分2Aを切断して切断片3とする切断手段8とを具える。前記搬出コンベヤ6は、プライ材料供給時、送出し部分2Aの前端部2Eを保持して供給方向に引き出す引き出し手段15を含み、該引き出し手段15は、送出し部分2Aの前端部2E下面を受けて保持しかつ前記プライ供給手段5の供給速度と略同速度で供給方向前方側に移動する引き出しシート16を有する引き出し手段15を含む。
(もっと読む)
コード補強体製造装置及び方法
【課題】円環状の補強対象部に配設されるコード補強体の生産性を向上させることができるコード補強体製造装置及び方法を提供する。
【解決手段】コードCをインデックスロータ18の溝18Bに供給しインデックスロータ18を軸線回りに回転させることにより、円盤12との対向位置まで移動させる。そして、コードCが円盤12との対向位置まで移動された際に、インデックスロータ18の周部18Aの内外へ出没可能なコードホルダ62及びハンマー64により、コードCをインデックスロータ18の周部18Aから円盤12へ押し出させ付着させる。また、インデックスロータ18の上方側に配設された回転部44のU字状の溝44AへコードCを所定長さ送り込み、送り込まれたコードCをカッタ34により所定長さに切断する。その後、回転部44を回転させることにより、コードCをインデックスロータ18の溝18Bへ落下させる。
(もっと読む)
未加硫タイヤの製造方法及び装置
【課題】フィルム状のインナーライナーを生タイヤの形状に拡張させることなく生タイヤを成型すること。
【解決手段】所定長に裁断したフィルム42aをフィルム搬送装置20のクランプ28a、28bで保持し、タイヤ成型体Tの中心穴内に搬送する(図4A参照)。搬送したフィルム42aを、タイヤ成型体T内面にフィルム押付装置30のローラ39で押し付けて配置する(図4B参照)。なお、このときフィルム42aにテンションが掛からないように、クランプ28a、28bが互いに接近する方向に所定距離だけ移動する。
続いて、次のフィルム42aを既に配置したフィルム42aと縁部が重なるように配置する(図4C参照)。これを繰り返して、タイヤ成型体T内部全面にフィルム42aを配置する。
(もっと読む)
コード貼付制御方法及び同貼付制御装置
【課題】コード貼付用の多数軸同期制御を容易に行うと共に、その他数軸同期制御を従来と比して少ないプログラムで行う。
【解決手段】
コードCをコード供給部20から引き出し、引き出したコードCを定長に切断し、切断したコードCをコア50上の被貼付体上に貼り付ける一連のコード貼付工程を行う。その際、前記一連のコード貼付工程の始動から終了までの期間を一周期として、当該一周期の位相内における前記一連の工程を実施するための駆動手段となる複数の軸の各々の作動位相を記憶し、記憶された前記作動位相に従って各軸を作動制御する。
(もっと読む)
タイヤの製造装置、及びタイヤの製造方法
【課題】補強部材を生タイヤの傾斜した部分に対しても確実に圧着する。
【解決手段】転写板34に補強部材62を形成する。次に、補強部材62をカーカスプライ14の貼付位置に接近させて対向させる。次に、剥がし板48を転写板34から突出させ、補強部材62を転写板34から剥がしてカーカスプライ14に接近させる。剥がし板48が揺動して、カーカス表面の傾斜に合わせて剥がし板48が傾斜し、カーカス表面に対し、補強部材62を貼り付けた剥がし板48の押出面48Aが略平行となって補強部材62がカーカス表面に貼り付けられる。その後、剥がし板48の絞り込みローラ54をカーカス表面に押し付けながらカーカス端に向けて移動することで、補強部材62を傾斜したカーカス表面に確実に圧着させることができる。
(もっと読む)
タイヤ構成用コードの移送装置およびタイヤ構成用コードの移送方法
【課題】複雑な構造とすることなく定長カットされたタイヤ構成用コードを確実に移送する。
【解決手段】複数のスクリュウシャフト11〜14が、各軸線O1〜O4を互いに平行にして横置き姿勢とされるとともに、各スクリュウシャフト11〜14のねじ谷部11a〜14aを、当該移送装置10の上面視において、これらのスクリュウシャフト11〜14上を跨いで延びる仮想直線L上に位置させた状態で、各軸線O1〜O4回りに回転可能に設けられ、この仮想直線L上に位置する複数のねじ谷部11a〜14aに、タイヤ構成用コードWを、複数のスクリュウシャフト11〜14上を跨がせて配置し、これらのスクリュウシャフト11〜14を各軸線O1〜O4回りに回転させることにより、このタイヤ構成用コードWを移送する。
(もっと読む)
タイヤ構成部材の製造装置及び同製造方法
【課題】 タイヤ構成用コードの貼付に要する時間を短縮する。
【解決手段】剛性コア21の外面の子午線方向にタイヤ構成用コードCの貼付装置1を備えたタイヤ構成部材の製造装置であって、一定長に切断されたタイヤ構成用コードCの両端部を保持する上下二段に配置されたコード保持手段10A、10Bを有し、前記各コード保持手段により上下2本のコードを前記コア21の外面の子午線に沿って貼り付けるよう、前記コード保持手段10A、10Bを位置決めしつつコードの貼り付けを行う。
(もっと読む)
タイヤ部材の製造装置、及びタイヤ部材の製造方法
【課題】タイヤ部材の製造装置において、従来よりもセット位置の調整作業を簡略化する。
【解決手段】巻き出しリール26から巻き出されたスキージゴム18を、縦ガイドローラー22で捩り、その後、逆に捩じってローラー16側へ搬送して、カーカスプライ12に順次貼り付ける。貼付位置を調整する場合、縦ガイドローラー22、及びコの字ガイド20を移動する。スキージゴム18は、縦ガイドローラー22の外周面に面接触してガイドされるので、縦ガイドローラー22を矢印B方向に移動すると、その移動に対応してカーカスプライ12との貼付位置も矢印B方向に移動する。貼付位置は、縦ガイドローラー22の位置調整で支配され、巻き出しリール26の位置の影響を受けないので、貼付位置の精度を出すために従来のように巻き出しリール26の位置調整を行う必要がなく、縦ガイドローラー22の位置調整のみで貼付位置を確保でき、かつ調整作業も簡略化できる。
(もっと読む)
円筒状ゴム部材の処理方法および装置
【課題】制御が簡単でありながら、構造簡単、小型で安価に製作する。
【解決手段】円筒状ゴム部材15を搬送手段16に支持された把持部材内に遊嵌した後、成形ドラム14を拡径することにより、円筒状ゴム部材15を把持部材の内周に押付け圧着し、その後、成形ドラム14を縮径することで、円筒状ゴム部材15を把持部材に移載するようにしたが、既存の成形ドラムは拡縮径可能であるため、この成形ドラムの拡縮機能を用いるだけで、円筒状ゴム部材15を成形ドラム14から把持部材に移載することができる。
(もっと読む)
帯状材料の供給装置
【課題】帯状材料の供給を停止させることがなく、しかも複雑な制御を要することなく装置の省スペース化を図ることのできる帯状材料の供給装置を提供する。
【解決手段】材料ロールRは支持機構10に回転可能に支持され、巻掛ローラ20を回転させることにより、巻掛ローラ20に巻掛けられた帯状材料Bが成形装置100に供給されることから、巻掛ローラ20の回転によって帯状材料Bが引っ張られて材料ロールRが回転し、材料ロールRから帯状材料Bが引き出される。また、巻掛ローラ20の回転分だけ成形装置100側に帯状材料Bが送り出されるので、成形装置100の要求に応じて巻掛ローラ20の回転速度や回転時間を制御するだけで、成形装置100の要求に応じた量及び速度の供給を行うことができ、巻掛ローラ20を通過した後の帯状材料Bにストック機構101において大きな弛みを設ける必要がない。
(もっと読む)
タイヤ用ビードコアの成形装置
【課題】ビードワイヤに常に均一な癖付けを行うことのできるタイヤ用ビードコアの成形装置を提供する。
【解決手段】成形ドラム10側に送られるビードワイヤ1を癖付けローラ12によって成形ドラム10の径方向内側に曲がるように癖付けをするようにしたので、成形されたビードコア2にビードワイヤ1が直線状に戻ろうとする力が残ることがなく、タイヤ径方向内側への締付力を低下させることのないビードコア2を製造することができる。この場合、癖付けローラ12のローラ部12aに巻き掛けられたビードワイヤ1に一対の補助ローラ13を圧接させるようにしたので、ビードワイヤ1の張力や送り速度が変動しても、各補助ローラ13の圧接によりビードワイヤ1を一定の力で癖付けローラ12に押し付けることができ、ビードワイヤ1に常に均一な癖付けを行うことができる。
(もっと読む)
円筒状ゴム部材の処理方法および装置
【課題】製作費を安価としながら、補強コードの乱れを生じることなく円筒状ゴム部材29をビード64に移載する
【解決手段】円筒状ゴム部材29をビード64により外側から把持した後、成形ドラム14を縮径して円筒状ゴム部材29を成形ドラム14からビード64に移載する際、成形ドラム14を軸線回りに微小角度だけ回転させるようにしたので、周方向せん断力により密着の弱い部位から円筒状ゴム部材29が成形ドラム14から引き剥がされ、その後、前記剥離が成形ドラム14の回転に従って周囲に伝播して全体が成形ドラム14から容易に引き剥がされ、成形ドラム14からの円筒状ゴム部材29の剥離性が向上する。
(もっと読む)
円筒状ゴム部材の把持方法および装置
【課題】構造が簡単、小型で安価でありながら、外周に小さな凹凸が存在したり、軸方向長が短い円筒状ゴム部材17でも確実に外側から把持する。
【解決手段】円筒状ゴム部材17を全体として環状を呈する把持部材47によって外側から把持させるが、このとき、該把持部材47(把持セグメント46)の内周は鏡面となっているため、円筒状ゴム部材17の外周に小さな凹凸が存在していたり、あるいは、把持部材47の一部が円筒状ゴム部材17の軸方向端から突出しても、把持部材47と円筒状ゴム部材17とが密着している面においては粘着力等が作用し、円筒状ゴム部材17は把持部材47により確実に把持される。
(もっと読む)
空気入りタイヤ製造用ベルトサーバー
【課題】長尺部材自体に掛かっている張力を測定することにより張力測定を高い精度で行うことができる空気入りタイヤ製造用ベルトサーバーを提供することを課題とする。
【解決手段】ベルトサーバー10は、空気入りタイヤのウェーブドベルトWを成型する際に、ベルト成型用ドラム16に貼付される長尺部材Sをベルト成型用ドラム16へ供給する装置である。ベルトサーバー10は、長尺部材Sにレーザ−光Lを照射して長尺部材Sのスチールコードの波長を測定するレーザー計測器26と、測定された波長に基づいて長尺部材Sの張力を算出する制御部40とを備えている。制御部40は、算出された張力が許容範囲外となった場合には、ベルト成型用ドラム16への長尺部材Sの貼付を中断させるように制御している。
(もっと読む)
空気入りタイヤ製造用ベルトサーバー
【課題】長尺部材自体に掛かっている張力を測定することにより張力測定を高い精度で行うことができる空気入りタイヤ製造用ベルトサーバーを提供することを課題とする。
【解決手段】ベルトサーバー10は、空気入りタイヤのウェーブドベルトWを成型する際に、ベルト成型用ドラム16に貼付される長尺部材Sをベルト成型用ドラム16へ供給する装置である。ベルトサーバー10は、長尺部材Sに接触して押圧されるロードセル27を有する張力計26を備えている。張力計26は、ロードセル27が受ける押圧力に基づいて長尺部材Sの張力を算出するようになっている。
(もっと読む)
空気入りタイヤを製造する方法および装置
空気入りタイヤを製造する装置は、成形支持体(16)と、成形支持体(16)上にエラストマー材料の構成要素を組み立てるための組立てデバイス(19)とを含む。組立てデバイス(19)は、エラストマー材料の連続細長要素(21)を供給する供給ユニット(20)と、所定の方向(X)に沿って、成形支持体(16)に近接する近接端(35)に向う可動面(34)を有するコンベヤー(33)と、近接端(35)に位置する付与デバイス(30)とを含んでいる。連続細長要素(21)は、可動面(34)前方に、近接端(35)まで動き、成形支持体(16)自体に巻かれたコイルの形態で連続細長要素(21)を付与できるように、成形支持体が回転する。保持デバイス(39)は、コンベヤー(33)と連動して、付与の終わりに、成形支持体(16)が回転している間に、連続細長要素(21)が伸長されて切断されるまで、連続細長要素(21)を制動する。  (もっと読む)
(もっと読む)
タイヤ構成部材を製造するための組立体およびタイヤ構成部材を製造する方法
タイヤの少なくとも一部を製造するための組立体(1)。組立体(1)は、第1のタイヤ構成部材用の第1の組み立てドラム(4)を有する第1の組み立てユニット(3)と、第1のタイヤ構成部材とは異なる第2のタイヤ構成部材用の第2の組み立てドラム(2)を有する第2の組み立てユニット(1)とを有する。組立体は、第1の組み立てドラム(4)と第2の組み立てドラム(2)との間でタイヤ構成部材を移送する移送手段(5)をさらに有する。少なくとも一方の組み立てドラムは、この一方の組み立てドラムの回転軸が、動作位置に配置された他方の組み立てドラムの回転軸に対してずれるが平行になる動作位置に配置されることができる。  (もっと読む)
(もっと読む)
帯状部材の接合方法および装置
【課題】帯状部材の長手方向の端部どうしを段差なく、かつすき間が生じないように接合可能にする帯状部材の接合方法および装置を提供する。
【解決手段】帯状部材Rを先端部側から成形ドラム16の周面に巻付けて、成形ドラム16の周面に巻付いている先端部に向けて後端部を挟持手段7により挟持して移動させ、この後端部を挟持手段7により挟持したまま、後端部の挟持位置の後方側を押圧部9により押圧して先端部と接合する。
(もっと読む)
81 - 100 / 131
[ Back to top ]