
Fターム[4K027AB42]の内容
溶融金属による被覆 (10,875) | メッキ浴・メッキ被膜 (3,289) | メッキ浴、メッキ被膜の材料、組成 (1,629) | 亜鉛 (609)
Fターム[4K027AB42]に分類される特許
161 - 180 / 609
金属製板材の接合構造
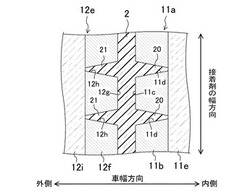
【課題】金属製板材同士を少なくとも接着剤によって接合した金属製板材の接合構造において、金属製板材としての合金化溶融亜鉛めっき鋼板材の合金化溶融亜鉛めっき層が素地鋼板との界面から剥離するのを効率的に抑制する。
【解決手段】合金化溶融亜鉛めっき層11b,12fの表面の接着剤塗布部11c,12gに、接着剤2の長さ方向に延びる条痕11d,12hを形成する。
(もっと読む)
加工性および耐疲労特性に優れた高強度合金化溶融亜鉛めっき鋼板およびその製造方法
【課題】延性、穴拡げ性および耐疲労特性に優れる高強度溶融亜鉛めっき鋼板ならびにその製造方法を提供する。
【解決手段】質量%で、C:0.05〜0.3%、Si:0.5〜2.5%、Mn:1.0〜3.5%、P:0.003〜0.100%、S:0.02%以下、Al:0.010〜0.1%で残部が鉄および不可避的不純物からなる組成の鋼からなり、かつ、鋼板組織が面積率でフェライトを50%以上、マルテンサイトを5〜35%、パーライトを2〜15%含み、マルテンサイトの平均結晶粒径が3μm以下であり、近接するマルテンサイト間の平均距離が5μm以下であることを特徴とする加工性および耐疲労特性に優れた高強度合金化溶融亜鉛めっき鋼板。
(もっと読む)
塗装鋼板およびそれを用いた外装部材

【課題】亜鉛系めっき鋼板を塗装原板とする塗装鋼板において、クロムイオンの溶出による環境問題を生じること無く、切断端面でのエッジクリープを効果的に抑制する。
【解決手段】亜鉛系めっき鋼板のめっき層の上に、化成処理皮膜、下塗り塗膜、上塗り塗膜を有する塗装鋼板において、前記下塗り塗膜中に顔料として、第二リン酸ニッケル、第三リン酸ニッケルの1種または2種が合計15〜50質量%含有されており、当該下塗り塗膜の平均厚さが2μm以上であることを特徴とする塗装鋼板。前記亜鉛系めっき鋼板としては、亜鉛めっき鋼板、または質量%でAl:22%以下、Mg:10%以下、Si:2%以下、B:0.1%以下、Ti:0.1%以下の1種以上を含有し、残部Znおよび不可避的不純物からなるめっき層を有するめっき鋼板が挙げられる。
(もっと読む)
表面性状に優れた合金化溶融亜鉛めっき鋼板の製造方法
【課題】めっき厚みにバラツキが少なく、プレス加工後にも美しい表面外観を呈する表面外観に優れたプレス加工用合金化溶融亜鉛めっき鋼板の製造方法を提供すること。
【解決手段】C:0.0005〜0.01%、Si:1.0%以下、Mn:0.01〜1.5%、P:0.005〜0.08%、S:0.02%以下、Al:0.01〜0.10%、Ni:0.1%以下、Cu:0.1%以下、残部がFeおよび不可避的不純物からなる成分組成のスラブを得る工程と、熱間圧延して熱延コイルを得る工程と、0.01〜100μmの平均気泡径を有するマイクロバブルを供給すると共に10kHz〜3MHzの超音波を印加した状態で鋼板表面を酸洗する工程と、50%以上95%以下の冷延率で冷間圧延して所定の厚さの冷延コイルとする工程と、前記コイルを再結晶温度以上の温度で焼鈍するとともに、その後コイル表面に溶融めっきを施す工程とを有することを特徴とする。
(もっと読む)
ガスワイピングノズル及びガスワイピング装置
【課題】ガスワイピングノズルのスリット隙間gを液圧により調整する。
【解決手段】ガスワイピングノズル100は、上ノズルリップ金物102と下ノズルリップ金物103とが接合されて構成されており、静圧チャンバ104内に供給されたワイピングガスが、スリット101を介して帯鋼に向けて噴射される。下ノズルリップ金物103には、鋼板の幅方向に沿い伸びる液圧孔105が穿設されている。液圧孔105の、下ノズルリップ金物103の厚さ方向の位置は中心からずれており、厚さAが厚さBよりも薄くなっている。液圧孔105に圧油を供給すると、液圧孔105の径が膨張し、A,Bでの膨張差により下ノズルリップ金物103が弾性変形し、スリット101のスリット隙間gが大きくなる。
(もっと読む)
析出強化型冷延鋼板及びその製造方法
【課題】強度−延性バランス、更には伸びフランジ性に優れた高強度冷延鋼板及びその製造方法を提供する。
【解決手段】Ti:0.03〜0.15%を含有し、Nb:0.03%以下、Mo:0.25%以下、V:0.25%以下に制限し、0.18≦6Ti+25Nb+3Mo+3V≦1.0を満足し、1〜50nmのTi系炭窒化物が分散し、フェライトの面積率が95%以上であり、フェライトの平均粒径を20μm以下に制限し、かつフェライトに占める未再結晶フェライトの割合を25%以下に制限した冷延鋼板。1050℃以上に加熱し、必要に応じて熱間圧延して、550℃以下まで水冷した後、40%以上の圧下率で冷間圧延を施し、最高加熱温度を600℃〜(Ac1+20)℃として焼鈍する製造方法。
(もっと読む)
析出強化型複相冷延鋼板及びその製造方法
【課題】強度−延性バランス、更には伸びフランジ性に優れた高強度冷延鋼板及びその製造方法を提供する。
【解決手段】Ti:0.03〜0.15%を含有し、Nb:0.03%以下、Mo:0.25%以下、V:0.25%以下に制限し、0.18≦6Ti+25Nb+3Mo+3V≦1.0を満足し、かつ、20C+17.1N−5Ti−2.6Nb−2.5Mo−4.7V≧0.6を満足し、1〜50nmのTi系炭窒化物が分散し、フェライトの面積率が50%以上であり、マルテンサイト、ベイナイトの一方又は双方からなる硬質組織の面積率が5〜50%であり、残部のパーライト、残留オーステナイト及びセメンタイトの面積率の合計を5%以下に制限し、フェライトの平均粒径を20μm以下に制限し、かつフェライトに占める未再結晶フェライトの割合を25%以下に制限した冷延鋼板。
(もっと読む)
複層表面処理亜鉛系めっき鋼板
【課題】耐食性、密着性、防汚性、造膜性、耐紫外線性、耐アルカリ性、耐酸性及び耐黒変性に優れた表面処理亜鉛系めっき鋼板の提供。
【解決手段】下地処理層(X)と上層処理層(Y)を有する表面処理亜鉛系めっき鋼板であって、(X)が特定金属イオン及び/又は原子(A)を含有する無機皮膜層であり、(Y)が特定構造の(メタ)アクリル酸エステル、特定構造のケイ素含有モノマー、α,β−エチレン性不飽和脂肪族カルボン酸、脂肪族系反応性乳化剤及び他の脂肪族系(メタ)アクリル酸エステルからの単位をそれぞれ有し、C=O以外の不飽和結合を含有せず、Tgが0〜70℃であり、酸価が5〜40mgKOH/gであるアクリル樹脂及び造膜助剤を含有し、最低造膜温度が−5〜40℃である表面処理剤を(X)上に塗布後乾燥させて得られる樹脂層である表面処理亜鉛系めっき鋼板。
(もっと読む)
導電コーティングの気相リフロー接合のためのシステム及び方法
【解決手段】電気部品を製造するためのシステム(100)は、入口ポート(206)及び出口ポート(208)を有するリフロー室(130)を具備する。入口ポートは、導電コーティングを有する電気部品の相互接続された連鎖状物をリフロー室内に受容する。出口ポートは、リフロー室から連鎖状物を排出する。リフロー室は、相互接続された電気部品の連鎖状物をリフロー室を通って所定の経路に沿って配向させる。リフロー室は、連鎖状物がリフロー室を通って経路に沿って電気部品の周囲に導電コーティングをリフロー接合すると、導電コーティングを加熱するよう加熱飽和気体を保持する。 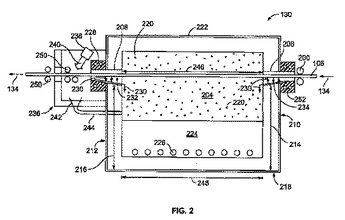 (もっと読む)
(もっと読む)
建造物メッキ膜厚測定方法
【課題】鉄塔等の建造物のメッキ膜厚を適切に測定することで測定値と実態とのずれをなくして、塗装作業の平準化を図る上で適切な塗装計画を策定することが可能な建造物メッキ膜厚測定方法を提供する。
【解決手段】建造物に使用されるナット3の測定面(側面3a)を研磨する下地処理工程と、ナット3の測定面の所定部位に対して電磁膜厚計により所定回数の膜厚測定を行い、所定の上限値を超える測定値を除去して有効測定値を選別する有効測定値選別工程と、有効測定値選別工程で選別された有効測定値をナットのねじの呼び、及び、ナットの解体の有無に応じて補正する測定値補正工程と、測定値補正行程で補正された有効測定値の平均値を算出する測定値平均化処理工程とを具備する。
(もっと読む)
時効性および焼付け硬化性に優れた冷延鋼板およびその製造方法
【課題】時効性に優れ、焼付硬化性に優れた冷延鋼板を提供する。
【解決手段】質量%で、C:0.020〜0.070%、Si:0.05%以下、Mn:0.1〜0.5%、P:0.05%以下、S:0.02%以下、Al:0.02〜0.08%、N:0.005〜0.02%を含む組成の鋼素材に、1150℃以上で加熱し、仕上圧延終了温度:850℃以上とする仕上圧延を施し熱延板とし、AlとN量との特定な関係式を満足する巻取温度で巻取り、ついで圧下率:60〜90%の冷延と、加熱速度を二段階として、Al量、N量、巻取温度との特定な関係式を満足する焼鈍温度まで加熱、均熱し、5℃/s以上の冷却速度で500℃以下まで冷却する。なお、さらに鋼板表面に溶融亜鉛めっき層等の亜鉛めっき層を形成してもよい。これにより、固溶Nが0.0010%以上で、平均結晶粒径が7μm以下のフェライト相を面積率で80%以上含み、該フェライト相の結晶粒内に、平均の円相当径で0.05〜5μmの大きさの析出物が析出した組織を有する冷延鋼板となり、時効によるしわの発生を防止でき、かつ2.0%未満の比較的低い歪付与−塗装焼付相当熱処理後に、50MPa以上の焼付硬化量を確保できる。
(もっと読む)
溶融めっき鋼板の製造方法
【課題】溶融めっき浴より引き上げられた鋼板の表面に、ワイピングノズル及び補助ノズルからガスを吹き付けて、過剰のめっき金属を払拭して付着量の調整を行う際、厚目付けの場合でもエッジオーバーコートの発生を効果的に抑制できる方法を提供する。
【解決手段】ワイピングノズル先端と鋼板との間の距離が5〜30mmとなるようにワイ ワイピングノズルの端部上側の傾斜面に補助ノズルを設置し、ワイピングノズルから吹出すガスの流速をV1、補助ノズルから吹出すガスの流速をV2としたとき、流速V1が50〜200Nm/sになり、かつ、V2/V1が0.2〜0.85となるようにそれぞれのノズルからガスを吹出すようにする。
(もっと読む)
加工性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】高強度(590MPa以上の引張強度TS)を有し、かつ、加工性(高延性と高穴広げ性)に優れた高強度溶融亜鉛めっき鋼板およびその製造方法を提供する。
【解決手段】成分組成は、質量%でC:0.04%以上0.15%以下、Si:0.7%以上2.3%以下、Mn:0.8%以上2.2%以下、P:0.1%以下、S:0.01%以下、Al:0.1%以下、N:0.008%以下を含有し、残部が鉄および不可避的不純物からなり、組織は、面積率で、70%以上のフェライト相と2%以上10%以下のベイナイト相と0%以上12%以下のパーライト相を有し、体積率で、1%以上8%以下の残留オーステナイト相を有し、かつ、フェライトの平均結晶粒径が18μm以下で、残留オーステナイトの平均結晶粒径が2μm以下であることを特徴とする加工性に優れた高強度溶融亜鉛めっき鋼板。
(もっと読む)
高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】Si、Mnを含有する鋼板を母材とし、耐食性および高加工時の耐めっき剥離性に優れる高強度溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.02〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に対して連続式溶融亜鉛めっき設備において焼鈍および溶融亜鉛めっき処理を施すに際し、加熱過程では、焼鈍炉内温度:600℃以上A℃以下(A:650≦A≦900)の温度域を昇温速度:7℃/s以上、かつ、水素濃度:20vol%以上とする。
(もっと読む)
めっき施工方法
【課題】溶接により組立てられた鋼製の構造物に溶融亜鉛めっきを施すに際し、めっき施工時のめっき割れを防止し、構造物を高品質に製作し得るめっき施工方法を提供する。
【解決手段】このめっき施工方法は、鋼製の構造物30に溶融亜鉛めっきを施すに先立って酸洗するに際し、めっき割れの発生しやすい箇所近傍(符号Aの部分)に、酸への接触を防止するための塗料Aを塗布して酸洗を行った後、その塗料を剥離してからめっきを行う。
(もっと読む)
高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】Si、Mnを含有する鋼板を母材とし、耐食性および高加工時の耐めっき剥離性に優れる高強度溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.02〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に対して連続式溶融亜鉛めっき設備において焼鈍および溶融亜鉛めっき処理を施すに際し、加熱過程では、焼鈍炉内温度:600℃以上A℃以下(A:650≦A≦900)の温度域を昇温速度:7℃/s以上、かつ、雰囲気の露点:−40℃以下とする。
(もっと読む)
高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】Si、Mnを含有する鋼板を母材とし、耐食性および高加工時の耐めっき剥離性に優れる高強度溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.02〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に対して連続式溶融亜鉛めっき設備において焼鈍および溶融亜鉛めっき処理を施すに際し、均熱過程では焼鈍炉内温度:820℃以上1000℃以下の温度域を水素濃度:25vol%以上とし、さらに、冷却過程では750℃以上の温度域を水素濃度:25vol%以上とする。
(もっと読む)
ロール軸を支持するマグネチック軸受装置
本発明はロール軸を支持するマグネチック軸受装置に関し、特に永久磁石や電磁石を利用してロール軸を非接触式で支持するマグネチック軸受装置に関する。本発明のロール軸を支持するマグネチック軸受装置は、ロール軸に向かって形成された突出部で磁場を発生する磁石と、上記磁石を一方向に支持する胴部とを含み、上記ロール軸と上記突出部の間に空隙を形成しながら上記ロール軸を支持し、上記突出部の両側はラウンド処理されたことを特徴とする。 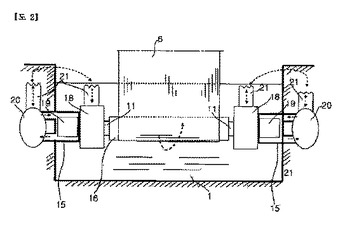 (もっと読む)
(もっと読む)
高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】Si、Mnを含有する鋼板を母材とし、耐食性および高加工時の耐めっき剥離性に優れる高強度溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.02〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に対して連続式溶融亜鉛めっき設備において焼鈍および溶融亜鉛めっき処理を施すに際し、焼鈍炉内温度:750℃以上の温度域を雰囲気中の露点:−40℃以下とする。
(もっと読む)
高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】Si、Mnを含有する鋼板を母材とし、耐食性および高加工時の耐めっき剥離性に優れる高強度溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.02〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に対して連続式溶融亜鉛めっき設備において焼鈍および溶融亜鉛めっき処理を施すに際し、加熱過程では焼鈍炉内温度:600℃以上A℃以下(A:650≦A≦1000)の温度域を昇温速度:7℃/s以上とし、かつ、均熱過程では焼鈍炉内温度:800℃以上1000℃以下の温度域を水素濃度:25vol%以上とし、さらに、冷却過程では650℃以上の温度域を水素濃度:25vol%以上とする。
(もっと読む)
161 - 180 / 609
[ Back to top ]