
Fターム[4F212VP30]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | タイヤ成形に特有の装置、部品 (1,524) | 移送装置、案内装置 (196) | ベルトコンベア (43)
Fターム[4F212VP30]に分類される特許
1 - 20 / 43
タイヤ構成材料のセンターライン印字装置およびタイヤ構成材料の成形方法
【課題】タイヤ構成材料の両端部にカバリングシートを貼付する場合でも、貼付ドラムへの貼付時のオフセンターを抑制できるタイヤ構成材料のセンターライン印字装置および成形方法を提供する。
【解決手段】タイヤ構成材料の搬送手段と、タイヤ構成材料のセンター位置に非接触でセンターラインを印字する印字機と、タイヤ構成材料のセンター位置を印字機の印字位置に一致させるセンタリング機構を備え、印字機がカバリングシート貼付装置の上流側に配設されたタイヤ構成材料のセンターライン印字装置。また、タイヤ構成材料のセンタリング工程と、タイヤ構成材料のセンター位置に非接触でセンターラインを印字する印字工程と、カバリングシート貼付工程と、カバリングシートが貼り付けられたタイヤ構成材料のセンターラインと貼付ドラムのセンターとを一致させてタイヤ構成材料を貼付ドラムに貼り付ける成形工程とを備えたタイヤ構成材料の成形方法。
(もっと読む)
タイヤ構成部材の成型方法及び成型装置

【課題】タイヤ構成部材の成型を精度高く行うことである。
【解決手段】
回転する成型ドラム20に帯状材料15を巻き付け、巻き付けた帯状材料15の端部同士を接合してタイヤ構成部材を成型する成型方法であって、帯状材料15をコンベアベルト30で成型ドラム20に向けて搬送する搬送工程と、コンベアベルト30を成型ドラム20に接近させて帯状材料15を成型ドラム20に巻き付ける第1の巻き付け工程と、成型ドラム20上で所定量帯状材料15を巻き付けたとき、コンベアベルト30を成型ドラム20から離隔させ、空けた領域で帯状材料15を切断する切断工程と、切断した帯状材料15を保持して成型ドラム20に移送して巻き付ける第2の巻き付け工程と、を有する。
(もっと読む)
ゴムストリップの貼付装置
【課題】ゴムストリップを、蛇行を招くことなく精度良くかつ安定してドラムまで搬送しかつドラムに巻き付ける。
【解決手段】未加硫のゴムストリップを、ドラムに搬送して貼り付ける搬送コンベヤを有する。前記搬送コンベヤは、下コンベヤ部の搬送ベルトと、上コンベヤ部の押付けベルトとの間でゴムストリップを挟んで搬送する。搬送方向最前方側に配される上案内ローラは、一端部が枢支点P1で枢支され搬送方向に傾動自在な傾動アームの他端部に設ける枢着点P2で回転自在に枢着される。前記傾動アームは、前記押付けベルトの張力によって付勢され、前記最前方側の上案内ローラを、押付けベルトを介して搬送ベルトの搬送面に向かって押し付ける。
(もっと読む)
ゴムストリップの切断装置および切断方法
【課題】鋭利な切断刃を用いなくても、ゴムストリップを切断することができる。
【解決手段】ストリップワインド工法により形成される帯状のゴムストリップを搬送コンベアにより搬送しながら、切断刃を用いて切断するゴムストリップの切断装置であって、切断刃を回転軸の周りに螺旋方向に設け、切断刃の刃先を非鋭利に形成し、回転軸をゴムストリップの搬送方向と直交する方向に配置し、ゴムストリップの搬送速度に合わせ、回転軸をゴムストリップの搬送方向と同方向に回転させることにより、ゴムストリップを幅方向に対して傾斜する方向に切断するように構成されていることを特徴とする。
(もっと読む)
ベルトプライの形成方法
【課題】タイヤの走行性能に影響を与えることなく、かつ周方向の剛性不均一を最小限にとどめてユニフォミティーを向上しうるベルトプライを提供する。
【解決手段】タイヤコードの配列体を埋設した巾狭帯状のコード入りテープを、長さ方向に対して角度θで順次切断することにより、平行四辺形状のテープ切断片を形成する。このテープ切断片を、切断方向と等しい移送方向に一定の移送ピッチ長さPで間欠送りする整列コンベヤ上に順次移し替えすることにより、テープ切断片を側縁間に間隔を有して整列させる。前記整列コンベヤの移送方向前端側に配されるコンベヤ部の搬送面を成形ドラムの外周面に押し付けつつ成形ドラムと同速度で前記コンベヤ部を運転することにより、コンベヤ部上のテープ切断片整列体を成形ドラムの外周面に転写して貼り付ける。
(もっと読む)
タイヤ構成部材の供給装置および未加硫タイヤの製造方法
【課題】タイヤ構成部材を効率よく掛け替えることができ、製造効率を向上させるができるタイヤ構成部材の供給装置および未加硫タイヤの製造方法を提供する。
【解決手段】タイヤ構成部材Wを前方Aに繰り出す第1繰り出し装置11と、第1繰り出し装置からのタイヤ構成部材Wを前方に移送する移送コンベヤ13と、タイヤ構成部材Wを前方に繰り出す第2繰り出し装置17と、第2繰り出し装置からのタイヤ構成部材Wを前方に送出可能な送出コンベヤ18と、を備え、移送コンベヤ13は、成形ドラム側の前側部分20と、第1繰り出し装置側の後側部分21と、に分割されて構成され、前側部分20は送出コンベヤより前方に配設されるとともに、後側部分は、送出コンベヤ18の前端と、前側部分の後端と、の間Bに対して進退可能に配設されている。
(もっと読む)
帯状部材の貼付け装置および貼付け方法
【課題】未加硫帯状部材の貼付け精度を十分高く維持しつつ、未加硫帯状部材をより高速で成型ドラムに貼着させることができる帯状部材の貼付け装置を提供する。
【解決手段】定寸切断されて搬送面上に位置決め配置された未加硫帯状部材Wを搬送するコンベアベルト2と、コンベアベルト2それ自体をストロークさせるコンベアベルトシフト手段7,8と、回動駆動されて、コンベアベルト2上の未加硫帯状部材Wを周面上に直接的もしくは間接的に貼着される成型ドラム1とを具えてなり、前記コンベアベルト2を、成型ドラム1の下方に配設してなる。
(もっと読む)
タイヤ製造装置及びタイヤ製造方法
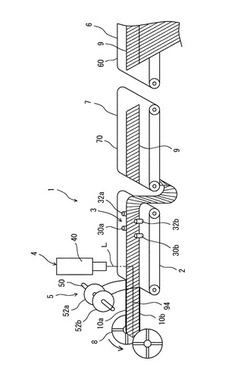
【課題】被成形体に巻き付けたタイヤ構成部材の先端と後端を高い精度で接合して、タイヤ製造の生産性を向上させる。
【解決手段】タイヤ製造装置1は、タイヤ構成部材70の先端71と後端72の形状を矯正手段20により矯正し、先端保持貼付手段40と後端保持貼付手段50により、先端71と後端72を矯正した形状で保持する。保持した先端71を被成形体Hに貼り付け、被成形体Hを回転させて、タイヤ構成部材70を被成形体Hに一周巻き付ける。タイヤ構成部材70の巻き付けに合わせて、保持した後端72を被成形体Hまで移動させて被成形体Hに貼り付け、タイヤ構成部材70の先端71と後端72を接合して未加硫タイヤを成形する。
(もっと読む)
帯状ゴム部材の巻付け方法および装置
【課題】帯状ゴム部材23の搬送ローラ17への巻付き等を防止することで作業能率を容易に向上させる。
【解決手段】帯状ゴム部材23を切断位置において切断した後、搬送コンベア16上に残され該搬送コンベア16の後端より後方まで延びる残余部55を搬送コンベア16により後方に搬送してその後端から落下させ回収するようにしたので、粘着力の高い帯状ゴム部材23が搬送コンベア16の搬送ローラ17に巻き付いたり、コンベアベルト18に粘着し続ける事態を確実に防止することができ、これにより、残余部55を搬送コンベア16から取り除く作業が不要となる。
(もっと読む)
タイヤ製造装置
【課題】台タイヤの幅方向中心と円環状トレッドの幅方向中心とを一致させて、円環状トレッドを台タイヤに精度良く組み付けるタイヤの製造装置を提供する。
【解決手段】台タイヤの外周面に円環状のトレッドを組み付けるタイヤ製造装置であって、台タイヤを固定するドラムと、円環状トレッドの内周側を保持する保持手段と、保持手段をドラムの回転軸方向に沿ってドラムに対して近接又は離間させる移動手段とを備え、保持手段が当該保持手段によって保持される円環状トレッドを台タイヤに対して近接又は離間させる搬送手段を有し、搬送手段が保持手段の離間方向への移動速度と同一の搬送速度により円環状トレッドを近接方向に搬送して台タイヤの外周面に組み付けるようにした。
(もっと読む)
タイヤ製造装置
【課題】台タイヤの幅方向中心と円環状トレッドの幅方向中心とを正確に一致させ、かつ、トレッドの波打ちやトレッド端部のめくれや変形を生じさせることなく円環状トレッドを台タイヤに精度良く組み付けることができるタイヤの製造装置を提供する。
【解決手段】台タイヤの外周面に円環状のトレッドを組み付けるタイヤ製造装置であって、台タイヤを固定するドラムと、円環状トレッドの内周面を保持し、円環状トレッドの幅方向に延長する複数の保持手段と、複数の保持手段が保持する円環状トレッドの各保持手段の所定位置に対する位置ズレ量を検出する検出手段とを備え、保持手段が当該保持手段によって保持される円環状トレッドの位置を移動させる搬送手段と備え、各搬送手段が前記検出手段の検出する位置ズレ量に基づいて円環状トレッドを各保持手段の所定位置に位置させるようにした。
(もっと読む)
タイヤ構成部材の搬送装置
【課題】成形ドラム上での定寸ブレーカーのジョイント部の開きをなくして高精度でブレーカーを搬送・巻回して貼り付けることによりタイヤ性能向上させることができるタイヤ構成部材の搬送装置を提供する。
【解決手段】材料供給機から繰り出されるブレーカーを所定寸にカットし、定寸ブレーカーを成形ドラムに送り出して貼付成形するタイヤ成形機に用いられるタイヤ構成部材の搬送装置であって、前記ブレーカーおよび前記定寸ブレーカーを前記成形ドラムに搬送する搬送コンベアと、前記搬送コンベアの途中に設置されて前記ブレーカーを所定寸にカットする切断手段と、前記ブレーカーの切断端部の曲りを修正するための曲り修正手段と、前記搬送コンベア、前記切断手段および前記曲り修正手段を制御する制御手段とを備えていることを特徴とする。
(もっと読む)
ゴム含有製品ウェブの取り扱い装置及びこのウェブを巻き取るリールの製造方法
本発明は、取り扱い装置に関し、この取り扱い装置は、ストリップ(20)を運搬する無端ベルト(24)を有し、ベルトは、いわゆる基準横方向(Y)に平行なシャフト回りに回転するよう設けられた1組のローラ(R1〜R8)によって案内されると共に駆動され、ストリップ(20)を巻き取る巻き取り装置(28)を有し、リールは、運搬側部(24P)の上方に配置されると共に横方向(T)に実質的に平行なシャフト回りに回転可能に設けられ、巻き取り装置(28)に対して実質的に接線方向の運搬側部(24P)の通常の経路と巻き取り装置(28)の90°を超える扇形回りに運搬側部(24P)を巻き取る一時的経路との間で一時的にそらす手段(46)を有する。 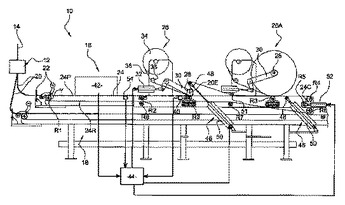 (もっと読む)
(もっと読む)
タイヤ搬送装置
【課題】タイヤ搬送における合流や分岐のためのタクト時間を短縮することができ、製造コストの上昇を招くことがないタイヤ搬送装置を提供する。
【解決手段】搬送されてきたタイヤを異なる方向に移動させるためのフリーローラーが、ベルトの外周面から突出して多数配置されているベルトコンベアを備えている。フリーローラーのローラー軸の軸方向をベルトコンベアの進行方向とほぼ同方向に設定し、タイヤを進行方向に対して直角の方向に案内するガイド体を配置して、2本の並設された上流側コンベアにより搬送されてきたタイヤを下流側コンベアに合流させる。タイヤの搬送方向と同方向の回転軸を有するフリーローラーを備えた第1のベルトコンベアと、鋭角の回転軸を有するフリーローラーを備えた第2のベルトコンベアとを並行して配置し、双方のベルトコンベアの速度を変更させることにより、上流側コンベアにより搬送されてきたタイヤの搬送を分岐させる。
(もっと読む)
帯状ゴム部材の巻付け方法および装置
【課題】フェスツーン22の前側部35における帯状ゴム部材12の長手方向伸びおよび幅方向収縮を抑制する。
【解決手段】上方に向かって走行する付与コンベア25の走行面34をフェスツーン22の前側部35に接触させることで、該前側部35に付与コンベア25から上方に向かう力を付与する。これにより、フェスツーン22の前側部35に該フェスツーン22の自重によって生じる下方に向かう張力が、前記上方に向かう力により相殺され、この結果、フェスツーン22の前側部35に生じる張力が低減されて帯状ゴム部材12の長手方向伸びおよび幅方向収縮が抑制される。
(もっと読む)
タイヤ検査システム用入力コンベヤ
【課題】タイヤを搬送するのに用いるコンベヤを具備したタイヤ検査システム、並びにタイヤ検査機にタイヤを輸送する装置及び方法を提供する。
【解決手段】タイヤ検査システムはタイヤ用心出し台およびタイヤ用検査台を有する。入力コンベヤは前記心出し台から前記検査台へタイヤを搬送するための少なくとも一つの搬送部材と、前記心出し台から前記検査台に向かってタイヤを搬送する該搬送部材を正確な距離だけ移動させる手段とを有する。
(もっと読む)
ゴムリボンの搬送装置および該搬送装置を用いた未加硫タイヤの製造方法
【課題】ゴムリボン12の搬送位置精度および作業能率を容易に向上させる。
【解決手段】回転軸Cが第1シャフト22の延在方向に延びる複数の第1ローラ24を第1シャフト22に支持させる一方、第1ローラ24と交互に位置し回転軸Dが第2支持体31の延在方向に延びる複数の第2ローラ37を第2支持体31に支持させたので、一面にゴムリボン12を保持しているライナー15の他面を第1、第2ローラ24、37の外周に交互に接触させるには、該ライナー15等を略螺旋状に走行させることで対応することができ、この結果、第1、第2ローラ24、37間におけるゴムリボン12等の変形量を減少させることができる。
(もっと読む)
空気入りタイヤの成形方法
【課題】 生タイヤ部品、特に大型の空気入りタイヤ用の生タイヤ部品を効率良く、低コストで生産することができる空気入りタイヤの成形方法を提供することを課題としている。
【解決手段】 成形ドラム10に巻き付けられた未完成生タイヤ12に、生ゴムタイヤ部材8を貼り付けて生タイヤを成形する空気入りタイヤの成形方法において、前記生ゴムタイヤ部材8を搬送装置16、17によりマイクロ電磁波加熱装置19に搬入してから、前記生ゴムタイヤ部材が軟化するに必要な時間をかけて、前記マイクロ電磁波過熱装置19により、前記生ゴムタイヤ部材11を加熱し、該マイクロ電磁波加熱装置19により軟化された前記生ゴムタイヤ部材11を前記未完成生タイヤ12に貼り付けて、生タイヤを成形する空気入りタイヤの成形方法である。
(もっと読む)
タイヤ用インナーライナー層の成形装置
【課題】リボンゴムを成形ドラムに巻付けて成る筒状のインナーライナー層を幅が周上略均一になるように成形することができ、しかも生産性の向上を図ることのできるタイヤ用インナーライナー層の成形装置を提供する。
【解決手段】リボンゴムRRが成形ドラム10に螺旋状に巻付けられている途中で、カッター80によってリボンゴムRRを成形ドラム10の軸方向と略直交する方向に切断することにより、リボンゴムRRの巻付終端及び次に成形ドラム10に巻付けられるリボンゴムRRの巻付始端を成形することから、リボンゴムRRの巻付終端における前記切断による切断面CSが成形ドラム10の周方向と一致する。
(もっと読む)
帯状ゴム部材の成形方法および装置
【課題】タイヤサイズに適応した未加硫の帯状ゴム部材を、複数枚のシート状部材を貼り合わせて成形するに際し、重量の増大を抑えつつ効率よく安定して成形できる帯状ゴム部材の成形方法および装置を提供する。
【解決手段】未加硫ゴムの長尺部材LRの幅方向両端部をトリム手段5によりトリムして所定幅Wに形成するとともに、切断手段6により所定長さLに切断して、所定長さLかつ所定幅Wのシート状部材SRを形成し、所定幅Wのデータに基づいて第1コンベヤ3とトレイ2の相対位置を制御することにより、第1コンベヤ3上のシート状部材SRおよびトレイ2上のシート状部材SRの貼り合わせ対象となる幅方向端部の位置決めをして、第1コンベヤ3上から第1コンベヤ3の搬送と同期移動するトレイ2の上にシート状部材SRを移載することにより、幅方向端部どうしを突き合わせて貼り合わせる。
(もっと読む)
1 - 20 / 43
[ Back to top ]