
Fターム[4F213AM32]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 成形装置、成形操作のその他の特徴 (83) | 特有の成形不良の防止技術 (20)
Fターム[4F213AM32]の下位に属するFターム
バリ防止 (1)
ひけ防止 (2)
そり防止 (1)
ウエルドライン防止、スパイダーマーク防止(←ゲート跡、フローマーク) (2)
Fターム[4F213AM32]に分類される特許
1 - 14 / 14
樹脂被覆ロールの形成方法
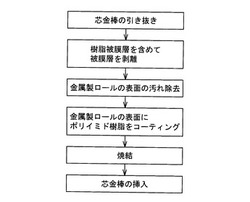
【課題】金属製ロールの表面に樹脂被膜層を備えた樹脂被覆ロールを再生する。
【解決手段】金属製ロール表面に熱硬化性樹脂からなる樹脂被膜層を備えた樹脂被覆ロールの再生方法であって、前記金属製ロールの表面に接着剤を介さずに焼結固定している樹脂被膜層を金属製ロールの表面から剥離し、ついで、残留付着物を除去して平滑面とした前記金属製ロールの表面に、接着剤を塗布しないと共に、接着樹脂剤を含まない樹脂被膜層とする樹脂のみ塗布し、ついで、焼結炉において常温から300℃以上500℃以下の加熱温度に10時間〜80時間をかけて昇温して、前記金属製ロールの表面と樹脂被膜層の間にガスを溜めずに樹脂被膜層を金属製ロールの表面に焼結して設ける。
(もっと読む)
三次元形状造形物の製造方法およびその製造装置

【課題】発生するヒュームの影響をできるだけ抑えた粉末焼結積層法を提供する。
【解決手段】(i)粉末層の所定箇所に光ビームを照射して前記所定箇所の粉末を焼結又は溶融固化させて固化層を形成する工程、および、(ii)得られた固化層の上に新たな粉末層を形成し、前記新たな粉末層の所定箇所に光ビームを照射して更なる固化層を形成する工程をチャンバー50内において繰り返して行う三次元形状造形物の製造方法であって、チャンバーに設けられた光透過窓52の下方空間領域を包囲する筒部材80を設け、その筒部材の内部にチャンバー内雰囲気とは異なる温度または種類のガス90を供給することを特徴とする三次元形状造形物の製造方法。
(もっと読む)
電子写真用ベルトの製造方法
【課題】熱可塑性樹脂を含む樹脂組成物からなる表面性および形状精度に優れた高品位なシームレス形状の電子写真用ベルトを低コストで製造する方法を提供する。
【解決手段】明細書中に定義される製造装置を用いた電子写真用ベルトの製造方法であり第1及び第2の円筒の対向する端部の間の間隙に環状ダイから熔融体を押し出し樹脂組成物を該環状ダイから該間隙まで連ならせる工程と該樹脂組成物を該対向する端部で挟持して円筒内の気体の連通を遮断する工程と該第1の円筒の内壁に筒状の層を形成する工程と該筒状の層の内面と該第2の円筒の内壁とで少なくとも形成される空間に気体を充填して該筒状の層を該第1の円筒の内壁に密着させる工程と該筒状の層の内側に密閉空間を形成する工程と該密閉空間に気体を充填して該筒状の層を第1の円筒の内壁にさらに密着させる工程と該筒状の層を固化させる工程とを有する。
(もっと読む)
シームレスベルトの製造方法及び製造装置
【課題】熱可塑性樹脂を主成分とする高品位なシームレスベルトを低コストで製造可能にする。
【解決手段】
筒状金型4と把持部材7を、互いに対向する端部同士の間に間隙20が生じるように配置する。プランジャ3による溶融体30の加圧と開口幅変化機構による吐出口2cの開口幅の縮小とを開始し、環状ダイ2の吐出口2cから間隙20へ溶融体30を吐出する。間隙20に吐出された溶融体30を筒状金型4と把持部材7との端部で挟持し、筒状金型4の内部と把持部材7の内部との間を遮断する。吐出口2cの開口幅の縮小を停止する。溶融体30を挟持した状態で筒状金型4及び把持部材7を軸方向に移動させながら、筒状金型4の内壁へ溶融体30を吐出して筒状の層1を形成する。筒状の層1と筒状金型4と把持部材7とで仕切られた内部空間50に気体を充填し筒状の層1を筒状金型4の内壁に密着させ、固化させる。
(もっと読む)
ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニット
【課題】成形されたウェハレベルレンズアレイのレンズ部に損傷を与えることなく、成形型から滑らかに剥すことができるウェハレベルレンズアレイの製造方法及び製造装置、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニットを提供する。
【解決手段】第1型と第2型で基板部1と複数のレンズ部10とを一体の成形物として成形する工程と、成形物を離型する工程と、を有し、成形物を離型する間又はその前に、第1型及び第2型のうち一方から突出部を突出させ、突出部をレンズ部10以外の基板部1のみに当接させつつ成形物を離型する側へ押圧する。
(もっと読む)
ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニット
【課題】成形されたウェハレベルレンズアレイのレンズ部に損傷を与えることなく、成形型から滑らかに剥すことができるウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニットを提供する。
【解決手段】基板部1に配列された複数のレンズ部10が形成されたウェハレベルレンズアレイの製造方法であって、第1型と第2型で基板部1と複数のレンズ部10とを一体の成形物として成形する工程と、成形物を離型する工程とを有し、成形物を離型する間又はその前に、第1型及び第2型のうち少なくとも一方を冷却する。
(もっと読む)
プラスチックレンズの製造方法およびプラスチックレンズ
【課題】複雑な工程や特殊な装置を必要とせず、光学特性に優れたプラスチックレンズを低コストで製造する方法を提供する。
【解決手段】 プラスチックレンズの製造方法は、曲面形状を有するキャビティ部1aを備えた開放型1を準備し、液状の光硬化性または熱硬化性の樹脂をキャビティ部1aに充填する工程と、b)樹脂を硬化させて曲面形状が転写された転写面を有する樹脂成形体5を形成する工程と、c)板状基材11を準備する工程と、d)光硬化性または熱硬化性の樹脂を含有する接着樹脂層15を間に介在させて板状基材11と樹脂成形体5の開放面とを張り合わせた後、接着樹脂層15を硬化させることによって板状基材11と樹脂成形体5とを一体化させてプラスチックレンズを形成する工程と、e)開放型1から、プラスチックレンズを離型する工程と、を備えている。
(もっと読む)
加飾成形体の製造方法及び加飾成形体
【課題】シート体の縁を外観上視認し難くし、見映えを良くする技術の提供。
【解決手段】シート体13に対し本体12における外形面12aの面縁と整合する折込線13cを形成するため、シート体13を本体12における外形面12aの面縁に合わせて容易に屈曲でき、シート体13の縁を本体12の外形面12aから本体12の内形面12c側に回すことができる。よって外観上はシート体13の縁を視認し難くすることができ、見映えを良い加飾成形体11を製造することができる。
(もっと読む)
光造形装置
【課題】タンク内の浮遊物を容易に検出し、造形不良の発生を低減することができるように改良された光造形装置を提供する。
【解決手段】タンク内の光硬化性樹脂の液面にレーザ光照射して、立体造形品を造形する光造形装置において、浮遊物は造形不良の原因となっており、適宜除去される必要がある。本発明にかかる光造形装置は、タンク内の光硬化性樹脂中に配置された昇降テーブルの上部にレーザ光を照射して、当該照射部分の光硬化性樹脂を硬化させ積層する造形動作を行って、所定の形状モデルを造形する光造形装置において、前記タンクは少なくとも一部が透明に構成され、前記タンクの透明部分に備えられた固形物検出手段と、前記固形物検出手段により固形物が検出されると光造形動作を停止する制御部とを備えたことを特徴とする。
(もっと読む)
サポートの形成方法、および立体造形物の製造方法
【課題】中空部を有する立体造形物を光造形法によって製作する際、立体造形物における中空部を形成する部分の変形を抑えて形成精度良く立体造形物を造形して製作することができるサポートの形成方法、および同サポートの形成方法を適用した光造形法による立体造形物の製造方法を提供する。
【解決手段】立体造形物を構成する中空部を有するリング体Rは、リング体Rの内側にサポートSを備えている。サポート部Sは、立体造形物を構成するリング体Rにおける内周面R1に接続された状態で中空部内に形成された厚さ約0.2mmの膜である。この膜状のサポート部Sは、リング体Rを造形する過程において、リング体Rの造形とともに形成され、造形途中のリング体Rが収縮して中空部を形成する部分がリング体Rの内側に向って変形することを防止する。
(もっと読む)
塗布装置および環状シームレス成形体の製造方法
【課題】生産性・塗布効率に十分に優れた塗布装置を提供すること。
【解決手段】軸方向Dを回転軸として回転しながら表面に樹脂溶液が塗布される金型1;および該金型の塗布面に対してその軸方向にわたって略一定の距離を離間させて配設され、金型塗布面との間隙に供給された樹脂溶液を金型塗布面に供給・塗布する平面状弾性ブレード2を有する塗布装置であって、ブレードと金型塗布面との間隙に樹脂溶液3が供給されたとき、該ブレードは、金型塗布面に対向するブレード先端部11における樹脂溶液供給部分と金型塗布面との距離が、該ブレードの金型軸方向の両端部における金型塗布面との距離より狭くなる撓み形状を有するように変形する塗布装置10。
(もっと読む)
光造形装置
【課題】 従来の光造形装置における造形不良を検知する技術では、装置が高価であったり、取り付けが困難であったり、樹脂の揺れに弱いという問題点があり、安価で、操作や取り付けが容易で、樹脂表面の揺れに影響を受けない優れた造形不良検知機構を備え、装置のランニングコストの低減及び光造形工程の効率化を図る光造形装置を提供する。
【解決手段】 ディッパ、スクレーパ又はリコータへの未積層樹脂硬化物の付着を感知する付着物感知手段9を備え、付着物感知手段9でディッパ、スクレーパ又はリコータに付着した未積層樹脂硬化物を検出した場合には、制御部1が造形動作を停止する光造形装置である。
(もっと読む)
車両用の湾曲したガラス板構造体を製造する方法
本発明は、フィルム複合体(26)を形成するために、合成樹脂フィルム(22)がマトリックス(24)によって湾曲したガラス板(18)に押し付けられ、合成樹脂フィルムをガラス板上に積層するために、フィルム複合体が大気圧よりも低い圧力で熱処理され、フィルム複合体を形成し、かつカバーフィルムをガラス板に上に固定するために、合成樹脂フィルムがカバーフィルムとして形成され、かつこのカバーフィルムとガラス板の間に接着剤層が入れられる、車両用の湾曲したガラス板構造体を製造するための方法に関する。本発明に従い、マトリックス(24)とカバーフィルムの間からの空気の流出を容易にするために、圧力を下げる前に、少なくとも1つの可撓性のスペーサ(30)が、接着剤層(20)を備えていないカバーフィルム(22)の範囲においてカバーフィルムとガラス板(18)の間に挿入され、カバーフィルムがエッジ範囲(38)を備え、このエッジ範囲がカバーフィルムの中央(42)側にパーフォレーション(42)を有し、エッジ範囲の少なくとも一部がスペーサ上に載せられ、積層後パーフォレーションを有するエッジ範囲がパーフォレーションに沿って切断除去される。 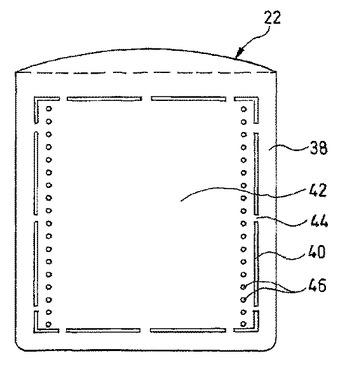 (もっと読む)
(もっと読む)
ポリベンゾイミダゾール成形体の製造方法および成形用金型
【課題】 前処理を施さないPBI粉末と同様に成形性に優れ、かつ品質の安定したPBI成形体が製造できる。
【解決手段】 中和洗浄後のPBI粉末に振動を加えながら減圧状態で乾燥し、室温以上に予め加熱された金型のキャビティ内に乾燥後のPBI粉末を投入する充填工程と、該充填後の体積よりも密になるように金型に第1次圧力を印加して、100℃以上、樹脂の2次転移点未満に加熱する予備加熱工程と、その温度を保持したまま、第1次圧力以上の第2次圧力を所定時間加え、次いで第1次圧力に戻した後にPBI樹脂の2次転移点以上にPBI粉末を加熱する加熱工程と、該加熱工程の温度を保持したまま第3次圧力を所定時間印加する加熱加圧工程と、金型のキャビティ内の温度を連続的に降下させるとともに、その温度降下が開始された後に第3次圧力を段階的に降下させる降熱降圧工程とを有する。
(もっと読む)
1 - 14 / 14
[ Back to top ]