
Fターム[4F212VP28]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | タイヤ成形に特有の装置、部品 (1,524) | 移送装置、案内装置 (196)
Fターム[4F212VP28]の下位に属するFターム
Fターム[4F212VP28]に分類される特許
101 - 120 / 131
シート状部材の保管装置

【課題】複数段に亘って積み重ねられたトレイ群の上段側のトレイの最下段のトレイに対する水平方向の位置ずれを防止することのできるシート状部材の保管装置を提供する。
【解決手段】1トレイ群G1の最下段のトレイTは第2トレイ群G2の最下段に移動可能であり、第2トレイ群G2の最上段のトレイTは第1トレイ群G1の最上段に移動可能である。また、各ガイド部材81,82,83,84は各トレイ群G1,G2のトレイTを各トレイ群G1,G2の並設方向に位置決めする。さらに、各第1当接部材31bは第1トレイ群G1の下から2段目乃至5段目のトレイTをその長さ方向に位置決めし、各第2当接部材32bは第2トレイ群G2の最下段乃至下から4段目のトレイTをその長さ方向に位置決めする。
(もっと読む)
シート状部材の成形方法及びその装置

【課題】シート状部材を供給する所定の装置の状況に応じて押出し成形機等による未加硫ゴム部材の成形を停止する必要がなく、しかも製造コストの低減を図ることのできるシート状部材の成形方法及びその装置を提供する。
【解決手段】第4コンベア150がシート状部材SHを必要としているか否かを判定装置153によって判定し、第4コンベア150がシート状部材SHを必要としている場合は、第1コンベア110上で成形されたシート状部材SHが第4コンベア150に移載され、第4コンベア150がシート状部材SHを必要としていない場合は、第1コンベア110上で成形されたシート状部材SHが保管装置STの第3コンベア60に移載される。このため、第4コンベア150の状況に応じて押出し成形機100による未加硫ゴム部材URの成形を停止する必要がなく、帯状の未加硫ゴム部材URを常に均一な幅寸法に成形することができる。
(もっと読む)
タイヤを形成するための装置および方法
タイヤ形成機(1)は回転可能なドラム(2)から成り、該ドラムの表面上に材料ストライプ(7)が被着されるように設けられている。材料ストライプ(7)はコンベヤ(3)によってドラム(2)へ輸送される。進行方向に対して横方向の材料ピース(7)の移動をセンサ(9)によって検出し、位置制御装置(12)へ供給する。機器ないしは転送に起因する誤差を補償するため、ドラム(2)の領域内に少なくとも1つの第2のセンサ(16)を設け、該第2のセンサ(16)は、進行方向に対して横方向の材料ストライプ(7)の位置を検出する。この第2のセンサ(16)の出力信号は位置制御装置(12)に有効接続されており、これによって目標値が相応に補正される。  (もっと読む)
(もっと読む)
シート状部材の移載方法及びその装置
【課題】コンベアからトレイにシート状部材を短時間で移載することができ、または、トレイから巻付ドラムにシート状部材を短時間で移載することのできるシート状部材の移載方法及びその装置を提供する。
【解決手段】コンベア10の上方に設けられた無端状ベルト20にコンベア10のベルト部材BEが吸着され、無端状ベルト20によってベルト部材BEがトレイ3の上方に搬送されるとともに、磁石30の吸着が解除されることにより、コンベア10からトレイ3にベルト部材BEが移載されることから、ベルト部材BEをコンベア10によって無端状ベルト20側に搬送するだけでベルト部材BEをコンベア10からトレイ3に移載することができ、ベルト部材BEをコンベア10からトレイ3に短時間で移載することができる。
(もっと読む)
ゴム部材の製造装置、成形材料の供給方法及び供給装置
【課題】ゴム成形装置へ供給する成形材料の切替を自動化し、その稼働率やゴム部材の生産性を向上させる。
【解決手段】貯蔵部3から引き出した複数種類の紐状の成形材料2の内、ゴム成形装置へ供給する材料2はベルト11で装置へ向かって搬送して供給し、他の材料2は保持手段20でその先端部を固定して保持しておく。材料2の切替時には、切断手段30により供給中の材料2を切断して保持手段20でその端部を固定し、引出手段40の狭持手段41で次に供給する材料2の先端部を狭持し、保持手段20による固定を解除して搬送手段10上に引き出し、ベルト11を駆動して供給を再開する。
(もっと読む)
タイヤコードを取付けるばね式の取付けヘッドおよびタイヤコードの取付け方法
【課題】組立てが簡単で、動作が確実で効率的であり、連続コードを二方向でタイヤカーカスに取付ける上で有効な取付けヘッドを実現する。
【解決手段】タイヤコードを環状面に二方向で取付ける工具ヘッドは、工具ヘッドのハウジング89と、工具ヘッド組立体に連結され、工具ヘッドのハウジングの軸に沿って往復移動するノーズブロック組立体97と、ノーズブロック組立体97に連結され、環状面を横切って順方向および逆方向に動き、少なくとも1本のコードを順方向および逆方向で環状面上に位置させるコード係合部材74,76と、ノーズブロック組立体に当って、コード係合部材を順方向および逆方向で環状面に押付ける押付け部材96と、を有している。
(もっと読む)
補強コードの布設装置
【課題】向上した角度位置決め精度をもたらすタイヤ補強コード布設装置を提供する。
【解決手段】タイヤの補強コード(41)の布設装置は、タイヤのブランク(4)を受け入れるようになった回転式基準型を支持した軸線XX′を備えるモータ駆動式シャフト(10)を有する第1のフレーム(1)を有し、第1フレームは、第2のフレーム(2)に軸線ZZ′回りに回転自在に取り付けられ、軸線ZZ′は、軸線XX′との交差点を有し、赤道面(E)に属するようになっており、布設装置は、第2のフレーム(2)に対して固定された第3のフレーム(3)を有し、第3のフレーム(3)は、コード(41)をタイヤのブランク(4)により形成された受け入れ面上に直接且つコードの最終位置で布設する装置(31)を支持する。
(もっと読む)
スチールコード中継装置およびその使用方法
【課題】装置全体の大型化、複雑化等をもたらすことなく、コード貼付け手段によるスチールコードの受取りから、それのセットの完了に到るまでのサイクルタイムを十分短くして、作業能率を大きく向上させることができるスチールコード中継装置を提供する。
【解決手段】スチールコード撚線機1で形成されて定寸切断された直状のスチールコードSCを、それの両端部を把持して所定の位置にセットするコード貼付け手段6まで移送するものであり、所要の角度範囲にわたって間欠的に回動変位されるドラム3の周面上に、中心軸線と平行に延在して、上記撚線機1で形成されたスチールコードSCの入り込みを許容する複数本の条溝4を設けるとともに、ドラム3の内周側にあって、条溝内の、コード貼付け手段6への引き渡しに到るまで、それの、条溝4からの脱落を防止する磁石7を、ドラム3から独立させて固定配置し、上記条溝の長さを、定寸切断されたスチールコードSCの両端部が突出する長さとしてなる。
(もっと読む)
タイヤベルト製造マシンのストリップ位置合わせシステム
本発明は、概ねストリップをタイヤベルト製造マシンの切断ステーションで切断する前にストリップの位置合わせを行うための位置合わせ組立体を提供する。位置合わせ組立体は、軸線を画定するガイドと、ガイドの隣にあるストリップを支持するよう設けられた表面と、少なくとも一つのガイドを表面に向かって移動させ、ストリップの縁部をガイドと接触させ、これによってストリップをガイドの軸線と位置合わせするよう設けられたアクチュエータと、を備えている。 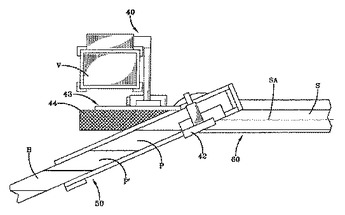 (もっと読む)
(もっと読む)
円環状体への線材供給装置及び線材供給方法
【課題】 円環状体への線材供給効率を向上させる。
【解決手段】
本発明では、線材搬送装置14を円環状体54の軸線方向一方側(X1側)に移動させると共に円環状体54を回転駆動装置16によって一方向側(R1側)に回転させることにより円環状体54の外周面54Aに定長ベルトコード58Aを配置させた後に、線材搬送装置14及び回転駆動装置16の復路動作を利用して、線材搬送装置14を円環状体54の軸線方向他方側(X2側)に移動させると共に円環状体54を回転駆動装置16によって他方向側(R2側)に回転させることにより、円環状体54の外周面54Aに定長ベルトコード58Bを配置させている。従って、第一の定長ベルトコード58Aを円環状体54に配置してから元の位置に復帰するまでの線材搬送装置14及び回転駆動装置16の復路の動作が第二の定長ベルトコード58Bの配置に利用されて無駄とならない。
(もっと読む)
樹脂フィルムの送給方法およびそれに用いる装置
【課題】 たとえば10〜500μmの厚みを有する樹脂フィルムを、それが気密性を有するものであると否との別なく、しわ、めくれ等の形態不良を発生させることなく、所定の作業手段、保管手段等への精度良く安定的に供給できる樹脂フィルムの送給方法を提供する。
【解決手段】 シート13で裏打された長尺の樹脂フィルム12を平坦姿勢で搬送しつつ、その樹脂フィルム12の表面に、定寸切断された未加硫ゴムシート14をそれの先端側から漸次に積層させるとともに、この積層を終えた部分での、樹脂フィルム12からの裏打シート13の除去および、その積層を完了した後の樹脂フィルム12の定寸切断のそれぞれを順次に行い、次いで、その樹脂フィルム12を成型ロール7に供給する。
(もっと読む)
タイヤ補強材の歪みを調整する方法
本発明は、特に、円周方向補強材を有するタイヤの製造方法に関し、この方法は、ワイヤ(2)を巻型(1)に巻き付けるステップを有し、ワイヤの歪みが、巻回プロセス中にモニタされ、歪みのモニタは、ばね(7)の作用を受ける補償ループ(5)の長さによって行われる。  (もっと読む)
(もっと読む)
タイヤを組み立てて加硫する改良型機械
【課題】最善の生産性条件において大型の又は複雑なタイヤの製造を可能にする。
【解決手段】基準面としての少なくとも1つのコア(N)を用いてタイヤ(P)を製造する本発明の機械は水平方向XX′に差し向けられた第1ラインのステーション及び水平方向YY′に差し向けられた第2ラインのステーションを有する。第1ラインのステーションは、コア(N)を掴んで水平軸線rr′回りに回転駆動させる対向して配置可能な手段(121,131 )を有する第1及び第2ステーション(120,130 )を含む。方向XX′に動くことができ、コアの軸線rr′を軸線XX′に沿って並進させると共に軸線yy′回りに180°回転させることによりステーション(120,130 )内でコアをステーション間で移送できる方向転換装置(110 )が設けられている。
(もっと読む)
車両用空気入りタイヤの製造法
本発明は、車両用空気入りタイヤの周囲に延在するカーカスと、車両用空気入りタイヤの全周にわたってカーカスの半径方向の外側に延在すると共に少なくとも車両用空気入りタイヤの幅にわたって軸方向に広がるベルトと、ベルトの半径方向の外側において車両用空気入りタイヤの周囲に延在するバンドとを有する車両用空気入りタイヤの製造法であり、ベルトは1層または数層のベルト層から構成され、このベルト層は、タイヤの周囲方向において対角線状に埋め込まれ、かつ、ゴムまたはプラスチック材料の中に平行に埋め込まれる強固な支持材を有する車両用空気入りタイヤの製造法に関する。この製造法においては、バンドを生成するために、1本または数本の平行な強固な支持材を、組立体に組み付けられる外部ベルト位置の回りにスクリューまたは渦巻き形状に巻き付け、この巻き付けを、本質的に、ベルトの外部ベルト位置に対して半径方向にある回転可能な回転対称の組立体の上に組み付けられる円周方向に向けられる組立体の軸方向において行う。本発明は、繊維状の強固な支持材および/または帯状体様の帯材から構成されるバンド帯材形成材料を、少なくとも4つの供給装置を有する1本または数本の平行な強固な支持材によって組立体に導き、さらに、この少なくとも4つの供給装置は、ベルトの上に、ベルトを周回するように、らせん状または渦巻状に巻き付けるために、組立体に対するその相対位置に関して調整することが可能であり、その調整を、組立体の制御された回転と、組立体および供給装置の間の相対位置の制御された軸方向調整とによって行うことを特徴とする。  (もっと読む)
(もっと読む)
線材供給装置および線材の供給方法
【課題】 線材送出手段から軸周りに回転しながら送出される線材の軸周りの回転を許容しながら線材の送出先端部を線材送出方向へ位置決めすることを可能にする。
【解決手段】 コード供給装置80には、コード製造ライン10から軸周りに回転しながら送出されるコード20Aの送出先端部を保持した状態で線材送出方向(X方向)に移動する先端保持部82が設けられている。この先端保持部82は、コード製造ライン10から軸周りに回転しながら送出されるコード20Aの送出先端部と同軸上に配置された磁気吸着手段Mを有し、この磁気吸着手段Mでコード20Aの送出先端部を吸着することによりコード20Aの軸周りの回転を許容しながらコード20Aの送出先端部を保持可能に構成されている。
(もっと読む)
タイヤ用帯状部材の搬送装置及び接合装置
【課題】 帯状部材の切断シートを順次作成すると共に、先行する切断シートと後続の切断シートとの重畳部の長さを一定に調整しながら接合するときに、可動部のない簡単な構造のガイド部材の使用を可能にする。
【解決手段】 帯状部材2の左側面はガイド部材62内の磁力発生手段63により、ガイド面65に吸着され、ガイド面65に接触した状態で、コンベアベルト13上に図示されていない引出手段により一定量引出される。引出された帯状部材2はカッター26により、コンベアベルト13の側縁に沿って切断された後に、その後端がガイド面65を含む面に対して一定の距離の線L2になるようにコンベアベルト13で移動される。後続の帯状部材2は一定量引出され、その左縁部がガイド面65を含む面とコンベアベルト13との交差線L1に配置され、先行する帯状部材の後端部に一定量重ねて接合される。
(もっと読む)
タイヤ成形機におけるビードクランプ方法及びその装置
【課題】グリーンタイヤのシェーピング時の形状コントロールを容易に行うことが出来ると共に、比較的簡便な方法でビードをクランプし、タイヤサイズの段取り替えも容易に行うことが出来るタイヤ成形機におけるビードクランプ方法及びその装置を提供する。
【解決手段】一対の移動可能な固定リング1a,1bの外側には、図2に示すように、ビード部2a,2bの外側から固定する移動可能な一対の押えリング4a,4bと、この押えリング4a,4bを押さえ位置Xまで移動させるシリンダー等の移送装置5とが設置してあり、この移送装置5は、押えリング4a,4bを固定した後、待機位置まで移動可能に構成されている。一対の押えリング4a,4bと移送装置5とは、マグネット等の連結手段6を介して接続、分離可能に構成し、押えリング4a,4bには、クランプリング等のクランプ手段7を設けると共に、移送装置5にはクランプ手段7の駆動手段8が設けてある。
(もっと読む)
ダウンプライの貼付方法とその装置
【課題】 ダウンプライ貼付け時のエアー包み込み量を最小限にして、部材端部のエアー残りと性状悪化とを防止する。
【解決手段】 成型ドラム50に隣接して上記成型ドラム50と同軸に配置される、上記成型ドラム50よりも径の小さなダウンプライ巻付ドラム11の表面に配設されたブラダー12の表面にダウンプライ52を裏返しに巻付けた後、上記ブラダー12を管状部材14内部で膨張させ、しかる後に、スライド機構15により、上記管状部材14を上記成型ドラム50の軸方向にスライドさせながら、上記成型ドラム50上に予め巻付けられたタイヤ部材51に転写して貼付けるようにすることにより、巻付け時におけるエアーの包み込みを最小限にした。
(もっと読む)
帯状ゴム部材の巻取り保管装置における高剛性ライナーのガイド方法及びそのガイド装置
【課題】小型軽量で、搬送台車の省スペース及びコストダウンを図ることが出来、更に巻取って保管する帯状の帯状ゴム部材を効率良く冷却保管することが出来る高剛性ライナーのガイド方法及びそのガイド装置を提供する。
【解決手段】ガイド装置10は、帯状ライナーRの巻出し及び巻取りを行う際、保管用ドラム5A側のライナーRa及び巻取り用ドラム4A側のライナーRbの両側面において、巻取り用ドラム4Aと、保管用ドラム5Aの軸芯X−Xを通るように放射状に配設した少なくとも一本以上のガイドローラ7A,7Bにより構成され、この実施形態では、巻取り用ドラム4Aの片面には2本、保管用ドラム5A側の片面には3本配設し、帯状ライナーRの巻出し及び巻取りを行う際にライナーエッジをガイドする。
(もっと読む)
シート状部材の成形方法及びその装置
【課題】タイヤサイズに応じた大きな幅寸法の帯状の未加硫ゴム部材を用いる必要がなく、しかもタイヤのユニフォーミティを向上することのできるシート状部材の成形方法及びその装置を提供する。
【解決手段】所定の幅寸法を有する帯状の第1未加硫ゴム部材R1を所定の長さ寸法に切断してなる2枚の第1シート状部材W1をトレイ30上において互いに幅方向に並べるとともに、1枚目の第1シート状部材W1の幅方向他端部と2枚目の第1シート状部材W1の幅方向一端部とを互いに貼り合わせることにより、タイヤの幅方向及び周長方向のサイズに応じた寸法の1枚のシート状部材を成形するようにしたので、タイヤの幅方向または周長方向のサイズに応じた大きな幅寸法の帯状の未加硫ゴム部材や、その未加硫ゴム部材を切断するための大きな切断装置が不要となり、製造ラインの省スペース化を図ることができる。
(もっと読む)
101 - 120 / 131
[ Back to top ]