
Fターム[4K018EA29]の内容
粉末冶金 (46,959) | 成型と焼結を同時に、交互に行うもの (1,683) | 粉末熱間圧延 (41) | 一般的方法及び装置 (12) | 相対するロール間で直接圧粉するもの (8)
Fターム[4K018EA29]に分類される特許
1 - 8 / 8
クラッド材製造装置及びクラッド材製造方法

【課題】クラッド材の製造工程を短縮して生産効率の向上を実現する。
【解決手段】クラッド材製造装置Aは、基材となる金属基板X2を連続鋳造法によって形成する連続鋳造装置1と、前記連続鋳造装置1にて形成された前記金属基板X2の片面或いは両面にロウ材として機能する粉末P1,P2を圧着させてクラッド材X4を形成する粉末圧延装置7とを備える。この連続鋳造装置1によって基材となる金属基板X2を当初から薄い板厚で形成することができるため、粉末圧延装置7において圧延を複数回繰り返すことなく所望の板厚のクラッド材X4を形成することができ、その結果、クラッド材X4の製造工程を短縮可能となる。
(もっと読む)
ナノ構造化フェライト合金を用いて形成された物品

【課題】より高い応力及びより低い温度からより高い温度及びより低い応力までの範囲の条件に渡って機械的完全性及び磁気特性を維持することができる軟磁性部材を提供する。
【解決手段】一実施形態では、物品が提供される。物品は軟磁性部材を含む。軟磁性部材はナノ構造化フェライト合金を含む。ナノ構造化フェライト合金は鉄を含有する合金マトリックス内に配置された複数のナノ形態粒子を含み、ナノ形態粒子は酸化物を含む。
(もっと読む)
金属焼結体の製造方法及び製造装置
【課題】ロールによる通電加圧焼結によりシート状焼結体の製造において、幅方向端部と中央部との温度差による変形の発生を抑える製造装置および製造方法を提供する。
【解決手段】シート状成形体Fを走行させるとともに、シート状成形体Fの走行方向に間隔をおいて配置された少なくとも一対の給電ロール3a,3bと、この一対の給電ロール3a,3bを介してシート状成形体Fに電流を供給する給電機構5と、一対の給電ロール3a,3bに対向して配置されシート状成形体Fを給電ロール3a,3bとの間に挟持する押さえロールとを備え、一対の給電ロール3a,3bは、それぞれの給電ロール3a,3bの両端部が給電機構5の電源供給部50に並列的に接続されており、給電機構5には、電源供給部50と給電ロール3a,3bの両端部との通電接続を切り替えて、シート状成形体Fの幅方向中央部よりも幅方向端部に多く通電する通電制御部52が設けられている。
(もっと読む)
機能性シート及びそれを用いた金属製品の表面強化方法
【課題】緻密化・高速化・多層化できる機能性シートを及びこの機能性シートを用いた金属製品の表面強化方法を提供する。
【解決手段】ロウ材粉末と機能粉末を用い、これを粉末クラッド圧延でシート化したものである。
(もっと読む)
粉末金属プレートを製造する方法
移動テープ(101)の上に、所定の質量の金属粉末を供給し、テープの移動方向に平行に延在する振動境界壁(201、202)によって、金属粉末を取り囲んで金属粉末を規制し、圧粉体ストリップ(GS)を成形するために、外気温度で金属粉末を圧延し、炉(400)の内部で圧粉体ストリップを連続的に焼結し、炉内にある間に圧粉体ストリップをネットシェイプパーツ(NS)に成形し、かつ、1000℃を超える温度の非酸化性環境(404)下で、ネットシェイプパーツを冷却することを備える粉末金属プレートを製造する方法。 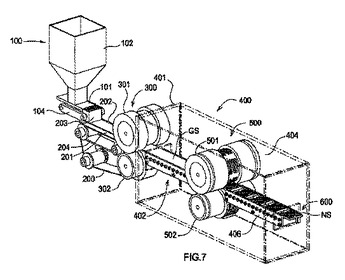 (もっと読む)
(もっと読む)
焼結鋼とその製造方法
【課題】添加物を必要とせずに強度のみならず、従来困難とされていた延性をも有する焼結鋼を提供する。
【解決手段】純鉄からなるナノ結晶フェライトとマイクロ結晶フェライトからなる混粒組織であることを特徴とする焼結鋼とし、焼結温度の調整により前記ナノ結晶フェライトとマイクロ結晶フェライトとの面積割合を調整することを特徴とする焼結鋼の製造方法とする。
(もっと読む)
アモルファス金属成形体及びその製造方法
【課題】異方性を有するアモルファス金属成形体、及びその製造方法を提供すること。
【解決手段】アモルファス金属成形体は、複数の偏平状粒子が層状に積み重なって形成された積層構造を有するアモルファス金属成形体であって、偏平状粒子は、その厚み方向に対してほぼ平行な方向に積層されており、且つそのアスペクト比が2以上である。
アモルファス金属成形体の製造方法は、複数の偏平状粒子が層状に積み重なって形成された積層構造を有するアモルファス金属成形体であって、偏平状粒子は、その厚み方向に対してほぼ平行な方向に積層されており、且つそのアスペクト比が2以上であるアモルファス金属成形体の製造方法であって、アモルファス金属粉末を配置する工程とその工程より後に実施され、アモルファス金属粉末を伸展させつつ成形する工程を含む。
(もっと読む)
電磁波吸収シートの製造方法
【課題】特性を向上させることのできる電磁波吸収シートの製造方法を提供する。
【解決手段】表面に絶縁膜が形成された扁平状軟磁性金属粉を堆積させ、これに加圧力を付与することによって扁平状軟磁性金属粉同士を接合してシート状生成物を得た後に行う熱処理において、熱処理温度までの平均昇温速度を10℃/min以下とし、熱処理温度を520〜590℃とし、熱処理温度を60min以上維持する。さらに、熱処理温度を所定時間維持した後、3℃/min以下の平均降温速度で熱処理炉を降温させるのが好ましい。また、シート状生成物を生成する工程では、シート状生成物の成型密度が5.2g/cm3以上となるように、扁平状軟磁性金属粉に加圧力を付与するのが良い。このようにすることで、10MHzにおける透磁率μが200以上であり、かつ100MHzにおける透磁率μが100以上といった、高い特性を有した電磁波吸収シートを得る。
(もっと読む)
1 - 8 / 8
[ Back to top ]