
Fターム[4F213AG27]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 一般形状、構造物品(用途物品優先) (1,313) | 部分(細部) (124) | 内部構造 (6)
Fターム[4F213AG27]に分類される特許
1 - 6 / 6
スリーブゴムロールおよびその製造方法
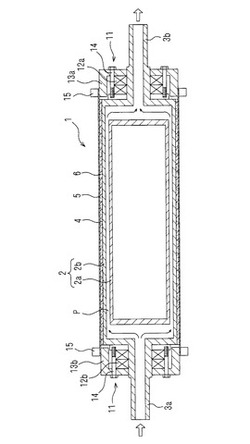
【課題】熱伝導性の良いゴムを使用することでスリーブ表面の高効率で且つ迅速な加熱・冷却が可能となり、被成型物の巻き付きを未然に防止できるようにする。
【解決手段】加熱・冷却可能な軸芯部2の表面にゴムロール4を介してスリーブ5を外嵌し、ゴムロール4内に熱伝導金属6を混入して成るスリーブゴムロール1を形成する。軸芯部2は、金属ロール内管2aと金属ロール外管2bとの間に加熱・冷却媒体流路Pを形成して成る。軸芯部2とスリーブ5との間には、当該軸芯部2に対するスリーブ5の位置ズレを元位置に自己復帰するためのテンションバネ12a,12b使用によるズレ防止装置11を備える。スリーブゴムロール1の製造に際し、熱伝導金属を混入して成るゴムロール4を形成し、ゴムロール4内に、加熱・冷却熱媒体流路Pを形成して成る軸芯部2を挿入してから、ゴムロール4に加熱膨張させたスリーブ5を外嵌する。
(もっと読む)
レーザ彫刻およびインモールド転写技術によりプラスチック製品上にレーザ彫刻パターンを形成する方法およびその製品

【課題】
レーザ彫刻およびインモールド転写技術によりプラスチック製品上にレーザ彫刻パターンを形成する方法およびその製品を提供する。
【解決手段】
まず、透明薄膜21を有する転写薄膜20を製作し、透明薄膜21の底面に1層の紫外線硬化透明ワニスを塗布して保護層22を形成した後、保護層22の下方に1層の印刷層23を塗布する工程と、射出成形金型のキャビティ中に転写薄膜20を配置し、金型のキャビティ中にプラスチックを注入してプラスチック射出成形物品10を形成し、プラスチック射出成形物品10の表面に転写薄膜20を貼り付ける工程と、保護層22が貼り付けられたプラスチック射出成形物品10の表面に紫外線を照射し、保護層22を硬化させる工程と、レーザ彫刻機が生成させるレーザビーム31により、プラスチック射出成形物品10の表面上にレーザ彫刻パターンを形成させる工程とを含む。
(もっと読む)
面状構造体及びその製造方法
【課題】面状体でありながら気体、液体等の各種流体の流通性を獲得し、必要により構造体としての強度維持や、内部空洞により発揮される流体の流通性、並びに内部空洞に封入された封入物により得られる諸機能も備えた面状構造体及びその製造方法を提供する。
【解決手段】有機高分子化合物からなるフィルム状物またはシート状物の面状体11の内部に中空管路20aを形成した面状構造体10Aであり、さらに面状体の内部に粒状空洞部を備え、併せて封入物を内包する。中空管路は長さ方向に揃うまたは分岐しており面状体の面方向に延びている。面状構造体の製造に際し、基材に事後的に溶解可能な管路予定被溶解物、必要により事後的に溶解可能な粒状被溶解物も含めて被溶解含有物とし、被溶解含有物を所定の面状成形体に成形した後、面状成形体に含まれる管路予定被溶解物を溶解する。
(もっと読む)
ホースの製造方法
【課題】製造時に、スパイラル状に編上げられた2層の補強層のうちの2層目のずれを防止し、ホースの外観不良や性能低下の無い高品質のホースを得る。
【解決手段】複数の凸部34を有する未加硫ゴムからなる内面層12を押し出し、その外周に第1の補強糸14Aを螺旋状に巻回して第1の補強層14を形成する。凸部34の第1の補強糸14Aで押されていない部分では、第1の補強層14の外側に凸部34が突出するようにする。次に、第1の補強層14の外周に第2の補強糸16Aを螺旋状に巻回して第2の補強層16を形成し、その上に未加硫ゴムを押し出して外面層18を形成する。第2の補強層16が未加硫ゴムの吐出圧力によって力を受けるが、第2の補強層16が第1の補強層14より突出した凸部34に接触しているので、第2の補強層16がずれることが阻止され、高品質のホース10が得られる。
(もっと読む)
螺旋管継手とその製造方法及びその製造装置
【課題】 内面に水膨潤材が固着形成されている筒状の螺旋管継手を対象として、多大な時間と労力を必要とせずに、螺旋管との接続作業を行うことができるものでありながら、製造段階においても、より簡素な工程と短い所要時間で製造できる螺旋管継手とその製造方法及びその製造装置を提供すること。
【解決手段】 螺旋波形管Pを連結するために用いる継手であって、全体が筒状体1で、軸方向両側の筒壁E1,E2の周方向対向位置に、径内方向に突出する突条4が、螺旋波形管Pの螺旋ピッチに沿うようにそれぞれ半ピッチ未満の長さで形成され、この突条4の突出面を含む筒状体1の内面に環状に水膨潤材2が固着形成されている構成としたこと。
(もっと読む)
補強材を備えたエレベータ設備用のフラットベルト
可塑性の材料(46a,46b)から成るフラットベルト(2)は、第一部分ベルト(2a)と第二部分ベルト(2b)で構成されている。第一部分ベルト(2a)はコードでできている連結担持体(4)により強化されている。理論的に懸念される層の剥離を回避し、ベルト材料の連結担持体(4)への接合を最適化しなければならない。第一部分ベルト(2a)は成形輪−巻付け突起部(42)を使用して溝(44)を備えており、第二部分ベルト(2b)は第一部分ベルト(2a)の溝(44)の充填部を形成している。連結担持体層(4)は完成したベルト(2)の中立した湾曲面の中心に位置決めされているのが好ましい。第一部分ベルト(2a)と第二部分ベルト(2b)は異なるエラストマー材料(46a,46b)から成っていてもよい。さらに、ベルト(2)の両表面の少なくとも一つは被覆されており、および/または縦方向プロフィールあるいは横方向プロフィールを備えている。  (もっと読む)
(もっと読む)
1 - 6 / 6
[ Back to top ]