
Fターム[4F212VP28]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | タイヤ成形に特有の装置、部品 (1,524) | 移送装置、案内装置 (196)
Fターム[4F212VP28]の下位に属するFターム
Fターム[4F212VP28]に分類される特許
61 - 80 / 131
ビード部矯正装置への加硫タイヤの取付方法及びその装置

【課題】複数の加硫タイヤを短時間でビード部矯正装置に取付けることのできるビード部矯正装置への加硫タイヤの取付方法及びその装置を提供する。
【解決手段】各整列保持部材32に互いに軸方向に並ぶように保持されている複数本の加硫タイヤTのビード部の内周面側に上側保持部材110及び下側保持部材120を配置するとともに、各整列保持部材32から上側保持部材110に加硫タイヤTを移載することにより、複数本の加硫タイヤTが一度にビード部矯正装置に取付けられる。従って、複数本の加硫タイヤTを短時間でビード部矯正装置100に取付けることができる。
(もっと読む)
タイヤ製造装置及びタイヤ製造方法

【課題】未加硫タイヤを成形する際に、ジョイント部を有するタイヤ構成部材を、被成形体に3重の重なりを防止して高い精度で巻き付ける。
【解決手段】検出手段60がタイヤ構成部材Gの切断位置近傍にジョイント部を検出したときには、ジョイント部を外してタイヤ構成部材Gを所定長さよりも短い長さに切断する。タイヤ構成部材Gの巻き付け先端部と後端部を先端保持貼付手段40と後端保持貼付手段50により保持し、両保持貼付手段40、50を離間させてタイヤ構成部材Gを所定長さに伸長させ、両保持貼付手段40、50を被成形体H側へ移動させる。タイヤ構成部材Gの先端部を被成形体Hに貼り付け、支持体2を回転させてタイヤ構成部材Gを被成形体Hに巻き付け、巻き付けに合わせて後端保持貼付手段50を被成形体H側に移動させ、タイヤ構成部材Gの後端部を先端部に接合する。
(もっと読む)
更生タイヤの製造方法及びその装置
【課題】台タイヤの外周長よりも長目に切断された帯状のプレキュアトレッドを用いても、ユニフォーミティが低下することがない更生タイヤの製造方法及びその装置を提供する。
【解決手段】台タイヤの外周長よりも長目に切断された帯状のプレキュアトレッド6を内側からスペーサー3により保持し、そのスペーサー3を取り外しつつプレキュアトレッド6を台タイヤ1の外周面に圧着する。
(もっと読む)
タイヤ生産管理システム
【課題】タイヤ構成部品もしくはグリーンタイヤの運搬状況を適切に把握して、タイヤの生産管理を更に効率良く行うことのできるタイヤ生産管理システムを提供する。
【解決手段】タイヤ構成部材トレッド部材22を搭載する部材運搬台車1a〜1cを牽引車2aに連結して牽引するとともに、上記牽引車2aの通過する搬送路7Aに、生産管理用のコンピュータ10の台車位置管理サーバ12に接続される3局の無線LANアクセスポイント70a〜70cを備え台車位置検出手段70が設置された複数の通過ポイントPA1,PA2を設けて、上記台車位置検出手段70により上記牽引車2aの位置を検出し、その検出結果である牽引車2aの位置と通過時刻とを生産管理用のコンピュータ10の台車位置管理サーバ12に送るようにした。
(もっと読む)
車両車輪用タイヤの製造方法及び装置
車両車輪用タイヤの製造におけるカーカス構造の組立ては、成形支持体(150)上に置かれたカーカスプライ(2)の各端縁部(2a、2b)に、少なくとも1つのそれぞれの補強要素(5a、5b)を配置することにより得られる少なくとも1つのそれぞれの環状補強構造(Ia、Ib)を連係させるステップを含む。前記少なくとも1つのそれぞれの補強要素(5a、5b)の配置は、連続的な補強バンド状要素(4)を切断ユニット(30)に送り込むステップと、連続的な補強バンド状要素(4)から少なくとも1つの第1の補強要素(5a)を定寸に切断するステップと、第1の補強要素(5a)を切断ユニット(30)からカーカスプライの第1の端縁部(2a)に向かって動かすステップと、第1の補強要素(5a)を前記第1の端縁部(2a)に位置決めするステップと、連続的な補強バンド状要素(4)から少なくとも1つの第2の補強要素(5b)を定寸に切断するステップと、第2の補強要素(5b)を切断ユニット(30)から、前記第1の端縁部(2a)と反対側のカーカスプライ(2)の第2の端縁部(2b)に向かって動かすステップと、第2の補強要素(5b)を前記他方の端縁部(2b)に位置決めするステップとを含む。 (もっと読む)
タイヤを組み立てる方法および装置
それぞれの構築ライン(10、13)に沿って製造されたカーカススリーブ(12)および外側スリーブ(15)は、組立ステーション(16)において相互に結合される。外側スリーブ(15)を担持した補助ドラム(14)およびカーカススリーブ(12)を担持した構築ドラム(11)に選択的に連結できる係合装置(31)が、組立ステーション(16)に組み込まれる。把持ユニット(32)は、係合装置(31)に連結された補助ドラム(14)から外側スリーブ(15)を取り出して、外側スリーブを、補助ドラム(14)の代わりに係合装置(31)に連結された構築ドラム(11)に担持されたカーカススリーブ(12)に対して半径方向外側位置に配置する。構築ドラム(11)に動作可能に連結できる成形装置(38)は、カーカススリーブ(12)を半径方向に拡張させて、カーカススリーブ(12)が、把持ユニット(32)に保持された外側スリーブに結合するのを可能にする。 (もっと読む)
金属補強要素を含むプライの移送ベルト
本発明は、補強プライ(41、42)を移送する移送装置であって、補強プライが平行四辺形の全体形状を有すると共に補強プライの長手方向と90°未満の所与の角度bをなす強磁性の補強細線を含み、移送装置が所与の距離lにわたって垂直方向に隣接すると共に僅かな値の所与の距離lだけ互いに離隔した少なくとも2本の移送ベルト(1、2)を有し、移送ベルトの各々が台形の形をした磁化領域(13、23)を有し、磁化領域の底辺部が移送ベルトの長手方向に平行であり且つ補強プライを移送ベルトの可動面に押し付けるようになっていることを特徴とする移送装置に関する。 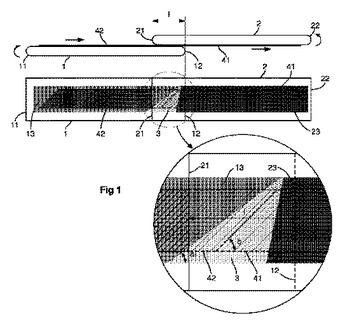 (もっと読む)
(もっと読む)
未加硫タイヤ搬送装置
【課題】未加硫タイヤの変形を防止する未加硫タイヤ搬送装置を提供する。
【解決手段】未加硫タイヤ10を未加硫タイヤ10の中心軸が水平となるように未加硫タイヤ10を基台2に載置した縦置き状態で搬送する未加硫タイヤ搬送装置1において、縦置き状態での未加硫タイヤ10の中心軸を中心として未加硫タイヤの左右に開口した左右の円孔15に、縦置き状態の未加硫タイヤ10の左右から嵌め込まれて円孔15の孔縁22に接触するタイヤ支持部25を有した左右一対のタイヤ支持体3を備え、当該タイヤ支持体3が、縦置き状態の未加硫タイヤ10の中心軸に沿った方向に往復移動可能なように基台2に取付けられたことを特徴とする。
(もっと読む)
搬送装置
【課題】成形されたタイヤ中間体の搬送においてタイヤ中間体を変形させないように搬送する搬送装置を提供する。
【解決手段】成形ドラム50の外周面に巻付けて成形されるタイヤ中間体Tを成形ドラム50より引き離し搬送する搬送装置であって、
成形ドラム50の外周面50aに位置され、タイヤ中間体Tを成形ドラム50とともに巻付ける内側磁性部75と、巻付け後のタイヤ中間体Tの表面側で、かつ、上記内側磁性部75に対向するように位置される外側磁性部80とからなり、成形後のタイヤ中間体Tを挟持する磁性挟持体を備え、
当該磁性挟持体を保持して、成形ドラム50の軸方向に牽引して引き離す牽引手段17を備えることを特徴とする搬送装置。
(もっと読む)
タイヤビードとそれに用いられるスペーサとを移送および配置する方法および装置
タイヤ用ビード(12)を移送および配置するための方法であって、−複数のビードが垂直に積み重ねられ、それらの間にスペーサ(13)が置かれるビード格納ユニットと、ビード格納ユニットの近傍に置かれている空のスペーサ用の収集ユニット(15)と、−ビードを受けるためのタイヤ組立機(17)と、−ビードを持ち上げ保持するビード保持手段(33)であって、周方向に等しい角距離で配置され、半径方向に押し出されまたは引っ込められる係合顎(33)を備えたビード保持手段(33)と、−スペーサ(13)を持ち上げ保持するスペーサ保持手段(34)と、を用意し、ビード保持手段(33)およびスペーサ保持手段を共通の移送手段(23)上に配置する方法。スペーサ保持手段には、等しい角距離で周方向に配置されている少なくとも2つのスペーサ係合顎(38)が設けられ、このスペーサ係合顎は半径方向に押し出されまたは引っ込められる。  (もっと読む)
(もっと読む)
塗布装置及び塗布方法
【課題】塗布対象物の移動や搬送装置の停止等を必要とせず、円筒物体に対して効率的に物質を塗布する塗布装置を提供する。
【解決手段】搬送手段であるコンベアの途中に配置した回転昇降機構1の備えるリム体が上下に可動することで搬送中のタイヤTを搬送手段から離脱させ、タイヤTの内周部を支持しながら上昇し、所定の高さに到達したときに、回転部のリム体はタイヤTとともに回転を開始し、塗布ロボット51によってトレッド部はもとより、ショルダー部、サイドウォール部に至るまで外面の全てに塗布物を塗布し、塗布が終了したタイヤTは、リム体の回転停止とともに下降し、タイヤTはリム体から離脱し、コンベア上に再び戻り搬送される。
(もっと読む)
コード補強体製造装置及び方法
【課題】補強対象部に配設されるコード補強体の製造精度を向上させることができるコード補強体製造装置及び方法を提供する。
【解決手段】コードCをインデックスロータ18の周面18Aに供給し、複数の磁石19でコードCを直線状に保持する。インデックスロータ18を軸線回りに回転させ、直線状に保持されたコードCが円盤12との対向位置まで移動された際に、インデックスロータ18の周面18Aの内外へ出没可能なコード把持部62及びハンマー64により、コードCをインデックスロータ18の周面18Aから円盤12へ押し出させ圧着させる。その際、周面18AのコードCをコード把持部62で挟持して直線状態を維持しながら盤面12Aまで移動させて圧着させるので、盤面12Aには直線状のコードCからなるコード補強体が得られる。
(もっと読む)
空気入りタイヤ製造用ベルトサーバー
【課題】長尺部材自体に掛かっている張力を測定することにより張力測定を高い精度で行うことができる空気入りタイヤ製造用ベルトサーバーを提供することを課題とする。
【解決手段】ベルトサーバー10は、空気入りタイヤのウェーブドベルトWを成型する際に、ベルト成型用ドラム16に貼付される長尺部材Sをベルト成型用ドラム16へ供給する装置である。ベルトサーバー10は長尺部材Sのスチールコードの波長を測定するレーザー計測器26を有する。このレーザー計測器26は、ベルト成型用ドラム16に貼り付けられた直後の長尺部材部分SAにレーザー光Lを照射する。また、ベルトサーバー10は、レーザー計測器26で測定された波長に基づいて長尺部材Sの張力を算出する制御部40を備えている。制御部40は、算出された張力が許容範囲外となった場合には、ベルト成型用ドラム16への長尺部材Sの貼付を中断させるように制御している。
(もっと読む)
組み立てドラムおよび移送装置を使用してグリーンタイヤを製造する方法
組み立てドラム(1)および移送装置(2)を使用してグリーンタイヤを製造する方法。この方法では、組み立てドラム上にタイヤ構成部材(13)を配置する。この方法の一ステップでは、移送装置を組み立てドラムの周辺に配置する。この方法は、グリーンタイヤの最後の製造プロセスを組み立てドラム上で実施するステップと、グリーンタイヤの外周の周辺の、外周から所定の距離離れた位置に配置することのできる突出部材(6,7,8)を備えた取り外し装置(5)がグリーンタイヤを組み立てから取り外し、突出部材をグリーンタイヤの外側に接触するように配置することができるステップと、をさらに含む。取り外しステップは、移送装置を組み立てドラムの周辺に配置するステップの間、突出部材を組み立てドラムの外周の周辺の、外周から所定の距離離れた位置に配置することをさらに含む。 (もっと読む)
ベルト材の切断供給装置および方法
【課題】ベルト材の送り出し長さに関らず、引取りコンベヤ上にベルト材を安定して円滑に送り出し、種々の所定角度で切断して引取りコンベヤ上に精度よく並置して、後工程に供給できるベルト材の切断供給装置および方法に関する。
【解決手段】保持部5の先端の受け板8aの先端面を、常に引取りコンベヤ2の長さ方向に平行にし、保持部5に載置したベルト材Bを、所定の送り出し角度bでコンベヤ2に送り出し、ベルト材Bの先端を、送り出し角度bおよび長さLに応じて位置決めした当接部11に当接させ、受け板8aを下方に首振りして下方に向けたベルト材Bの先端部を押え部12でコンベヤ2上に押えつけて、保持部5を後退させた後、ベルト材Bをコンベヤ2の長さ方向に沿って切断し、切断したベルト材Bをコンベヤ2で所定距離搬送する工程を繰り返し、順次、コンベヤ2上に切断したベルト材Bを並置する。
(もっと読む)
広幅トレッドの製造方法および装置
【課題】成型ドラムに形成されているグリーンケースの外周のトレッド形成予定空間を、カレンダーによって供給可能な帯状ゴムシートの最大幅と等しいか、またはより小さい幅の複数の領域に区分し、これらの領域に幅調節された帯状ゴムシートを巻付けて、順次埋めて行き、全体として、カレンダーによって供給可能な帯状ゴムシートの最大幅より広幅のトレッド部を形成する広幅トレッドの製造方法において、成型ドラムを移動させることなく、カレンダーから供給される帯状ゴムシートを適正な巻付け領域に供給して巻付ける、広幅トレッドの製造方法を提供する。
【解決手段】カレンダーの帯状ゴムシート送出部と、カレンダーの帯状ゴムシート送出方向とは異なる方向にある所定巻付け領域との間に、供給方向ガイド装置を設け、上記所定巻付け領域へ帯状ゴムシートを誘導して巻付けを実施する。
(もっと読む)
ドラムの上下移送装置及び上下移送方法
【課題】ドラムの上下位置を微調整してドラムとドラム軸受けとの軸心を整合させる。
【解決手段】ドラム受け部材14に載置したドラムDを、図示しない軸受の軸心を一致させるためのドラム上下移送機構30で上下移送させるドラム上下移送装置である。手動操作レバー32を回動してねじ杆34を回動させると、これに螺合したナット部材35が直線運動し、これに伴って傾斜面付きカム部材38が台車20上面を摺動する。傾斜面付きカム部材38が摺動するとその傾斜面に当接するロール16が傾斜面を転動して上下動し、ドラム受け部材14、従ってドラムDを上下動する。
(もっと読む)
ゴムストリップ搬送装置
【課題】高モジュラスのゴムストリップを移送する場合にも、昇降枠の傾きを制御し、アキュムレータ手段を安定に作動させる。
【解決手段】アキュムレータ手段8は、複数のアキュムレータ部から成り、各アキュムレータ部は、横の固定枠20に取り付く複数の上の案内ローラ6Uからなる固定ローラ群21と、横の昇降枠22に取り付く複数の下の案内ローラ6Lからなる昇降ローラ群23とを具え、かつ無端搬送テープ7が、前記上の案内ローラ6Uと下の案内ローラ6Lとの間を交互に折り返しながらジグザグ状に巻装される。前記アキュムレータ手段8に、前記無端搬送テープ7を巻回する駆動ローラ27、及び隣り合う一方のアキュムレータ部の横の昇降枠22と他方のアキュムレータ部の横の昇降枠22との高さの差を検知する検知具28を有し、該検知具28の信号により前記駆動ローラ27の制御することにより前記高さの差を調整する昇降枠高さ調整手段26を設る。
(もっと読む)
ビード・エーペックス自動アッセンブル装置およびビード・エーペックス自動アッセンブル方法
【課題】生産性を低下させることなく、容易に搬出作業の自動化を図ることができるビード・エーペックス自動アッセンブル装置および自動アッセンブル方法を提供することを課題とする。
【解決手段】ワインディング装置1と、ビード供給装置2と、ビード供給装置2の下方に設置される旋回式ストック装置3と、旋回式ストック装置3の搬出側に設置される搬出装置6を備え、前記旋回式ストック装置3は、立設された回転軸33と、回転軸33を中心として間欠的に旋回する吊下げバー31および吊下げバー31の先端に起倒自在に作動するガイドアーム32を有し、ガイドアーム32の先端の高さを高くしてビード・エーペックスBEおよびスペーサーSを受取り、先端の高さを低くすることにより、ビード供給装置2により搬送されるビードBおよびスペーサーSとガイドアーム32との接触を回避する構成とする。
(もっと読む)
タイヤ用プライの製造方法、及び製造装置
【課題】テープ片の側縁部間を順次重ね合わせながらタイヤサイズに応じた1本分のプライを、製造するタイヤ用プライの製造方法、及び製造方法の提供。
【解決手段】粘着ベルトコンベヤ7を用い、受け渡し位置P1まで長さ方向に搬送されるテープ片4の側縁部同士を重ね合わせて順次接合し、粘着ベルトコンベヤ7は、受け渡し位置P1の上方を通って移送方向Fyにのび、下面で前記テープ片4を保持しうる粘着ベルト14を具え、粘着ベルト14に先に保持したテープ片を、重なり位置P2まで移送方向Fyに横移動する横移動ステップと、前記粘着ベルト14の下降、上昇により、先に保持したテープ片の側縁部を、受け渡し位置P1のテープ片の側縁部4E2上に押し付けて接合し、かつ接合したテープ片を先に保持したテープ片とともに前記粘着ベルト14に保持して受け取る接合受け取りステップとを交互に行う。
(もっと読む)
61 - 80 / 131
[ Back to top ]