
Fターム[4K027AB42]の内容
溶融金属による被覆 (10,875) | メッキ浴・メッキ被膜 (3,289) | メッキ浴、メッキ被膜の材料、組成 (1,629) | 亜鉛 (609)
Fターム[4K027AB42]に分類される特許
201 - 220 / 609
溶融金属めっき鋼帯の製造方法
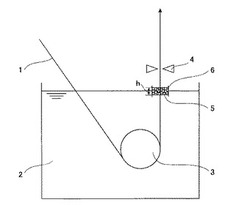
【課題】溶融金属浴から引き上げられる鋼帯に随伴する溶融亜鉛の持ち上げ量を抑制することで、ガスワイピングの際の溶融金属のスプラッシュの発生を効果的に低減できる溶融金属めっき鋼帯の製造方法を提供する。
【解決手段】)鋼帯(1)を溶融金属浴(2)に連続的に浸漬通板した後該溶融金属浴(2)から引き上げ、ガスワイピングにより鋼帯のめっき付着量を調整する溶融金属めっき鋼帯の製造方法において、溶融金属浴(2)の浴面に、溶融金属浴(2)から引き上げられる鋼帯(1)に密接するようにして多数の浮遊体(5)を配置する。前記浮遊体(5)は、形状が球体である。
(もっと読む)
めっき表面に酸化物層を有する合金化溶融亜鉛めっき鋼板の製造装置

【課題】めっき表面に酸化物層を有する合金化溶融亜鉛めっき鋼板の製造設備を提供する。また、めっき表裏面で異なる膜厚の酸化物層を有する合金化溶融亜鉛めっき鋼板の製造装置を提供する。
【解決手段】酸性溶液接触装置(1)と、前記酸性溶液接触装置(1)と間隔を設けて配置された洗浄装置(3)と、乾燥装置(4)を備え、前記酸性溶液接触装置(1)で合金化処理後のめっき鋼板の表面に酸性溶液を接触させた後、前記酸性溶液接触装置(1)と前記洗浄装置(3)の間でめっき表面に酸化物を生成させてめっき表面に酸化物層を形成する合金化溶融亜鉛めっき鋼板の製造装置であって、前記酸性溶液接触装置(1)と前記洗浄装置(3)の間に鋼板走行路を変向させるデフレクタロール(5a、5b)が1本または2本以上配置されてなり、前記デフレクタロール(5a、5b)は、ロール表面を洗浄する水スプレー装置(7a、7b)が付設されている。
(もっと読む)
成形性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】780MPa以上のTSを有し、かつ、優れた伸び特性、穴拡げ性、曲げ性を有する成形性に優れた高強度溶融亜鉛めっき鋼板及びその製造方法を提供する。
【解決手段】質量%で、C:0.05〜0.2%、Si:0.5〜2.5%、Mn:1.5〜3.0%、P:0.001〜0.05%、S:0.0001〜0.01%、Al:0.001〜0.1%、N:0.0005〜0.01%を含有し、残部Fe及び不可避的不純物からなる成分組成を有し、フェライト相と焼戻しマルテンサイト相を含むマルテンサイト相とを含有し、組織全体に占めるフェライト相の面積率が30%以上で、マルテンサイト相の面積率が30〜50%であり、マルテンサイト相全体に占める焼戻しマルテンサイト相の面積率が70%以上であるミクロ組織を有する成形性に優れた高強度溶融亜鉛めっき鋼板。
(もっと読む)
溶融亜鉛メッキ浴のドロス除去方法
【課題】目詰まりを問題とすることがなく、かつ設備の大型化を必要とせずに溶融亜鉛メッキ浴のドロスを除去できる方法を提供する。
【解決手段】鋼板を浸漬して亜鉛メッキを行う溶融亜鉛メッキ浴から溶融亜鉛を抽出し、前記抽出した溶融亜鉛に、前記抽出した溶融亜鉛より低温の状態にある多孔質物質を投入することを特徴とする溶融亜鉛メッキ浴のドロス除去方法。
(もっと読む)
溶融金属が表面に付着し難い亜鉛系めっき鋼板
【課題】スポット溶接やアーク溶接によって飛散する溶融金属が鋼板表面に付着し難い亜鉛系めっき鋼板を提供する。
【解決手段】少なくとも一方の面のめっき層表面に、断面観察から測定される嵩高さが100〜2000nmの3Zn(OH)2・ZnSO4・xH2Oを有する酸化物層が存在することを特徴とする亜鉛系めっき鋼板。前記酸化物層は3Zn(OH)2・ZnSO4・3〜5H2Oを有する。
(もっと読む)
ガスワイピング装置
【課題】簡単な構造で、ノズルスリットの鋼板板幅方向のガス吹き出し幅やガス吹き出し位置を可変にして、ガスの無駄な消費を無くすと共に、騒音や板振動とエッジオーバーコートを生起することを抑制できるガスワイピング装置を提供する。
【解決手段】溶融めっき浴10から出て上方に向けて走行するストリップSの表,裏面にワイピングノズル12からガスを吹き付けてめっき付着量を制御するガスワイピング装置11において、ワイピングノズル12は上リップ16と下リップ17とに分割され、これら両リップのガス吹き出し幅方向の上下に違えた相反位置にガス供給流路21を部分的に塞ぐ密封面16A,17Aを形成すると共に、当該両リップを鋼板の板幅方向に移動可能に設けた。
(もっと読む)
連続溶融亜鉛めっき装置および溶融亜鉛めっき鋼板の製造方法
【課題】下地鋼板のSi含有量が0.2%以上であっても、Siの表層濃化に起因するめっき外観不良、還元炉のロールへの酸化物付着による欠陥(ピックアップ)を防止して美麗な表面外観を有する溶融亜鉛めっき鋼板を得ることができる連続溶融亜鉛めっき装置および溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】焼鈍炉に、鋼板面に対向してバーナを分散配置した直火型加熱炉(1)を備えた連続溶融亜鉛めっき装置において、鋼板(3)面に対向して分散配置したバーナ(2)を、鋼板長手方向に、燃焼率及び空気比を独立に制御可能な3以上のバーナ群に分け、鋼板移動方向最下流のバーナ群(4Z)以外のバーナ群(1Z、2Z、3Z)のバーナ(2)は空気比1.0以上1.5未満での燃焼又は燃焼停止の選択が自在であり、鋼板移動方向最下流のバーナ群(4Z)のバーナ(2)は空気比0.5以上0.95以下の燃焼が可能である。
(もっと読む)
プレス成形性に優れた樹脂被覆高強度合金化溶融亜鉛めっき鋼板
【課題】高強度の合金化溶融亜鉛めっき鋼板において、型かじりを起こさず、長期間安定してプレス成形を行うことのできるプレス成形性に優れた樹脂被覆高強度合金化溶融亜鉛めっき鋼板を提供する。
【解決手段】合金化溶融亜鉛めっき層中のζ相とδ1相のX線回折ピーク強度比ζ/δ1が0.22〜0.70であり、有機樹脂皮膜で被覆した後のPPI/25μinchが200以下であることを特徴とするプレス成形性に優れた樹脂被覆高強度合金化溶融亜鉛めっき鋼板である。
(もっと読む)
高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】MoやCrなどの高価な元素の多量添加や特殊なCGL熱履歴を必要とせず、低いYP、高いBH、優れた耐時効性、優れた耐食性を有する高強度溶融亜鉛めっき鋼板とその製造方法を提供する。
【解決手段】質量%で、C:0.015%超0.100%未満、Si:0.3%以下、Mn:1.90%未満、P:0.015%以上0.05%以下、S:0.03%以下、sol.Al:0.01%以上0.5%以下、N:0.005%以下、Cr:0.30%未満、B:0.0003%以上0.005%以下、Ti:0.014%未満を含有し、2.2≦[Mneq]≦3.1および0.42≦8[%P]+150B*≦0.73を満足する。鋼組織は、フェライトと第2相を有し、第2相の面積率が3〜15%、第2相面積率に対するマルテンサイトおよび残留γの面積率の比率が70%超、第2相面積率のうち粒界3重点に存在するものの面積率の比率が50%以上である。
(もっと読む)
溶融金属浄化装置および溶融金属の浄化方法
【課題】高い浄化効率で安定して介在物を含む溶融金属を浄化できる、溶融金属の浄化装置および溶融金属の浄化方法を提供する。
【解決手段】溶融金属に接するように複数の電極対を配設した電場発生手段12と、磁場発生手段11とを備え、溶融金属10に電磁力を作用させ、電磁アルキメデス効果により介在物を溶融金属から分離・除去して、溶融金属を浄化する。複数の電極対には、それぞれ独立して電位を付与することが好ましく、これにより、溶融金属10に最適値の電磁力を広い範囲に亘り作用させることができる。なお、電極は、板状、曲板状または点状でもよく、また、電極対は対向しても、あるいは溶融金属10の流れの向きに沿って千鳥状に配設してもよい。
(もっと読む)
各種高強度鋼の生産に適するフレキシブルな帯鋼処理ライン
各種高強度鋼の生産に適するフレキシブルな薄い帯鋼処理ラインにおいて、アンコイリング及び洗浄、加熱、均熱、徐冷、ジェット冷却、水焼入れ冷却、酸洗、再加熱、オーバーエージング、最終冷却、テンパー、フィニッシュ、塗油及び巻取りというステーションが順次に設けられ、アンコイリング及び洗浄ステーション、酸洗ステーション、再加熱ステーションのそれぞれに接続通路を介して接続される電気めっきステーションと、溶融亜鉛めっき炉のノーズを介して再加熱ステーションに接続され、接続通路を介してめっき後の冷却と最終冷却ステーションに接続される溶融亜鉛めっき及びめっき層合金化焼鈍しステーションと、電気めっきステーション、テンパーステーション、フィニッシュステーションのそれぞれに接続通路を介して接続されるパッシベーション及び他の後処理のステーションと、をさらに備え、前記の再加熱ステーションは、移動可能なバイパスを介してオーバーエージングステーションに連通される。本発明によれば、普通の冷延板、溶融亜鉛めっき板及びめっき層合金化焼鈍し板の生産及び電気Zn、Niめっき板の生産、特に超高強度レベルの冷延板、電気亜鉛めっき板と溶融亜鉛めっき板及びめっき層合金化焼鈍し板の生産を、一つの装置に統合させて、フレキシブルな生産を実現した。 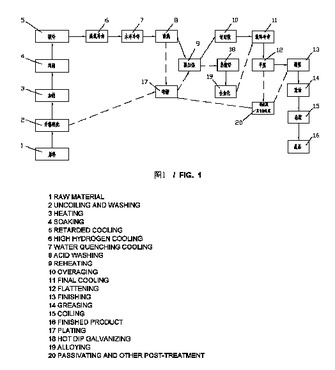 (もっと読む)
(もっと読む)
各種高強度鋼の生産に適するフレキシブルな帯鋼処理ライン
順次に設けられたアンコイリング及び洗浄ステーション、加熱ステーション、均熱ステーション、徐冷ステーションの後、ハイ水素ジェット冷却ステーションと水焼入れ冷却ステーションが並行に設けられ、ハイ水素ジェット冷却ステーションの後に、再加熱ステーション、オーバーエージングステーション、最終冷却ステーション、テンパーステーション、フィニッシュステーション、塗油ステーション及び巻取りステーションが順次に設けられ、水焼入れ冷却ステーションの後に、酸洗ステーション及び電気めっきステーションが順次に設けられ、溶融亜鉛めっきステーションは再加熱ステーションの後に接続され、めっき層合金化焼鈍しステーションは溶融亜鉛めっきステーションの後に接続されるとともに、接続通路を介して前記の最終冷却ステーションに接続され、前記の酸洗ステーション及び電気めっきステーションは、それぞれ接続通路を介して再加熱ステーションに連通され、前記の電気めっきステーションは、接続通路を介してアンコイリング及び洗浄ステーションに直接に連通され、前記の水焼入れ冷却ステーションは、固定されたバイパスを介して徐冷ステーションに連通され、前記の再加熱ステーションの後には、移動可能なバイパスを介してオーバーエージングステーションが連通される。本発明によれば、各種高強度鋼の生産を、一つの装置に統合させて、フレキシブルな生産を実現した。  (もっと読む)
(もっと読む)
耐衝撃密着性に優れる接着接合用亜鉛系溶融めっき鋼板
【課題】特に衝突時のように高速変経時において優れためっき密着力を有する、耐衝撃密着性に優れる接着接合用亜鉛系溶融めっき鋼板を提供する。
【解決手段】鋼板表面にΓおよびΓ1相を含まない亜鉛系めっき層を有する。このような亜鉛系溶融めっき鋼板とするためには、前記亜鉛系めっき層中のFe濃度を0.6質量%以上5質量%以下とするのが好ましい。
(もっと読む)
熱間圧延薄鋳造ストリップ品及びその製造方法
双ロール鋳造機を組立て、遊離酸素含有量が20〜75ppmで、鋳造ストリップが0.25重量%未満の炭素、0.9〜2.0重量%のマンガン、0.05〜0.50重量%のケイ素、0.01重量%超で0.15重量%以下のリン及び0.01重量%未満のアルミニウムからなるような組成を有する溶鋼の鋳造溜めを形成し、鋳造ロールを互いに逆回転させて鋼ストリップを形成し、10%及び35%圧下での機械的特性が降伏強さ、引張り強さ、破断伸びについて10%以内であるようストリップを熱間圧延し、300〜700℃の温度でストリップを巻取ることにより微細構造の大部分がベイナイトと針状フェライトで構成されることを含む段階により造られる熱間圧延鋼ストリップ。鋼は0.20〜0.60%の銅及び0.08%もの低含有量のマンガンを含んでもよい。 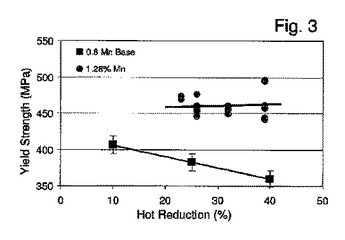 (もっと読む)
(もっと読む)
熱間圧延薄鋳造ストリップ品及びその製造方法
双ロール鋳造機を組立て、造られる鋳造ストリップが0.25重量%超で1重量%までの炭素、0.40〜2.0重量%のマンガン、0.05〜0.50重量%のケイ素、0.01重量%未満のアルミニウムからなるような組成で溶鋼の鋳造溜めを形成し、鋳造ロールを互いに逆方向に回転させて金属殻を凝固させ鋼ストリップを形成し、10%及び35%圧下での機械的性質が降伏強さ、引張り強さ、破断伸びについて10%以内であるよう鋼ストリップを熱間圧延し、熱間圧延鋼ストリップを550〜750℃の温度で巻取ることにより微細構造の大部分がパーライトで構成され、ベイナイト及び針状フェライトが含まれる、諸段階で造られる熱間圧延鋼ストリップ。鋼は5〜50ppm又は25〜45ppmの遊離酸素含有量を有してよい。  (もっと読む)
(もっと読む)
溶融亜鉛めっきラインの湯面変動防止方法および装置
【課題】溶融亜鉛めっきラインでの亜鉛インゴットの投入時に湯面の急激な上昇をなくし、これにより発生するめっき不良部分の発生とアーム部の劣化を抑制する方法及び装置を提供する。
【解決手段】2基の亜鉛投入装置11,12,湯面検出器3,インゴット残量検出器4a、4b,インゴット残量設定器を備える。自動運転の演算器は次のものを備える。湯面位置の基準距離H0に対する差と設定値との大小の第1判断手段、第1判断手段がYESで第1投入装置のインゴットの残量が設定値であるか否かの第2判断手段、第2判断手段がYESで第2投入装置のインゴットの残量が設定値であるか否かの第3判断手段、第3判断手段がYESで湯面位置が基準距離H0と等しいか否か第4判断手段、第2判断手段がNOで湯面位置が基準距離H0と等しいか否かの第5判断手段、及び第3判断手段がNOで湯面位置が基準距離H0と等しいか否かの第6判断手段。
(もっと読む)
溶融亜鉛メッキ鋼板の製造方法および連続溶融亜鉛メッキ装置
【課題】直火加熱炉を備えた連続焼鈍炉で焼鈍した後溶融亜鉛メッキして溶融亜鉛メッキ鋼板を製造する際に、鋼中Si量が0.2質量%以上であっても、美麗な表面外観を有し、メッキ密着性に優れた溶融亜鉛メッキ鋼板を低コストで製造する方法および装置を提供する。
【解決手段】Siを0.2質量%以上含有する鋼板を、直火加熱炉を備えた連続焼鈍炉で焼鈍した後溶融亜鉛メッキする溶融亜鉛メッキ鋼板の製造方法において、直火加熱炉内に、鋼板に対して酸化作用を持つ気体を鋼板センター部に噴き付け、鋼板センター部の酸化を促進する。
(もっと読む)
溶融金属めっき鋼帯製造装置
【課題】ガスワイピング工程でのスプラッシュの発生を低減し、表面外観に優れる溶融金属めっき鋼帯製造装置を提供する。
【解決手段】溶融金属めっき槽9上方でワイピングノズル3からガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯製造装置において、浴面下で浴中サポートロール上方の鋼帯の両側に、浴中サポートロールの外周面の浴面側1/4以上を覆うように形成されたロール被覆部と、その上方に配置され鋼帯に対向するように形成された鋼帯対向部とを備え、前記鋼帯対向部と前記ロール被覆部は鋼帯巾以上の幅を有し、前記鋼帯対向部は前記ロール被覆部の鋼帯側端部に接続されている溶融金属絞り部材1a,1bが、鋼帯及び浴中サポートロールに非接触に配置されるとともに、前記鋼帯対向部の鋼帯対向面の少なくとも一部に、鋼帯端部の溶融金属の流れを鋼帯進行と反対方向でかつ鋼帯端部外側から鋼帯中央に向かう流れにする整流構造を有する。
(もっと読む)
高張力溶融亜鉛めっき鋼板の製造方法
【課題】易酸化性元素を含む高張力鋼板を、不めっきなく外観美麗に、かつ、安定的に製造する手法を提供する。
【解決手段】連続式溶融亜鉛めっき設備にて溶融亜鉛めっきを施す工程において、鋼板が溶融亜鉛めっき浴に入るときの板温Tが、式(A)で表されることを特徴とする高張力溶融亜鉛めっき鋼板の製造方法。
T(Zn) + 100℃ ≦ T ≦ T(Zn)+180℃ (A)
但し、440℃ ≦ T(Zn) ≦ 470℃ (B)
T;溶融亜鉛めっき浴に入るときの板温T(℃)
T(Zn);溶融亜鉛めっき浴の浴温度(℃)
(もっと読む)
メッキ表面品質に優れた高マンガン鋼の溶融亜鉛メッキ鋼板の製造方法
【課題】本発明は自動車の車体及び構造材等に用いられる高延性及び高強度特性を有する高マンガン溶融亜鉛メッキ鋼板の製造方法に関し、高マンガン鋼をメッキ素材として使用し、溶融メッキ性及びメッキ密着性等のメッキ表面品質に優れた高マンガン鋼の溶融亜鉛メッキ鋼板を容易に製造する方法を提供する。
【解決手段】本発明は高マンガン鋼を素地として高マンガン鋼溶融亜鉛メッキ鋼板を製造する方法であって、雰囲気ガスの露点、加熱温度及び加熱時間の調整により素地の直下に内部酸化物及び多孔性の表面酸化物が形成されるべく高マンガン鋼を選択酸化させてから、還元雰囲気において還元処理した後、溶融亜鉛メッキすることを特徴とするメッキ表面品質に優れた高マンガン鋼溶融亜鉛メッキ鋼板の製造方法である。
本発明によれば、溶融メッキ性及びメッキ密着性等のメッキ表面品質に優れた高マンガン鋼の溶融亜鉛メッキ鋼板を容易に製造することができる。
(もっと読む)
201 - 220 / 609
[ Back to top ]